
抽水蓄能机组转子磁极典型故障(缺陷)原因分析及对策
2018-11-06 02:27李既明吴志峰
水电与抽水蓄能 2018年5期
左 程,李既明,吴志峰
(湖南黑麋峰抽水蓄能有限公司,湖南省长沙市 410200)
0 引言
抽水蓄能机组启动速度快,负荷调节范围广,不仅能很好地完成调峰、填谷、调相、调频及事故备用等任务,而且还能提高能源的利用率,因此,在近些年来发展非常迅速。在抽水蓄能机组中定子、转子磁场以同步转速旋转,它们之间相互作用产生电磁力,发电机组要实现能量转换,就必须克服切向电磁力的作用,将机械能转化为电能,因此,转子作为抽水蓄能机组的重要组成部分,是保证发电和抽水成功的关键,它的好坏直接决定了机组是否能够安全稳定运行,本文主要结合生产实际案例来讨论抽水蓄能机组转子磁极典型故障(缺陷)发生的原因及解决对策,以便其他抽水蓄能电厂在遇到同样故障时,可将此作为参考和借鉴。
1 抽水蓄能机组转子磁极典型故障(缺陷)原因分析
1.1 转子磁极引线及连接线本体缺陷简述及原因分析
(1)磁极连接线本体裂纹。
1)1999年11月某抽水蓄能电厂1、4号机检修时发现转子部分磁极连接线有裂纹。
原因分析:某抽水蓄能电厂磁极连接线本体裂纹缺陷仅在机组投产初期出现过,其根本原因是磁极连接线原设计采用刚性连接,垂直于磁轭上端面切向连接。采用此种连接方式没有考虑到机组转速过高、启动频繁、正反转的特点[1]。当机组高速转动时磁极连接线弯部出现应力局部集中,无法有效补偿机组运行时振动、温升、电磁力、疲劳、飞逸时的离心力及电气短路等产生的变形,导致磁极连接线本体出现裂纹。
故障处理:2000年上半年,将发电(电动)机转子磁极连接线由硬连接更换成6层1.5mm厚紫铜片做成的“Ω”形软连接后,磁极连接线本体裂纹缺陷至今没有再出现过(见图1~图3)。

图1 刚性连接Fig.1 Rigid connection

图2 “Ω”形软连接Fig.2 “Ω” form soft connection

图3 改造后Fig.3 After transforming
2)2013年某抽水蓄能电厂2号机组检修发现2号磁极引出线有两处裂纹(见图4)。

图4 磁极引出线裂纹Fig.4 A crack in the magnetic pole
原因分析:磁极引出线采用刚性连接,磁极连接线各部件装配时由于修型矫正时工艺不当导致材质受损引起连接线局部机械损伤(从图4中可以看出磁极引线表面有明显的敲击痕迹),运行中由于振动、温升、电磁力产生的变形产生裂纹[2]。
故障处理:将裂纹部分打磨掉,用圆锉刀把裂纹处打磨成弧形,减少裂缝开口处应力集中,用金相砂纸对弧形表面毛刺进一步打磨。建议对其进行更换,以免故障扩大(见图5)。
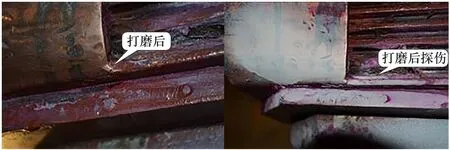
图5 裂纹部分打磨后及探伤图Fig.5 The crack section is sanded and the flaw is damaged
(2)磁极连接线外护绝缘磨损。
1)1996年某抽水蓄能电厂3号机发电运行时因转子磁极引出线破损造成转子接地保护动作跳机。
原因分析:发电机磁极引出线(长端)高速旋转时由于连接线和阻尼环设计间隙偏小造成磨损(见图6)。
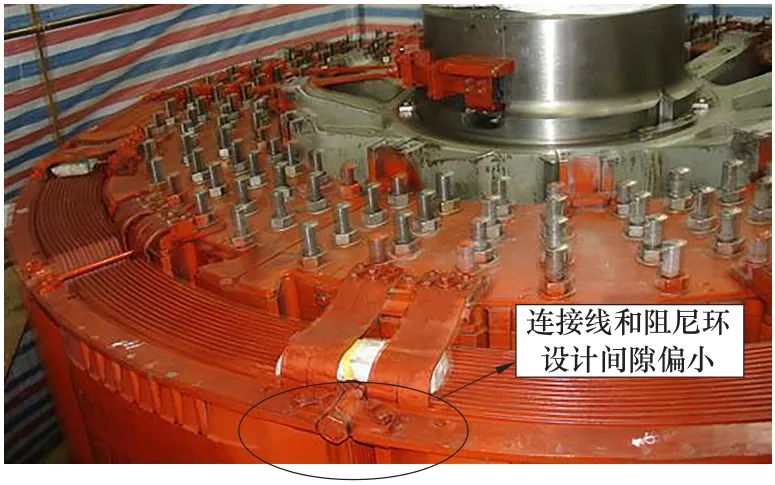
图6 转子磁极连接线和阻尼环Fig.6 Rotor pole connecting line and damping ring
故障处理:对四台发电机磁极连接线重新配孔,将磁极引出线(长端)径向方向内移5mm,增大磁极引线与阻尼环的间隙后,故障消除,处理后至目前未再发生同类故障。
