山楂酒发酵残渣利用工艺的研究
2019-02-25 02:08厉盈颖张俊杰
酿酒科技 2019年1期
厉盈颖,陈 鑫,张俊杰
(淮海工学院海洋生命与水产学院,江苏连云港222000)
山楂是我国常见的药食两用水果,具有促消化、降血脂等多种保健功能[1]。随着人们消费水平的提高,山楂酒、山楂糕、山楂果酱等制品层出不穷,促进了山楂制品行业的不断发展。在山楂制品加工过程中会产生大量果渣等,这些废渣大部分都被丢弃,容易造成环境污染。
山楂被称为“果胶之王”,其果胶含量高达6.4%[2-3],山楂酒废渣中也会有大量果胶残留。果胶可广泛运用于生产果酱、果冻等产品。目前国内果胶的生产主要从苹果渣、柑橘皮中提取[4-5],对于山楂制品废渣中果胶的提取工艺研究较少。实验对山楂酒废渣中的果胶物质提取工艺进行了研究,对工业上的废渣利用具有重要意义。
1 材料与方法
1.1 材料、试剂
山楂酒发酵残渣:连云港市凯威酒业有限公司提供。
盐酸、95%乙醇溶液:南京化学试剂有限公司。
活性炭:郑州永坤环保科技有限公司。
白砂糖:上海好汁味糖业有限公司。
1.2 仪器与设备
HW-YS电热恒温水浴锅:上海精宏实验设备有限公司。
D-37520冷冻离心机:赛默飞世尔科技(中国)有限公司。
BP221S电子天平:北京赛多利斯仪器系统有限公司。
DHG-9240A电热鼓风干燥箱:上海一恒科学仪器有限公司。
NDJ-7旋转式黏度计:上海天平仪器厂。
1.3 试验方法
1.3.1 果胶提取工艺流程
山楂酒发酵残渣→水洗处理→酸水解→过滤→脱色处理→过滤→乙醇沉淀→取出湿果胶→干燥至恒重→成品干果胶
1.3.2 水解温度的确定
取等质量山楂酒发酵残渣6份,按1∶3(g/mL)的料液比加入0.01 mol/L HCl溶液,调节pH值至2.0~2.5,分别在50℃、60℃、70℃、80℃、90℃、120℃下水解50 min,确定最佳提取温度。
1.3.3 活性炭用量的确定
山楂酒发酵残渣经酸水解后得到果胶液,量取等量果胶液3份,分别加入0.5%、1%、1.5%活性炭进行脱色,确定活性炭的最佳添加量。
1.3.4 脱色温度的确定
量取等量果胶液4份,分别在25℃、40℃、50℃、60℃条件下进行脱色加热,确定活性炭脱色的最佳温度。
1.3.5 脱色时间的确定
量取等量果胶液2份,分别脱色处理20 min、40 min,确定活性炭脱色的最佳时间。
1.3.6 乙醇用量的确定
量取等量果胶脱色液3份,分别加入0.5倍、1.5倍、2倍体积的乙醇溶液进行沉淀,确定乙醇沉降果胶的最佳用量。
1.3.7 果胶成品性质测定
将成品干果胶在不同条件下溶解后,置于旋转式黏度计中进行黏度测定,并将3种果胶溶液进行搅打,观察其凝胶状况。
水溶果胶液:称取0.25 g干果胶成品,加入25 mL蒸馏水,加热溶解。
酸溶果胶液:称取0.15 g干果胶成品,加入15 mL HCl溶液,加热溶解。
加糖果胶液:按70%的浓度添加白砂糖于1%果胶水溶液中。
1.4 计算公式
果胶提取率按如下公式计算:

2 结果与讨论
2.1 果胶提取率计算
采用直接干燥法,将样品烘干至恒重,测得山楂酒发酵残渣水分含量为89.03%,因此得出果胶提取率公式为:

2.2 水解温度的确定
果胶通常以原果胶、果胶和果胶酸这3种形式存在于植物的果实、根茎等部位中[6],不溶于乙醇等有机溶剂,其中天然果胶中的不溶性原果胶物质,会在酸的作用下转化为水溶性果胶[7]。新鲜山楂果中含有大量的果胶物质,山楂酒酿制后会有大量残渣,因此需要通过酸水解,将山楂酒发酵残渣中的不溶性原果胶转化成可溶性果胶,再进行提取。
取等量山楂酒发酵残渣,按1∶3(g/mL)的料液比加入0.01 mol/L HCl溶液,调节pH值至2.0~2.5,分别在50℃、60℃、70℃、80℃、90℃、120℃下进行水解,确定最佳提取温度。结果见图1。
由图1可看出,随着温度升高,果胶提取率增大,在90℃时提取率最高,但温度继续升高,果胶提取率显著降低。由于果胶耐热性差,温度过高会使果胶裂解为多糖分子,果胶结构被破坏,凝胶程度降低,乙醇无法将果胶沉降,导致果胶提取率降低[5]。因此确定酸水解的温度为90℃。

图1 不同酸水解温度的果胶提取率
2.3 活性炭用量的确定
由于山楂中花色苷类色素含量丰富,所提取的果胶成品中也会有色素残留[8],导致干果胶成品颜色偏红,因此需要通过脱色来优化果胶成品品质。
等量果胶水解液中分别加入0.5%、1%、1.5%活性炭进行脱色,确定活性炭的最佳添加量。结果见图2、图3。
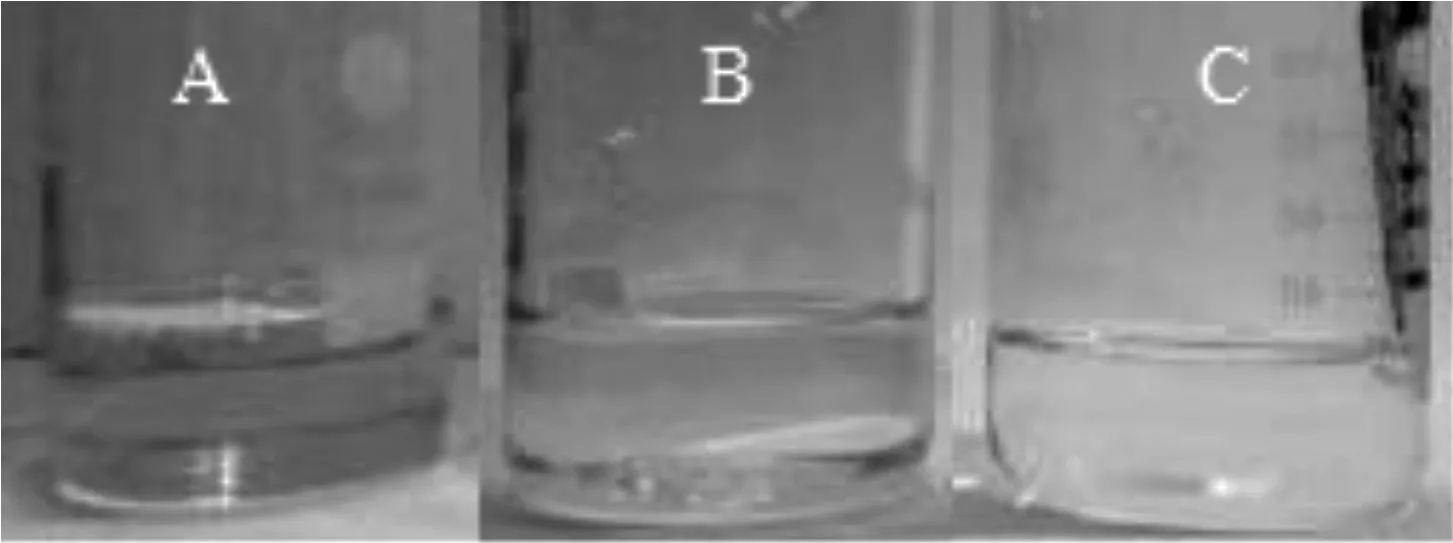
图2 不同活性炭添加量下脱色后的果胶液

