铝合金铸轧卷腐蚀产生的原因及其控制措施
2019-03-04 02:27张能发梁鲁清田振宏
有色冶金节能 2019年1期
张能发 梁鲁清 田振宏
(青海桥头铝电股份有限公司,青海 西宁 810100)
0 前言
青海某铝电公司位于青藏高原地区,多年来一直用电解铝液生产铝及铝合金铸轧卷。其产品主要为1、3、8系铝合金铸轧卷,大部分销往国内南方地区,产品质量深受用户好评。然而,由于南北气候差异较大,近年来生产的铸轧卷发往下游用户使用时出现较多的板面腐蚀缺陷。铸轧卷表面腐蚀影响冷轧产品的成型性能,因此,用户不再使用,按报废处理,并要求赔偿,给企业造成较大的经济损失,同时也影响到公司的形象。经统计,2016年铸轧卷腐蚀产生的质量异议943 t,占总质量异议的81%,直接经济损失144万元;2017年铸轧卷腐蚀产生的质量异议1 126 t,占总质量异议的79.8%,直接经济损失172万元。为减少经济损失,有效地控制铸轧卷腐蚀质量异议量,重点对铸轧卷的生产、冷却、包装、运输等影响环节进行分析,并采取相应的控制措施,取得了明显的成效。
1 铝铸轧卷腐蚀产生机理
金属腐蚀是金属与周围介质发生化学或电化反应而引起的金属表面破坏或变质的现象。铝是一种比较活泼的金属,在潮湿的空气里,铝合金铸轧卷表面以及端面层与层之间缝隙渗入和吸附一层薄薄的水膜,这层水膜里含有少量的氢离子与氢氧根离子,还溶解了氧气,形成电解质溶液。在电解质溶液的作用下,铝和微量的碳发生电化学反应。当水膜厚度小于1 μm时,腐蚀速度最快、腐蚀程度最大,其机理为大气中的氧气发生阴极还原反应式(1),铝表面则发生阳极反应式(2):
O2+2H2O+4e→4[0H]-
(1)
Al-3e→Al3+
(2)
当铝铸轧卷表面和缝隙内氧气耗尽时,氧的还原反应终止,而金属铝仍继续溶解,腐蚀进一步加深,当铝基体钝化后,腐蚀才逐步减弱[1]。
1.1 铸轧卷常温下的腐蚀
铝铸轧卷在常温下的腐蚀是一个电化学反应腐蚀过程,主要是金属铝与大气中的氧和水的常规反应。正常冷却后的铸轧卷在常温下由于南北地域不同,所产生的腐蚀程度也不一样。南方湿度大、氧气足,相对北方对铝卷的腐蚀就大些。
1.2 铸轧卷非常温下的腐蚀
非常温下的铝铸轧卷腐蚀通常是指生产出的高温铸轧卷在南北不同地域因环境(主要是大气温度、相对湿度)引起的“发汗”腐蚀现象,即温差产生的冷凝水对铝金属的腐蚀。冷凝水的产生原因与铸轧卷表面温度、大气温度和相对湿度等因素相关,冷凝现象是由露点来决定的。露点是指空气中的水蒸汽在某一特定温度及相对湿度条件下析出水蒸汽并凝结成水珠的温度,它随着温度和相对湿度的变化而变化。当温度降至露点以下时,空气中的水蒸汽就会析出,因此,铸轧卷的温度若低于露点,与其接触的空气冷却产生冷凝,冷凝水通过表面渗入卷层,形成氧化腐蚀[2]。
2 铝铸轧卷腐蚀产生的影响因素
2.1 热喷涂方式对铸轧卷腐蚀的影响
在铸轧生产过程中,为了防止高温金属铝与辊面粘连而影响铸轧卷表面质量,常常使用乙炔与天然气按一定比例混合进行燃烧,将燃烧产生的烟黑喷涂于铸轧辊表面,在其表面上产生一定厚度的碳黑,从而起到润滑防粘作用。高明华[1]的研究表明,铸轧卷表面腐蚀(图1)出现在有碳黑沉积的地方,且碳黑沉积越多的部位腐蚀现象越严重,这是由于沉积在板坯上的碳黑具有毛细管凝聚作用,在该处容易结露,而且易导致氧的浓差电池腐蚀,同时由于碳黑是活性物质,它溶入水膜或湿气膜中,能提高液膜的电导率,所以加速腐蚀。在实际铸轧生产中,铸轧机两辊上下同步异向旋转,热喷涂左右往复运行,如果喷涂运行速度调节不当,特别是在喷涂器往复运行至铸轧板两端边部时会有暂时停滞,造成铸轧板两侧喷涂过量沉积较厚,导致大多数腐蚀出现在铸轧板卷的两侧,如图2所示。
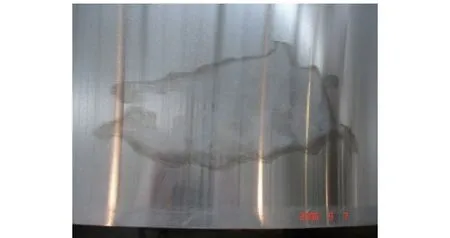
图1 铸轧卷的表面腐蚀

