
热轧U型冷却工艺对冷轧带钢性能均匀性的影响
2018-12-17 09:52供稿胡华东李洪翠雷凯张磊HUHuadongLIHongcuiLEIKaiZHANGLei
金属世界 2018年6期
供稿|胡华东,李洪翠,雷凯,张磊 / HU Hua-dong, LI Hong-cui, LEI Kai, ZHANG Lei
作者单位:山东钢铁集团日照有限公司,山东 日照 276800
内容导读全长性能均匀性是影响钢卷使用性能的重要因素,带钢热轧卷取后晶粒继续长大,卷取温度越高,冷却后最终产品晶粒越粗大;卷取温度越低,冷却后最终产品晶粒越细小。钢卷头、中、尾部位不同的冷却条件导致头、中、尾晶粒度存在差异,表现为钢卷头、尾晶粒细小强度高,钢卷中部晶粒粗大强度低。通过投入热轧U型冷却工艺,可以显著改善钢卷全长性能一致性,降低因头、尾强度波动太大导致的酸轧重焊率高、头尾板形不良等问题,提高冷轧产品生产和使用过程的稳定性。
2017年,我国汽车产量和销量分别为2901.54万辆和2887.89万辆,同比增长3.19%和3.04%;其中乘用车产销2480.67万辆和2471.83万辆;商用车产销420.87万辆和416.06万辆。我国虽然在产量和规模上已成为世界汽车大国,但是在汽车的设计制造、材料技术和使用功能等方面与发达国家相比仍存在着显著差距。我国汽车业的迅速发展面临着设计与制造新一代美观时尚、安全舒适、节能环保的轻量化汽车的技术挑战,尤其是对于汽车占比最大的钢材,对高性能稳定性产品的开发与生产控制提出了更加严格的技术要求。
提高产品的品质稳定性,缩小与世界一流钢厂产品使用性能之间的差距是各大钢厂重点关注的问题,对于提升公司市场形象、建设汽车板和高端家电板生产基地具有重大意义。基于重点品种品质稳定的一贯制制造技术,将解决市场对冷轧低碳钢、超低碳IF钢、高强钢等性能稳定性要求高的难题。通过本项目的开展,可减少与世界一流钢厂产品在性能稳定性上的差距,提高用户对公司产品的信心,同时可为其他企业在过程控制方面提供参考。
热轧等温卷取和U型卷取性能分析
卷取是带钢热轧生产线的最后一道工序,经热轧轧制并卷取后,钢卷的内外圈相对中间部位带钢而言,更容易接触外部,加速了自然冷却。也就是说钢卷的头部或尾部和中部相比,渗碳体变得不易析出,不仅析出的少,而且很细小,造成热卷的头、中、尾的材质不均匀,从而使冷轧退火后钢卷的头尾性能变差且加工性能恶化,直接带来的影响是产品合格率下降和用户产品的报废率上升。实验表明,针对低碳钢而言,带钢卷取后在钢卷存储期间,铁素体晶粒将继续生长,直至冷却到500℃晶粒才停止长大,冷轧不能消除热轧变形时得到的粗大晶粒、过细晶粒及晶粒不均,因此都将在冷轧产品上有所体现,这进一步证实了热轧带钢组织性能的不均匀性将会遗传到冷轧带钢上[1]。针对双相钢而言,热轧后的产品组织特征具有遗传性,在冷轧退火时经历回复、再结晶后得以保留[2]。
冷轧产品通常采用等温卷取的方式,全长在同一个目标温度范围内波动。U型卷取为头尾温度高于中部温度20~70℃,通常规定头尾的温度控制范围和控制长度。U型卷取可以是解决头、中、尾性能差异的问题。采用U型卷取工艺后,由于热轧带钢组织和性能的遗传性,冷轧带钢全长性能一致性得到提高。本文以低碳钢DX51D+Z和高强钢CR420/780DP为例,通过热轧工序等温卷取和U型卷取工艺对冷轧产品显微组织和力学性能的影响,分析说明U型冷却可以显著改善冷轧产品全长性能一致性。
低碳钢性能分析
试验钢DX51D+Z为同一炉钢,具体成分如表1所示。试验钢工业试制工艺流程:高炉铁水→转炉冶炼→吹氩(钢包)→连铸→精整→铸坯下送→板坯加热→粗轧→精轧→层流冷却→卷取→钢卷下送→酸洗+冷连轧→连续退火→热镀锌→光整→(精整)→涂油→包装。