2)某抽水蓄能电厂1、2、3、4、5号机分别因转子磁极连接线外护绝缘破损,造成转子接地保护动作跳机。
原因分析:造成磁极连接线外护绝缘破损的主要原因有两个:①原先磁极连接线的外护绝缘为硅橡胶带,机组运行过程中在磁极键压板边缘附近与压板相互摩擦,很容易造成硅橡胶带破损;②原先磁极连接线采用硬连接,磁极连接线布置较长,磁极连接线悬浮在磁极、磁轭、磁极键压板之间,固定方式设计不合理[3]。机组高速转动时磁极连接线上的应力无处缓冲直接集中到磁极连接线的弯部引起变形,使磁极连接线外护绝缘层与磁极键压板或磁极铁芯相互摩擦,造成磁极连接线外护绝缘破损。
故障处理:2003年下半年和2004年上半年,将发电电动机转子磁极连接线外包绝缘由硅橡胶带更换成云母带(见图7)后,磁极连接线外护绝缘破损出现的次数明显减少,但偶尔也会出现(云母带也不抗摩)[4]。2006年和2007年,通过采取对磁极键压板进行倒角处理、定期检查处理磁极连接线外护绝缘、回装磁极连接线时在底部垫入固定的绝缘结构等手段后,磁极连接线外护绝缘破损缺陷目前没有出现过。

图7 云母带Fig.7 Mica tape
(3)磁极连接线接触不良。
1)2011年2月14日某抽水蓄能电厂2号机发生因磁极连接线烧毁导致扫膛事故。
原因分析:某抽水蓄能电厂磁极连接线采用刚性连接设计由三块铜板组合在一起,有两条螺栓固定组合成一接触平面(见图8)。由于铜板较厚,要保证三块铜板实现可靠的面接触,需在现场安装时使用工具矫正接触面。受现场装配人员技能及设备的限制,造成磁极连接接触面积不满足设计要求。磁极连接处的磁极铜排、连接铜排与双孔螺母的连接孔不同心,导致螺栓在拧紧时未能和螺母把合紧,而是和铜排咬合导致力矩增大到安装力矩值,实际连接并不可靠。机组运行时因温升、离心力的作用,磁极会径向移动[5],而相邻两个磁极的位移不一致,导致磁极连接处受力,引起磁极连接线连接螺栓松动、接触电阻增大,最终导致连接线融化、断裂。
故障处理:某抽水蓄能电厂对连接线熔断磁极进行了更换,对其他磁极连接线连接情况进行了专项检查。目前,已列入检修标准项目。建议应采用三颗螺栓以上才能保证硬连接接触全面。
2)2012年10月21日某抽水蓄能电厂1号机D修后进行BTB泵工况启动试验因磁极引线(负极)铜排熔断造成定子绕组匝间短路保护动作跳机。
原因分析:某抽水蓄能电厂磁极连接线采用刚性连接,磁极连接线各部件装配时由于修型矫正时引起连接线局部机械损伤[6],运行中由于振动、温升、电磁力产生的变形产生裂纹,裂纹部位电阻增大,通流后熔断放电拉弧。
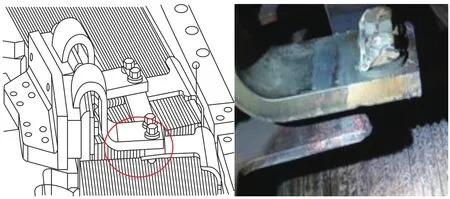
图8 磁极连接线Fig.8 Magnetic pole connecting line
故障处理:对故障磁极进行返厂维修,对其他磁极连接线连接情况进行了专项检查。目前,结合机组检修对其进行探伤检查。建议采用软连接型式的磁极连接线。
(4)磁极(柔性)引出线、连接线断片。
某抽水蓄能电厂3、6号机春检中发现磁极间连接线(软接头铜片)断裂。
原因分析:该机组运行均在30年以上,磁极引出线高速旋转由于振动、温度、电磁力产生的变形,磁极连接线弯头处易疲劳损伤,并将铜片折断。
故障处理:结合机组每次大修对磁极间连接线进行更换[7]。针对该接头通过直流电阻试验进行定期检查。截至2012年该接头无断裂扩大、过热现象。目前该机组已拆除。
(5)磁极引出线支撑固定损坏。
1)2002年7月25日某抽水蓄能电厂3号机定检时发现转子磁极连接线上棱形铜块脱落。
原因分析:磁极连接线棱形支撑块选用材料为铜,铜块在机组运行过程中产生较大的离心力,固定方式不满足计算要求。