图2 铸轧板两侧表面腐蚀
2.2 冷却时间对铸轧卷腐蚀的影响
铸轧生产公司往往每批次有200~300 t的铸轧卷合同任务,在同一条生产线上生产,批量完成后全部发运至用户,用户反馈有部分铸轧卷拆开包装有冷凝水,铸轧卷出现腐蚀,经统计分析,产生腐蚀的铸轧卷均为最后生产的。每批次生产需要10~12天完成,前面生产的铸轧卷有7~8天时间冷却,冷却时间长;而最后生产的铸轧卷只有2~3天时间冷却,冷却时间短,卷芯部温度高。铸轧卷从生产线上卸下,吊放在成品托架上,表面温度在120 ℃左右,冷却时向大气散热,有些铸轧卷放置在窗门周围通风良好,散热快冷却温度平衡;卷重体积大,刚卸热卷内部储热温度高,与周围环境(特别在冬季)形成较大的温差,卷芯、表面温度冷却与周围气氛不能达到平衡。当铸轧卷芯温度太高时进行包装,残留的热空气留在包装卷内发生冷凝,就会在铸轧卷面产生大量的冷凝水,从而形成水腐蚀斑。
从以上分析看出,铸轧卷冷却时间是否满足包装的条件十分重要,也是影响铸轧卷产生腐蚀缺陷的因素之一。而影响铸轧卷冷却时间的因素与季节、气候条件、铸轧卷重量、规格大小及冷却方式等方面有关。因此,要在有限的时间内使铸轧卷满足包装条件,防止卷内出现冷凝水产生腐蚀缺陷,需要充分考虑影响铸轧卷冷却的因素。
2.3 包装方式对铸轧卷腐蚀的影响
公司以往采用裸卷和精装两种包装方式,裸卷用于本地区短途运输,如图3所示;精包装则用于长途运输发货,如图4所示。裸卷由于运输距离短,以汽车运输为主,为控制包装成本,铸轧卷未进行包装,若遇雨天,可用篷布对铸轧卷进行覆盖,使其免于雨淋,因此铸轧卷未出现腐蚀。而对铸轧卷进行精包装时,在铸轧卷卷内放置6袋干燥剂,套一层彩条布,放置在包装机上带张力缠绕3层塑料薄膜。由于精包装时铸轧卷为全密封,青藏高原环境温度低,凉卷精装时不会出现冷凝水;而南方温度高,采用精包装时,卷里、外不通气,温差不平衡,打开包装卷内存有大量凝结水,干燥剂已被水泡,故出现批量性腐蚀卷。
综上所述,铸轧卷包装方式单一,方法简单,使用包装机缠绕塑料全密封精装不能避免或减少出现腐蚀,而且包装成本高,包装效率低,运输过程中塑料薄膜破损,容易导致雨水渗入,产生水腐蚀,也是影响铸轧卷腐蚀量增加的原因之一。因此,应根据包装成本、运输距离及气候条件选择合适的包装方式。

