
5A06/2A14铝合金TIG焊接接头力学性能与微观组织
2019-01-22 05:53
电焊机 2018年12期
(上海航天精密机械研究所,上海 201600)
0 前言
铝合金具有质量轻、比强度高、耐腐蚀等优点,在贮运发射箱中得到广泛应用。在众多铝合金材料中,应用最广泛的是防锈铝合金以及用作承力构件的锻造铝合金,一般防锈铝作为连接材料,锻造铝合金则作为承载材料。这两类铝合金在构件中的连接往往通过焊接来实现。防锈铝合金焊接性能优异;锻造铝合金尤其是Al-Cu系铝合金,在熔焊时其强化相在高温条件下易分解,存在热裂倾向高、气孔敏感性高和接头严重软化等问题。目前,锻造铝合金2A14由于其较高的锻造性能和加工性,是良好的受高载荷结构材料,得到了应用和设计的关注。因此,研究锻造铝合金/防锈铝合金焊接接头的性能对于提高整个结构的承载都是十分有利的。
对于锻造铝合金2A14的焊接,国内已有广泛的研究,攻关出两面三层焊接的独特工艺,在运载火箭贮箱、舱段壳体等已成功运用;而对于锻造铝合金2A14/防锈铝合金5A06的熔化焊接试验研究,国内鲜见公开报道。本试验针对锻造铝合金2A14/防锈铝合金5A06钨极氩弧焊接头性能展开研究,研究BJ380A、5A06和2325焊丝对焊接接头力学性能的影响以及接头显微组织和断口形貌。
1 试验方法和设备
选用3 mm厚度5A06铝合金和2A14铝合金。5A06母材焊前状态为退火态,实际测量抗拉强度为353 MPa,2A14母材焊前状态为经过固溶处理+人工时效的稳定状态,实际测量抗拉强度为434MPa,填充焊丝规格φ1.6 mm,母材尺寸分别为200 mm×100 mm×3 mm。母材和焊丝主要化学成分分别如表1和表2所示。
焊前使用刮刀去除焊缝周边20~30 mm范围的氧化膜,再用丙酮擦拭表面。试验采用自动钨极氩弧焊,设备为Motoman hp5机器人及OTC 500P焊接电源,焊接参数如表3所示,单面焊接双面成形。试板采用压板工装进行装配,装配不留间隙。