故障处理:将磁极连接线棱形支撑块由铜改为绝缘材料;使用工具对绝缘块进行修型后与磁极连接线安装固定好,之后使用环氧树脂进行浸渍绑扎。
2)某抽水蓄能电厂3号机D修期间,发现10号磁极引线支撑块脱落,其余磁极引线支撑块均有松动现象(见图9)。
原因分析:某抽水蓄能电厂磁极引出线支撑块固定方式存在缺陷。磁极引线支撑块与引线固定处存在锐角(如上图标注处),在离心力、热胀冷缩、运行时局部温度高等原因作用下,长时间机组运行振动摩擦将绑带割断,导致绝缘支撑块松动、移动并脱落。

图9 磁极引线支撑块Fig.9 Magnetic pole lead block
故障处理:磁极引线支撑块与引线间加装毛毡,使其固定处存在的锐角钝化,再对其进行绑扎固定。经处理后,截至目前未发生类似问题。
1.2 转子磁极极靴缺陷简述及原因分析
2009年10月16日,某抽水蓄能电厂进行1、2号机组一管双机甩100%负荷调试试验时,发生设备严重损坏事故(见图10)。

图10 磁极线圈翻出及定子线棒受损Fig.10 The pole coil turns out and the stator line is damaged
原因分析:机组甩负荷后,转速急剧上升,产生巨大的离心力,转子线圈向极靴侧挤压,因下列原因导致磁极线圈变形、铜排断裂甩出[8],与定子铁芯和线棒发生接触、摩擦,导致定子单相接地短路→相间接地短路→三相接地短路,最终造成设备损坏。主要原因:
(1)设计考虑裕度不足,支撑磁极离心力的极靴尺寸偏小。
(2)制造厂在磁极制造、装配时误差偏大,磁极线圈套装质量不高。
(3)缺少遏制磁极线圈外凸发展和外翻的制约结构,如围带或挡块。
磁极基本尺寸见图11。

图11 磁极基本尺寸Fig.11 The base size of the magnetic pole
从现场得到的磁极装配图看,磁极线圈与磁靴的接触面过窄,约仅有磁极线圈铜排宽度的一半,搭接宽度过窄,过速中易引起线圈变形过大,使向心磁极线圈失稳,出现翻边甩出的事故。
故障处理:对磁极进行改造,将原磁极极靴尺寸由940mm增加到990mm,磁极线圈伸出部分宽度由49.5mm缩小到32.3mm。磁极阻尼环由端部向中心调整。在相邻磁极之间增设4个挡块。
1.3 转子补偿磁极缺陷简述及原因分析
(1)1997年某抽水蓄能电厂转子补偿磁极螺栓断裂故障。
原因分析:某抽水蓄能电厂转子补偿磁极螺栓选材不当,未选用高强度非磁性镍钢,导致转子补偿磁极螺栓导磁后过热断裂。制造质量有缺陷、施工质量不良,现场质量管理不到位,隐患未能及时发现。
故障处理:转子补偿磁极螺栓更换为非磁性镍钢螺栓;紧固补偿磁极。
(2)1998年某抽水蓄能电厂2号机组转子补偿极断裂故障。
原因分析:经检查发现,转子4 号补偿磁极中部焊接处断裂,与转子绕组相碰,造成转子接地保护动作。分析判断为设计不合理,施工质量不合格造成。自1992年投入运行以来,虽然机组经过检修,但没有对补偿极结构进行检查。
故障处理:用浸渍环氧树脂的玻璃丝带对所有补偿磁极进行绑扎。定期对补偿磁极焊口进行金属探伤试验。
2 抽水蓄能机组转子磁极典型故障(缺陷)对策建议
2.1 转子磁极引线及连接线本体缺陷对策建议
(1)规划设计。
1)建议磁极的整体设计结构应能承受运行时的振动、热变形、飞逸时的离心力及电气短路等所产生的作用力。磁极连接线应采用柔性连接或其他抗疲劳结构,连接线的受力情况要经计算分析安全可靠后方可使用。保证工件的使用寿命和结构的可靠性。
2)建议高转速发电(电动)机磁极连接线新机设计优选磁极引出线(软铜片)径向引出、极间连接线平铺于磁轭上端面,磁极引出线不宜重叠或距离过近。
