
防飞溅剂性能及其对焊接质量影响的评价方法
2019-03-27 10:28何广忠闫占奇王春生谢元立李万君
城市轨道交通研究 2019年2期
李 凯 何广忠 闫占奇 王春生 谢元立 李万君
(中车长春轨道客车股份有限公司工程技术中心,130062,长春//第一作者,高级工程师)
列车转向架构架是低碳钢焊接结构,在焊接工序中常常产生飞溅粘连在部件表面,进入后道工序前需要将这些飞溅用机械方式进行清除[1]。近年来,生产企业尝试从焊接材料[2]、焊接设备控制算法[3]、优化焊接工艺[4]等方面改善焊接过程产生的飞溅量,但这些改善方法投入大且通用性不强。
焊接防飞溅剂的采用能够极大地改善飞溅粘连的情况[5-6]。其方法是通过在焊接飞溅可达区域喷涂薄层,使工件的表面能显著的降低,从而避免焊接过程中的飞溅粘附或降低粘附力,降低工人清理飞溅的工作强度、提高生产效率。焊接防飞溅剂已经成为焊接生产领域常用的辅助材料,但现阶段暂无统一的成分要求及相关质量标准,而且在焊接过程中防飞溅剂会受到热作用产生挥发。为了评价其对焊接质量是否产生影响,往往通过焊接试验来确认防飞溅剂的性能。本文提出了一套焊接防飞溅剂性能及影响评价试验方法,并对某品牌的防飞溅剂进行了试验验证。
1 试验方案与方法
为了综合评估防飞溅剂性能及其对焊接质量的影响,试验需要制备试验试板并进行飞溅数量统计,随后进行无损检测及破坏性检测。试验试板采用高铁转向架常用钢材S355,试板尺寸为300 mm×150 mm×10 mm,根部无钝边60° V型坡口。