表1 DX51D+Z钢的化学成分(质量分数,%)
试验钢DX51D+Z板坯在加热炉内加热到1240℃出炉,终轧温度低于890℃;采取前段冷却模式冷却,卷取温度设定为≤700℃;低碳钢冷轧压下率一般较高,根据成品厚度不同,冷轧压下率为≥70%;连续退火均热温度≤810℃,光整延伸率≤1.6%,全长工艺稳定,满足标准设定要求。
等温卷取条件下冷轧板的组织性能
图1是等温卷取条件下对应冷轧板的显微组织。从图1可以看出,在等温卷取条件下,头尾晶粒度略高于中部,头尾晶粒细小,中部略微粗大。表2是DX51D+Z钢冷轧产品不同部位的性能指标。从表2可以看出,头、尾屈服强度高于中部屈服强度,尾部高于头部,全长屈服强度波动极值为39 MPa。
U型卷取条件下冷轧板的组织性能
图2是U型卷取条件下对应冷轧板的显微组织,表3是DX51D+Z钢冷轧产品不同部位的性能指标。从图2可以看出,在U型卷取条件下,头、中、尾晶粒度比较均匀。从表3可以看出,屈服强度趋势与等温卷取类似,头、尾屈服强度高于中部屈服强度,尾部高于头部,全长屈服强度波动极值为15 MPa,较等温卷取有显著改善,说明U型卷取可以显著改善低碳钢头、中、尾性能波动,提高全长性能一致性。
高强钢性能分析
试验钢CR420/780DP为同一炉钢,具体成分如表4所示。试验钢工业试制工艺流程:高炉铁水→转炉冶炼→吹氩(钢包)→连铸→精整→铸坯下送→板坯加热→粗轧→精轧→层流冷却→卷取→钢卷下送→酸洗+冷连轧→连续退火→光整→(精整)→涂油→包装。

图1 等温卷取条件下对应冷轧板的显微组织

表2 DX51D+Z钢等温卷取的冷轧产品不同部位的性能指标
试验钢CR420/780DP板坯在加热炉内加热到1260℃出炉,终轧温度低于880℃,采取前段冷却模式冷却,卷取温度设定为≤650℃。低碳钢冷轧压下率一般较低,冷轧压下率根据成品厚度不同变化且≤60%;连续退火均热温度≥800℃,光整延伸率≤0.6%,全长工艺稳定,满足标准设定要求。
等温卷取条件下冷轧板的显微组织和性能
从图3可以看出,在等温卷取条件下,头尾平均晶粒尺寸略低于中部,头尾晶粒细小,中部略微粗大,珠光体比例有一定差异,头尾略大于中部。从表5可以看出头、尾屈服强度高于中部屈服强度,尾部高于头部,全长屈服强度波动极值为70 MPa,抗拉强度波动极值为47 MPa,虽然头尾强度偏高部分较短,但严重影响焊接,且影响最终客户使用。
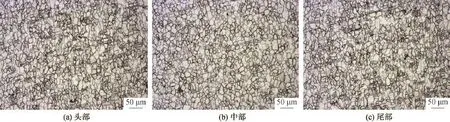
图2 U型卷取条件下对应冷轧板的显微组织
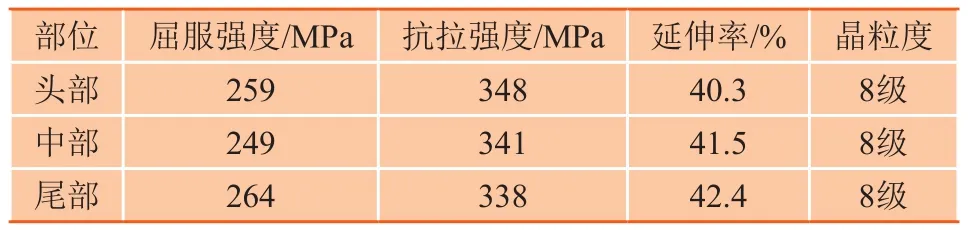
表3 DX51D+Z钢U型卷取的冷轧产品不同部位的性能指标
U型卷取条件下冷轧板的性能
从图4可以看出,在U型卷取条件下,在U型卷
取条件下,头、中、尾平均晶粒尺寸比较均匀,珠光体和铁素体比例较为一致。从表6可以看出,头、尾屈服强度高于中部屈服强度,尾部高于头部,全长屈服强度波动极值为28 MPa,抗拉强度波动极值为22 MPa,较等温卷取有显著改善,说明U型卷取可以显著改善双相钢HC420/780DP低碳钢头、中、尾性能波动,提高全长性能一致性。