3)建议极间连接线采用硬铜排,固定结构采用2颗加长大螺栓固定方式并装配绝缘套管。
4)建议磁极连接线、磁极引出线的连接螺孔铜排搭接用连接螺栓宜选用3颗及以上。极间连接线采用铜排、卡槽或螺栓皆可。
(2)采购制造。
1)严格按照设计要求加强设备制造时的技术监督工作,对磁极引线及连接线选用的材质、规格型号、加工工艺进行监督。
2)发电机磁极引线及连接线紧固件应明确预紧力要求,并有可靠的机械防止松脱措施。制造厂应在运行维护手册中明确紧固件的检查内容、标准和使用期限。
(3)安装调试。
1)建议磁极连接线、磁极引出线的连接螺孔选用长孔。
2)发电机磁极引线及连接线紧固件应按照预紧力要求进行装配,现场确认紧固后立即装设可靠的防止松脱装置。
3)对出厂软连接铜材进行“板材检测”。
4)镀银面安装不允许镀银面有任何破坏。
5)现场配钻的孔偏差出现的话,必须更换。特别是对多层软铜片配钻应控制钻机转速。
6)接头绝缘包扎应符合设计要求。接头与接地导体之间应有不小于8mm的安全距离。绝缘卡板卡紧后,两块卡板端头应有1~2mm间隙。
7)按磁极接头装配图对接头连接片以及其固定装置进行全面预装、调整与形位处理,使其连接板与磁极接头搭接面自然贴切、无翘角,接头错位不超过设计宽度的10%。预装检查合格后,按磁极接头的实际连接尺寸和螺孔孔位,在接头连接板上划线,确定其外形尺寸和连接孔位,作为连接板裁切和钻孔的依据,并对应磁极编号。
8)接头接触面连接应紧密,用0.05mm塞尺检查,塞入深度不超过5mm,并注意贯穿螺栓连接的引线两侧均应有锁紧垫,螺栓长度宜露出螺母2~3扣。
(4)运维检修。
1)严格按照制造厂提供的运行维护手册中要求紧固件的检查内容、标准进行现场检查确认。
2)建议将发电机磁极引出线无损探伤列为金属监督项目,B级以上检修实施。
3)建议各单位应明确磁极连接线检修工艺要求及危险点分析预控措施;检修中对磁极引出线做好防护,以避免保护措施不完善引起磁极引出线损伤。
4)结合机组检修应对磁极引出线、极间连接线进行检查有无移位、变形、裂纹等。
5)磁极连线A级检修中应对磁极连接线绝缘进行全面检查。对出现破损或异常部位,应按照相关工艺要求进行处理。抽查两根磁极连接线,剥开磁极连接线绝缘检查焊缝无开裂现象。磁极连接线外观检查,磁极连接线表面清洁,Ω连接无裂痕。磁极连接线接触电阻试验,用微欧仪测量磁极连接线的电阻,试验电流不小于100A,电阻应在规定范围内。
6)定期检查磁极连接线螺栓标记线有无变动与磁极引线与磁极连接线处有无由于过热而变色的现象。
2.2 转子磁极极靴缺陷对策建议
(1)规划设计。
1)水轮发电机各部分结构强度应能承受在额定转速及空载电压等于105%额定电压下,历时3s的三相突然短路试验而不产生有害变形。同时还应能承受在额定容量、额定功率因数和105%额定电压及稳定励磁条件下运行,历时20s的短路故障而无有害变形或损坏。(GB/T 7894《水轮发电基本技术条件》)
2)《国家电网公司水电厂重大反事故措施》(国家电网基建〔2015〕60号)中6.1.1.2规定:额定转速在300r/min及以上的发电机的磁极应采用有成熟经验的结构,宜采用完全向心结构,且线圈的侧向固定采用加围带或在磁极间安装支撑挡块。围带或极间支撑应可靠地固定于磁轭或磁极铁芯。制造厂家应根据以上规定要求进行机组磁极选型、设计和制造,建设单位、设计单位应根据以上规定并依照制造厂家提供的磁极选型、设计、监造进行审核。
3)制造厂家应根据《国家电网公司水电厂重大反事故措施》(国家电网基建〔2015〕60号)中6.1.1.1规定:厂家应提供磁极各部件的刚度、强度有限元计算分析和疲劳寿命报告,分析机组在过速、飞逸等情况下的磁极线圈最大等效应力,并核算设计结构下的线圈变形量。建设单位、设计单位应根据制造厂家提供的各类计算报告对磁极设计进行设计审核。