表1 母材化学成分 %

表2 焊丝化学成分 %
表3 焊接参数
焊后采用ZEISS蔡司光学显微镜观察焊接接头的金相组织;按GB2975-82标准将焊接接头、两种母材分别制成拉伸试样,采用CSS-88500万能拉伸机常温测量焊接接头的力学性能,并通过QUANTA 400扫描电镜观察焊接接头的断口形貌。
2 试验结果和分析
2.1 焊缝宏观形貌和接头质量
采用三种焊丝都能获得满意的焊缝成形,正面焊缝表面非常光亮,背后焊漏均匀一致,氧化膜清理宽度超过正面焊趾1~2 mm。采用三种焊丝获得的焊缝的正、反面成形外观如图1所示。
焊缝接头截面形貌如图2所示。三种接头焊缝与两种母材交接处皆未出现咬边等缺陷,三种焊丝都实现了与两种母材的冶金结合。
2.2 焊缝显微组织
5A06铝合金金相显微组织如图3a所示,主要为原始轧制态纤维状,组织为α(Al)和少量析出强化相。2A14铝合金金相显微组织如图3b所示,母材中第二相(CuAl2或CuMgAl2)作为二次强化相弥散均匀地分布在 α(Al)基体中[1]。
三种焊丝接头焊缝中心区域的显微组织如图4所示,所用焊丝从左至右依次为BJ380A/5A06/2325。由图对比可知,焊缝中心的组织为均匀分布的等轴晶组织,等轴晶广泛分布,基体上分布着强化相。
BJ380A焊缝晶粒尺寸较大,5A06焊缝组织结构较细,2325焊缝中存在局部晶粒尺寸小的区域。这与2325 焊丝中存在 Ti、Cr、Ga 等元素有关,Ti与Al形成TiAl2相[2],成为结晶时的非自发核心,起细化铸造组织和焊缝组织的作用,Cr在铝中可形成(CrMn)Al12等金属间化合物,阻碍再结晶的形核和长大过程,Ga可以在铝中形成GaAl3化合物,也有类似作用。
5A06侧的熔合线区域微观组织如图5所示,从左至右依次为BJ380A、5A06、2325焊丝。由图5a可知,靠近5A06母材一侧的热影响区晶粒无明显长大,且热影响区的平均宽度约为70~80 μm,在熔合区未发现明显的焊缝边缘柱状晶组织。由图5b可知,采用5A06焊丝的5A06母材侧热影响区与熔池界限不明显,铝合金的熔合线轮廓模糊,这是因为焊丝型号为5A06,其成分与5A06铝合金一致,焊缝与母材容易发生互溶[3];热影响区晶粒有长大趋势,焊缝边缘无明显柱状晶组织。由图5c可知,2325焊丝在5A06母材侧形成较为致密的树枝晶区域,基体上弥散分布着大量的强化相。在5A06侧,混合区域和等轴晶组织存在明显的分界层。
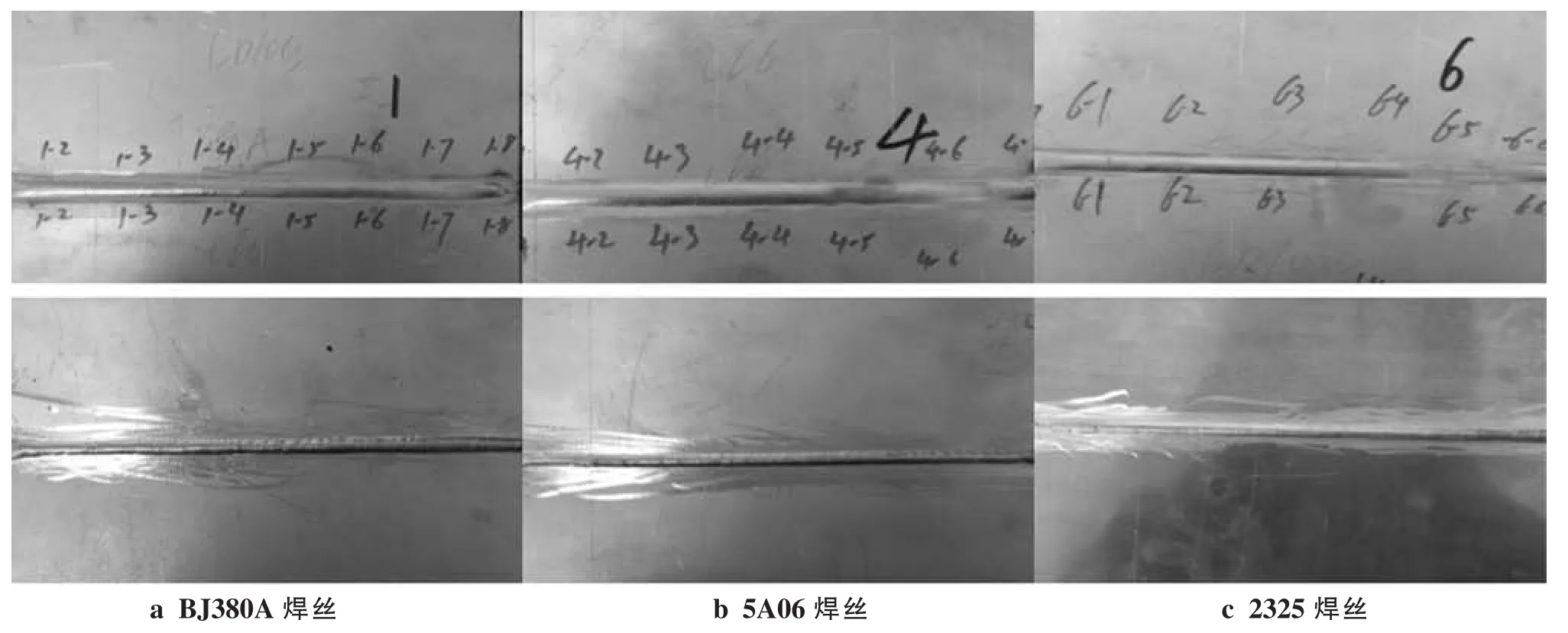
图1 焊接接头外观形貌
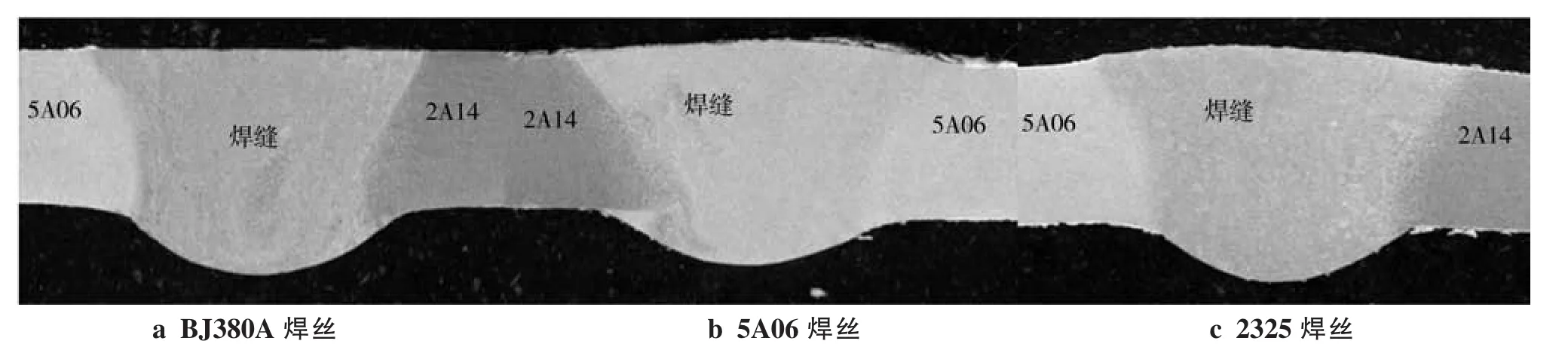
图2 焊接接头宏观形貌