表4 HC420/780DP钢的化学成分(质量分数,%)
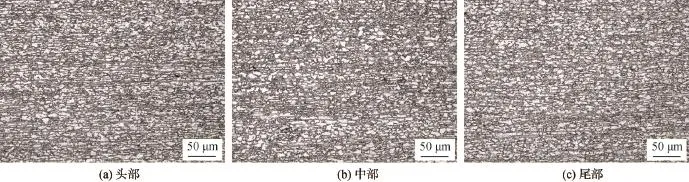
图3 等温卷取条件下对应冷轧板的显微组织

表5 HC420/780DP钢等温卷取的冷轧产品不同部位的性能指标
U型卷取其他优点
双相钢热轧下线后,为保证酸轧轧制稳定性,避免出现轧机轧制力剧烈波动,必须在热轧切头、尾,这降低了成材率,提高了生产成本和物流成本。采用U型冷却可以降低头中尾性能波动,解决了因强度差异过大导致焊机重焊率高的问题,提高了轧制稳定性,改善了成品板形质量。
结束语
(1) 通过投入热轧U型冷却工艺,可以显著改善钢卷全长性能一致性;通过优化U型冷却参数,可以使低碳钢头、中、尾屈服强度波动极值控制在20 MPa以内,双相钢可以控制在30 MPa以内。
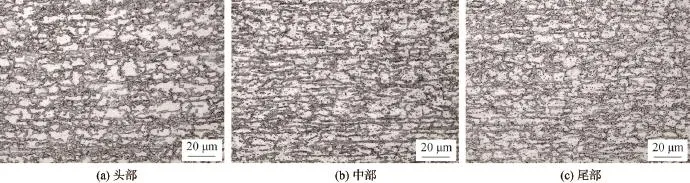
图4 U型卷取条件下对应冷轧板的显微组织

表6 HC420/780DP钢U型卷取的冷轧产品不同部位的性能指标
(2) 热轧U型冷却工艺可以解决双相钢因头、尾强度波动太大导致的酸轧重焊率高、头尾板形不良等问题,提高冷轧产品生产和使用过程的稳定性。
(3) 热轧U型冷却工艺可以推广到超低碳IF钢、烘烤硬化钢等钢种,具备广阔的应用空间。
猜你喜欢
山西冶金(2022年2期)2022-06-04
新疆钢铁(2021年1期)2021-10-14
设备管理与维修(2021年1期)2021-03-05
重型机械(2020年3期)2020-08-24
中国重型装备(2020年2期)2020-04-08
毛纺科技(2020年2期)2020-03-16
作文与考试·初中版(2018年6期)2018-03-03
汽车文摘(2016年6期)2016-12-07
汽车文摘(2015年12期)2015-12-29
制造技术与机床(2015年10期)2015-04-09