4)针对抽水蓄能电站机组设备采用的新材料、新技术和新工艺,制造厂家应提交计算分析和验证试验,并提出相应的检验标准和复核依据。运维对新材料、新技术和新工艺的反馈和评价。
5)制造厂家提供磁极运行维护内容、周期及标准。
(2)采购制造。
1)设备完成设计开始制造生产过程中,重点为制造阶段的见证试验,试验结果应满足厂家或标准要求。
2)在设备生产过程中,监造人员应重点监测转子磁极线圈加工尺寸及套装工艺 ,磁极铁芯叠压质量及尺寸要求。
(3)安装调试。
1)磁极线圈在压紧情况下,其压板与铁芯的高度差,应符合设计要求,无规定时不应超过-1~0mm。
2)额定转速在300r/min及以上的转子,对称方向磁极挂装高程差不大于1.5mm。
3)极间撑块应安装正确、支撑紧固并可靠锁定。
4)现场调试过程中,业主应会同相关技术人员对新工艺产品加强现场试验中的观测和检测频次进行技术监督。
(4)运维检修。
1)建议机组利用检修机会对转子进行检查,检查是否存在磁极线圈变形、移位等现象。
2)电站运维检修规程应明确检查项目,如磁极铁芯、线圈、引线绝缘检查,磁极固定键紧固检查,磁极间支撑挡块紧固检查,磁极键、磁极接头、转子风扇检查等。
3)发电机大修后做第一次启动试验,应缓慢升速并监听发电机各部声音,检查轴承润滑、温度、冷却系统工作情况及机组各部振动、摆度情况。
4)机组超过额定转速后,应全面检查转动部件,重点检查磁极挡块、磁极连接线、磁极线圈等异常变化情况。
5)应做好旋转部件联接件防止松脱措施,并定期检查。
2.3 转子补偿磁极缺陷对策建议
(1)规划可研。
1)建议制造单位对设计中有转子补偿极的机组,进行各种工况情况下补偿极焊接处焊接强度的受力模型计算,对转子补偿极焊接强度应有具体设计参数。
2)建议制造单位对转子补偿磁极螺栓选用非磁性高强度螺栓,防止补偿磁极与螺栓间形成电磁环流。
(2)采购制造。
1)设备监造过程中应对转子磁极紧固螺栓进行检查确认、厂家应提供材料检查(质量证明书)。
2)设备制造厂应提供磁极线圈焊缝无损检测报告,监造人员应确认。
3)业主应加强甲方采购的设备和材料的验收工作,业主应对同批次设备与材料进行抽检,对达不到设计规范要求及时退回厂家进行更换。
(3)安装调试。
安装时应审查螺栓材质。
(4)运维检修。
1)建议将转子补偿磁极螺栓更换列入技改项目中,合理安排检修时间将转子补偿磁极螺栓全部更换为非磁性高强度材质的螺栓。
2)建议对采用补偿磁极的机组应将转子补偿磁极螺栓无损探伤检测列入A/B级检修项目中。
3)按照厂家规定的转子补偿磁极螺栓使用期限进行批次更换。
3 结束语
本文以抽水蓄能电厂转子磁极典型故障为例,分别对转子磁极引线及连接线本体缺陷、转子磁极极靴缺陷和转子补偿磁极缺陷进行了实例分析和原因讨论,并提出了可行的对策建议,为以后新建抽水蓄能电厂转子磁极设计和已建成抽水蓄能电厂的转子磁极维护都提供了指导性的意见。
猜你喜欢
大电机技术(2022年4期)2022-08-30
防爆电机(2022年4期)2022-08-17
电工材料(2022年3期)2022-06-22
防爆电机(2021年4期)2021-07-28
物理之友(2020年12期)2020-07-16
装备制造技术(2020年12期)2020-05-22
模具制造(2019年7期)2019-09-25
幼儿教育·父母孩子版(2017年9期)2017-11-15
幼儿教育·父母孩子版(2017年1期)2017-04-05
现代制造技术与装备(2015年4期)2015-12-23