图4 焊缝中心组织

图5 5A06侧的熔合区域微观组织
2A14侧熔合线区域微观组织如图6所示,从左至右依次为BJ380A、5A06、2325焊丝。由图6可知,在母材2A14侧热影响区晶粒粗化明显,接头热影响区宽度相差不大,但都大于5A06侧,约为220μm。这是因为5A06铝合金为非热处理强化铝合金,一般通过加工硬化的方式进行强化,所以对焊接热过程的敏感性低。而2A14为可热处理强化铝合金,对热过程较为敏感,热影响区在温度循环作用下发生固溶强化或者第二相聚集反应,造成了较广的区域范围。混合区域存在较窄的柱状晶组织层,沿母材方向生长。分析原因:一方面受焊接热循环作用,热影响区晶粒将长大;另一方面,垂直于母材方向的晶粒在长大过程中会相互挤压,抑制晶粒垂直于母材方向长大。图6a和6b中热影响区和焊缝都有较为明显的分界,图6c中熔合区存在柱状支晶,原因是焊丝中含有Ti、V等元素,进一步降低了焊缝的过冷度[4]。

图6 2A14侧的熔合区域微观组织
2.3 接头拉伸试验及断口分析
以焊缝为中心,垂直于焊缝方向切割制取标准拉伸试样,每种焊丝所得接头各制取3个试件,接头抗拉强度及断后伸长率如图7及表4所示。由图7可知,焊接接头抗拉强度最小为297 MPa,约为5A06铝合金母材的91%,最大为350MPa,接近5A06铝合金母材的100%,2325焊丝接头抗拉强度的平均值最大,为349 MPa。抗拉强度以使用2325焊丝的接头为最优。
由表4可知,BJ380A焊丝焊接接头延伸率为4.5%~6.5%,5A06焊丝焊接接头延伸率为5.5%~15.5%,2325焊丝焊接接头的延伸率为10%~17%。延伸率以使用2325焊丝的接头最优,其次为5A06,最后为BJ380A。

表4 不同焊丝力学性能对比

图7 接头抗拉强度及延伸率对比
进一步对断口进行扫描电镜分析,如图8所示。图8a断口面由较浅的韧窝和解离面组成,底部较平,拉伸断裂主要为脆韧混合型断裂。主要与焊缝金属中大量的初生Si和共晶Si有关,Al-Mg-Si合金中,初生Si和共晶Si均为脆佳相[5],在拉应为作用下极易沿解理面和相界面断开,贯穿整个晶粒甚至晶界,最终发生断裂,延伸率很低。这与接头的拉伸结果相吻合。图8b、8c为5A06和2325焊丝焊接接头的拉伸断口SEM照片,与图8a不同,其断口主要由韧窝构成,在图b韧窝中部含有第二相质点,第二相质点在断裂过程中起焊缝裂纹核心的作用,该断口为韧性断口。图8c为典型的韧性断口形貌,断口有大量细小的韧窝构成。

图8 接头断口
3 结论
(1)对厚度3 mm的5A06/2A14异种铝合金采用BJ380A、5A06、2325焊丝TIG对接焊,均可以获得外观质量良好的焊接接头。
(2)分析焊接接头显微组织分析发现,3种焊丝焊缝均为等轴晶组织,焊缝组织细小均匀。2325焊丝的Ti、Cr、Ga等元素有利于减小晶粒尺寸。5A06母材一侧热影响区的平均宽度约为70~80 μm,晶粒长大现象并不明显。而2A14母材一侧热影响区的平均宽度约为220 μm,热影响区晶粒粗化明显。
(3)拉伸试验发现,BJ380A焊丝所获焊接接头的抗拉强度平均值为315 MPa,延伸率平均值为5.5%;5A06焊丝焊接接头抗拉强度平均值为333 MPa,延伸率平均值为10.3%;2325焊丝焊接接头抗拉强度平均值为349MPa,延伸率平均值为14.2%。力学性能的优异性为:焊丝2325最优,焊丝5A06次之,最后是BJ380A。BJ380A焊丝的接头断裂类型为拉伸断裂,主要为脆韧混合型断裂,5A06和2325焊丝的接头断口形貌为韧性断裂。
猜你喜欢
中国金属通报(2021年18期)2021-12-27
湖北农机化(2021年7期)2021-12-07
山西冶金(2019年3期)2019-09-21
金属加工(热加工)(2018年2期)2018-03-22
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
山东冶金(2015年5期)2015-12-10
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
电气传动(2015年10期)2015-07-11