图3 不同活性炭添加量的果胶提取率
由图2可知,1.5%活性炭添加量所得果胶脱色液效果最好,颜色几乎透明。此外,考虑活性炭吸附作用较强,而果胶液黏度较大,在脱色时可能会有部分果胶被吸附,影响果胶提取率[9],因此将不同活性炭添加量所得脱色后的果胶液进行醇沉,进而得到果胶成品,来比较不同活性炭添加量对提取率的影响。图3结果显示,3种不同添加量的果胶提取率偏差不大,说明活性炭添加量对果胶提取影响很小。为了得到较好品质的果胶成品,确定了1.5%活性炭添加量为果胶脱色最佳添加量。
2.4 活性炭脱色时间的确定
将等量果胶液在40℃下分别脱色处理20 min、40 min,确定脱色最佳时间。结果见图4。

图4 不同时间脱色处理所得果胶沉淀
由图4可知,40℃下脱色处理20 min后的果胶液在加入乙醇后,有明显的白色沉淀,而脱色处理40 min后的果胶液在加入乙醇溶液后,没有产生明显的白色沉淀。由于果胶自身絮凝作用较强,加上活性炭有很强的吸附作用,不仅会吸附果胶液中的色素,也会对果胶物质产生吸附作用[10]。如果活性炭脱色时间过长,会使部分果胶吸附在活性炭中而使果胶造成损失,而脱色时间过短,会使色素吸附不完全,获得的果胶成品质量较差。因此,选择以20 min作为活性炭脱色时间为最佳。
2.5 活性炭脱色温度的确定
等量果胶水解液在不同温度下进行脱色处理,确定活性炭脱色的最佳温度。结果见图5。
由图5可知,在不同温度下进行活性炭脱色,所得果胶脱色液颜色几乎没有差别,说明脱色温度对果胶脱色效果影响不大。考虑温度越高,能耗越大,为了节约能源,确定25℃为活性炭脱色的最佳温度。
2.6 乙醇用量的确定
目前工业上普遍采用传统的酸提取法来提取果胶,利用果胶不溶于乙醇及其他有机溶剂的原理来使果胶物质沉淀,工艺上通常采用2倍体积乙醇溶液沉淀果胶[7],乙醇消耗量大,会使工业成本偏高。