图3 裸卷

图4 精包装铸轧卷
2.4 运输方式对铸轧卷腐蚀的影响
从铸轧卷生产单位到冷轧用户单位,需要交通工具进行运输。运输方式较多,但普遍以汽车运输和火车运输两种方式为主。短途采用汽运方式,长途采用火车(皮、集装箱)装运,为控制运输成本,公司多以火车运输。短途汽运具有“短、平、快”特点,运输时间短,能直接到用户厂里,运输过程中避免交通事故,使用篷布覆盖牢固,能杜绝天气变化不利因素导致卷里渗水、冷却不当的腐蚀。但是,长途汽运路途遥远,路途颠簸会使铸轧卷层与层之间有松动,有摩擦,有空隙易产生板面缺陷甚至出现腐蚀。火车运输相对成本低,但是要求货物包装、装配严格,不能直接进厂,需要多次配货吊运,不利于卷包装的密封牢固,容易破损渗水,途经地域多存在不确定的气候条件变化。外包装在运输途中出现破损,极易使铸轧卷产生腐蚀。用集装箱发运铸轧卷包装方式,虽然能解决集装箱运输过程中的雨淋产生的腐蚀,但卷表面有塑料纸不透气,在运输至南方地区时由于地域环境温差使产生的冷凝水汽无法及时挥发,造成铸轧卷腐蚀较严重。因此,选择合适的运输方式对控制铸轧卷腐蚀很有必要。
3 控制铸轧卷产生表面腐蚀缺陷的措施
3.1 改进铸轧卷热喷涂方式
为了克服用乙炔和天然气燃烧产生的碳黑较多且易在辊面聚集的问题,将燃烧介质改为液化气和天然气进行燃烧热喷涂,同时对热喷枪头进行了改进,并对喷枪运行速度进行了适当调整,使辊面碳黑均匀,从而有效减少了辊面碳黑的附着,在确保不发生粘板的情况下,提高了板面的亮洁度。
3.2 控制铸轧卷冷却温度和时间
1)在铸轧机偏导辊处加装1台鼓风机,用于吹扫铸轧板面上的异物和进行二次风冷,不仅可以有效防止异物卷入铸轧卷中,同时可加快铸轧卷冷却。
2)西宁地区气温比南方低10~15 ℃,在铸轧卷的温度不破坏包装材料且便于包装时,比环境温度高10 ℃包装,严禁热卷包装。铸轧卷冷却、存放不得超过20天,否则存在腐蚀风险。不同的季度和卷重,冷却时间也不同。不同情况下的铸轧卷冷却时间见表1。
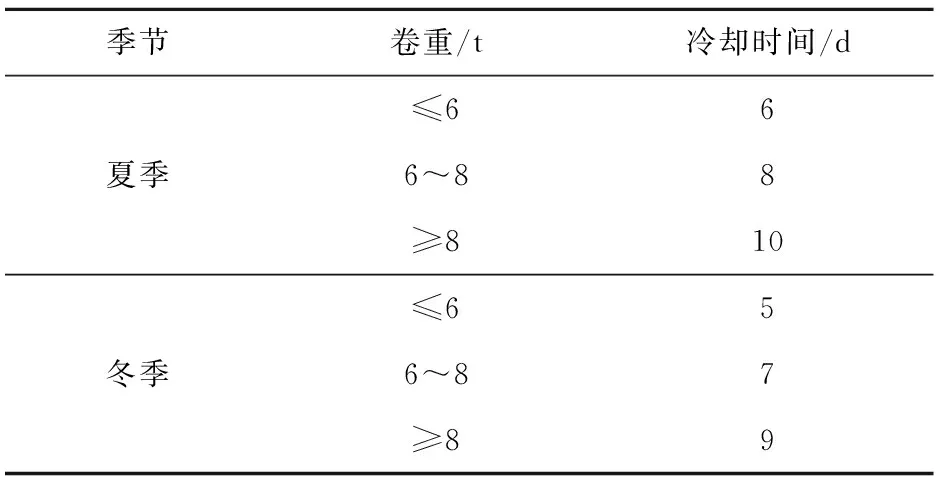
表1 不同情况下的铸轧卷冷却时间
3)保持铸轧卷存放区温度恒定,分散放置,避免铸轧卷堆积,必要时,对存放区死角使用轴流风机强制对流。
3.3 优化铸轧卷包装方式
1)由于短途汽运采用裸卷方式未出现腐蚀卷,继续延用并增加发运量。
2)改进精包装方式,由原来彩条布加塑料薄膜缠绕全密封,改为牛皮纸加彩条布加厚普通塑料半密封,铸轧卷中部敞开,留有预留口,充分利用铸轧卷中心部位,使卷内与外界空气保持畅通,避免卷里外温差过大而产生冷凝水附着在卷上,如图5和图6所示。
3)包装用的塑料布由降解环保型改为普通塑料,增加塑料的强度,提高耐磨性。
4)加强铸轧卷内防潮,增加干燥剂的数量,由原来的6袋/卷改为8袋/卷。

图5 精装第二层包装

图6 半密封包装
3.4 优化运输过程
原运输方式不变,通过优化汽车运输和火车运输时铸轧卷的包装材料和方式,减少或避免运输过程中的包装破损进水以及包装密封过严而出现的冷凝水导致腐蚀。针对长途汽运颠簸,可在铸轧卷木托架与卷面接触的部位加装5 mm厚的黑胶皮,有效减缓运输途中铸轧卷层与层之间的松动和摩擦对铸轧卷腐蚀现象的影响。
3.5 其他方面
1)与用户协商,铸轧卷到厂3天内完成铸轧卷开坯。
2)对物流公司进行约束,货物转运每个环节要求检查铸轧卷包装是否完好,有无水迹,包装破坏、防水不到位产生腐蚀卷要求赔偿。
4 结束语
通过改进生产热喷涂介质、规范冷却温度、优化包装方式等措施,铝铸轧卷腐蚀量得到了有效的控制,较往年下降51%。但是,由于铝铸轧卷腐蚀成因与生产、包装、贮存、运输有关,涉及多家单位,目前尚没有更好的办法完全杜绝铸轧卷腐蚀的产生。因此,只有在不断地改良包装方式、精准冷却时间、缩短运输距离和改进铝加工工序等方面进行技术攻关,才能更有效地保护好铝铸轧卷不再腐蚀。
猜你喜欢
建材发展导向(2020年1期)2020-11-26
天津冶金(2020年4期)2020-08-18
燃烧科学与技术(2020年1期)2020-01-15
建材发展导向(2019年10期)2019-08-24
重庆理工大学学报(自然科学)(2019年1期)2019-02-22
小型内燃机与车辆技术(2018年5期)2018-10-30
专用汽车(2016年4期)2016-03-01
专用汽车(2016年1期)2016-03-01
应用能源技术(2015年3期)2015-06-09
汽车维护与修理(2015年7期)2015-02-28