采用相同的焊接参数完成两对试板施焊试验。焊接沿试板长度方向进行,平焊位置,起弧与收弧点均距试板边缘10 mm,即焊缝总长为280 mm。将试板按焊接方向划分为两部分,前半部分保留原有表面不变,后半部分喷涂防飞溅剂(坡口不喷涂),并标记出分界线,如图1所示。
为了减少人为因素的干扰,焊接方法选择自动活性气体保护焊(MAG),其工艺参数如表1所示。焊接系统由Fanuc机器人,福尼斯TPS5000焊接电源组成,试验设备如图2所示。
为验证防飞溅剂性能,焊接完成后将试板置于水平面内,用擦拭纸沿焊接方向擦拭若干次,用以去掉试板表面未黏连的飞溅。定义防飞溅性能评价系数k按式(1)计算:
(1)
分别统计两对试板上的飞溅系数并取平均值,k平均值小于0.5时认为防飞溅剂性能合格。
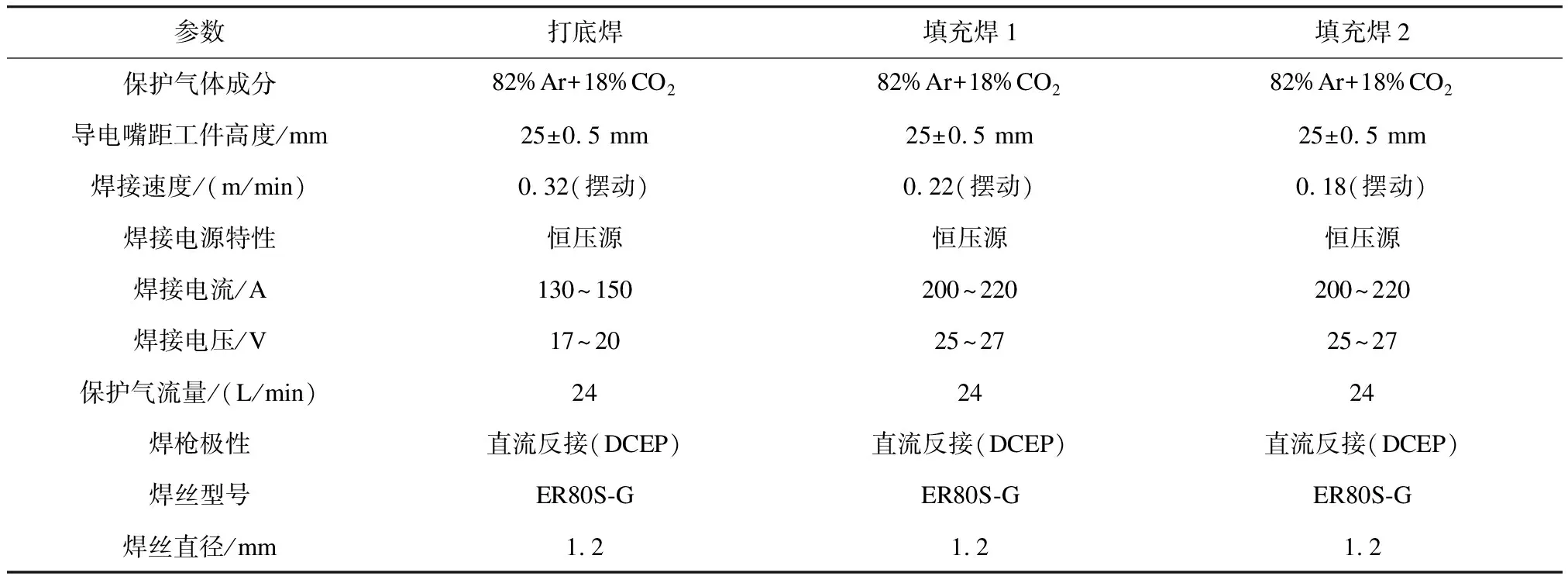
表1 防飞溅剂性能试验焊接工艺参数
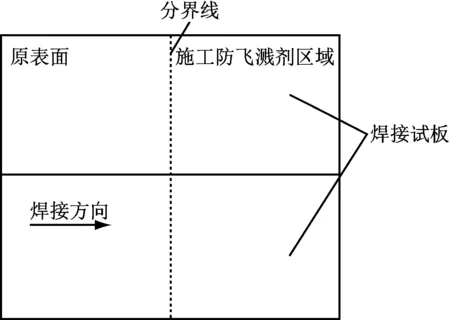
图1 防飞溅剂性能试验方案示意图

图2 防飞溅剂性能试验设备实景
为验证防飞溅剂对焊接质量的影响,采用EN 15614-1标准第7部分“试验和检验”中的规定进行验证。