图5不同脱色温度下的果胶液
将等量果胶液分别在不同体积倍数的乙醇溶液中沉淀,确定乙醇的最佳用量。结果见图6。

图6 不同乙醇用量下果胶提取率
由图6可知,不同乙醇用量下所得果胶提取率差异较小,说明乙醇用量对果胶提取率影响不显著。考虑工业上乙醇使用过多会加大成本,故选择0.5倍体积乙醇沉淀果胶为最佳用量。
2.7 果胶成品性质测定(图7、图8)
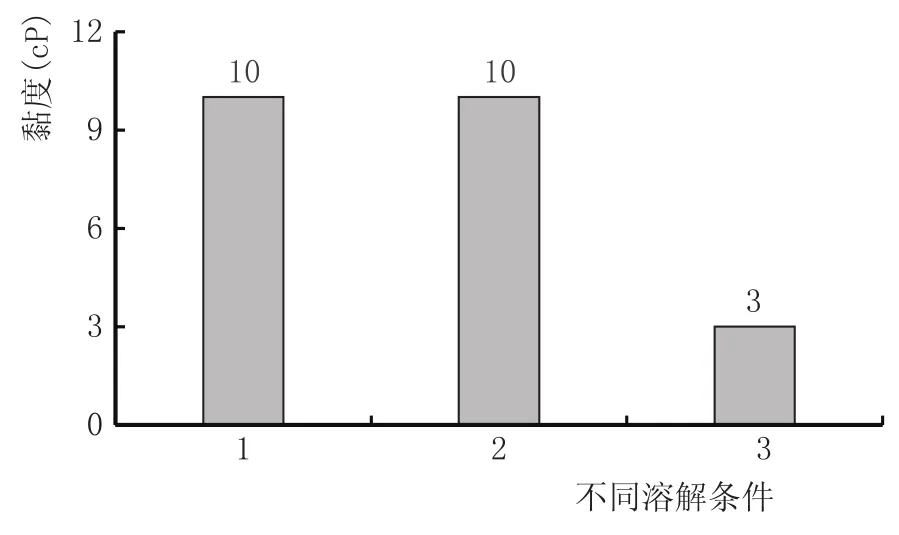
图7 不同溶解条件下果胶液黏度
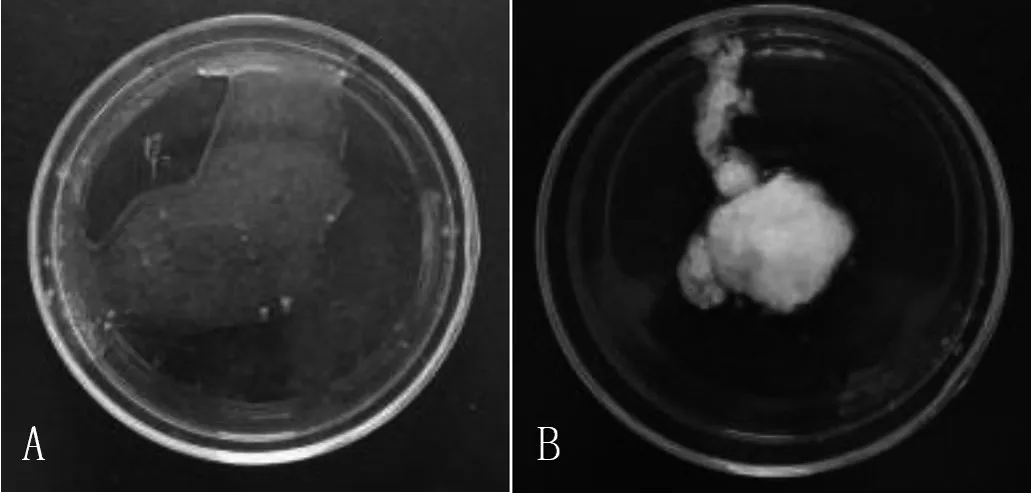
图8 不同果胶溶解液搅打后所得样品
由图7、图8可知,果胶在酸性和加糖的条件下溶解黏度远高于水溶性果胶,且水溶果胶液搅打后依旧呈溶液状态,酸溶果胶液搅打后形成了明显的凝胶物质,糖溶果胶液经过搅打后也形成了少量的凝胶物质。经查阅资料,果胶的黏度受果胶来源、聚合度、pH值等因素的影响[11]。果胶的溶解性也受温度、果胶酯化度、pH值等因素的影响[12-13]。根据酯化度的大小可将果胶分为高甲氧基果胶与低甲氧基果胶[14],两种果胶在性质上有很大的区别。高甲氧基果胶在高糖或酸性条件下才会发生凝胶作用,低酯果胶则不受此条件影响[15]。实验中所得果胶成品可能为高甲氧基果胶,所以在酸性及高糖条件下,果胶溶液黏度远高于水溶果胶液,并且酸溶果胶液能在一定剪切力下形成明显的凝胶,糖溶果胶液经过合适的糖酸配比也能形成凝胶物质。
3 结论
通过对山楂酒发酵残渣果胶提取工艺的初步探究,得到了山楂酒发酵残渣提取果胶的工艺条件为酸水解温度90℃,1.5%活性炭添加量,活性炭脱色温度25℃,脱色时间20 min,乙醇加量2∶1(果胶液∶乙醇)。所得的果胶成品在酸溶和加糖的条件下具有较高的黏度,并在一定条件下可形成凝胶物质。
从山楂酒发酵残渣中提取果胶,可作为食品添加剂运用于食品工业,起到胶凝、增稠、乳化作用等[16-18]。
猜你喜欢
农产品加工(2022年9期)2022-06-17
中国油脂(2022年1期)2022-02-12
中国饲料(2021年21期)2021-12-05
昆钢科技(2021年3期)2021-08-23
粮食与食品工业(2021年4期)2021-08-19
煤质技术(2021年3期)2021-07-07
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
农产品加工(2020年17期)2020-12-20
广东农业科学(2020年9期)2020-11-10
安徽化工(2020年5期)2020-10-16