其中:外观检查按EN 970标准执行;X射线探伤按EN 1435标准执行;低倍金相按EN 1321标准执行;硬度试验按ISO 9015/EN 1043-1标准执行;横向拉伸试验按ISO 4136/EN 895标准执行;横向弯曲试验按ISO 5173/ EN 910标准执行;-40 ℃冲击试验按ISO 9106/EN 875标准执行。
2 试验结果与分析
两对试板焊接后表面如图3所示。喷涂防飞溅剂区域有持续的可见烟雾挥发。焊接完成后未喷涂防飞溅剂表面飞溅数量分别为24个、35个,喷涂防飞溅剂表面的飞溅数量分别为3个、8个。按式(1)计算得出防飞溅剂性能评价系数k的平均值为0.18,说明防飞溅剂性能合格。
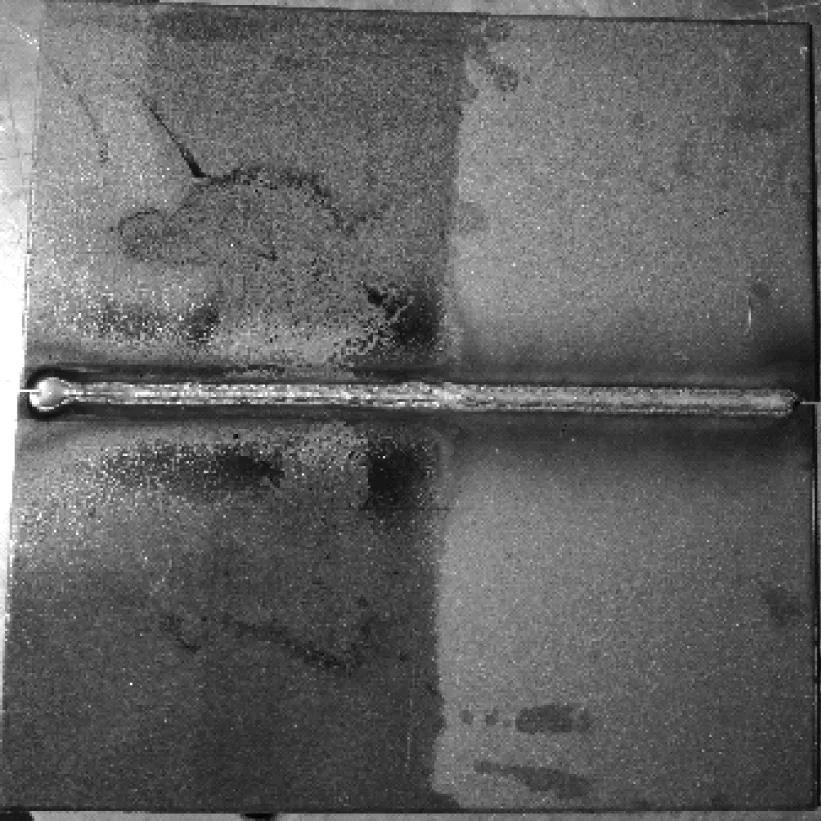
a) 试板1
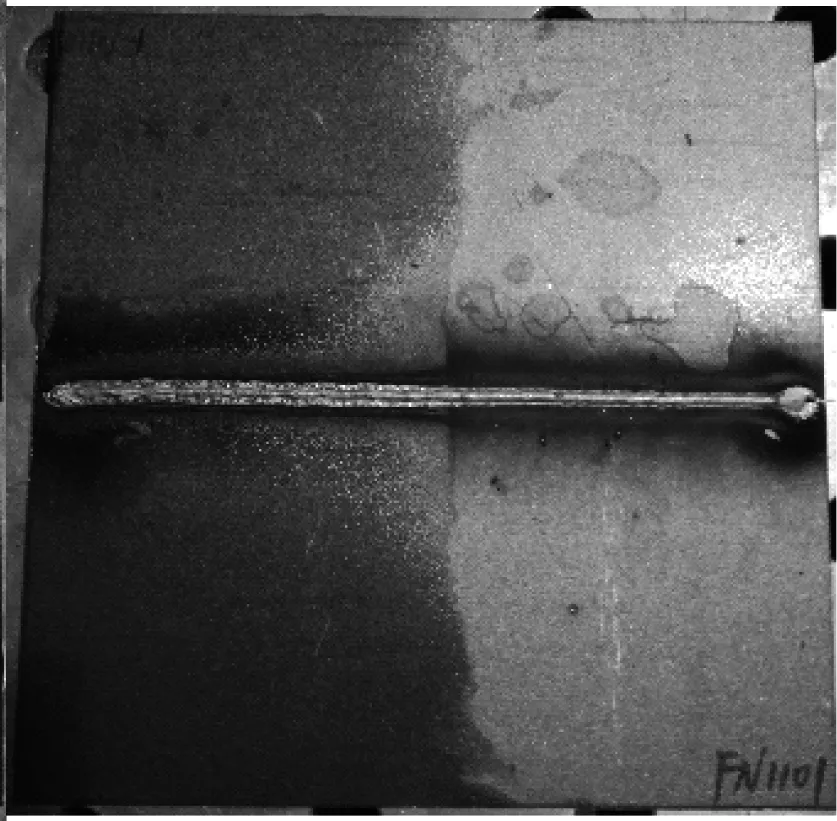
b) 试板2
外观检测表明,喷涂防飞溅剂区域电弧阴极斑点有所扩展,但未见质量缺陷。射线检测结果表明,喷涂防飞溅剂区域与原区域并无明显区别,底片平均黑度2.4,焊道符合ISO 5817-B标准要求。
根据破坏性检验要求加工试样,试样分为两组:组1为喷涂防飞溅剂的试样;组2为未喷涂防飞溅剂试样。破坏性检测中,横向弯曲正弯、背弯采用直径40 mm压头,组1、组2共8个试样,弯曲角度均能达到180°且无裂纹产生;拉伸性能试验中,组1平均抗拉强度为570 MPa,组2平均抗拉强度为553 MPa;金相检测结果见图4,两组试验中均获得了全熔透的合格焊缝,焊缝未见未熔合及气孔缺陷。
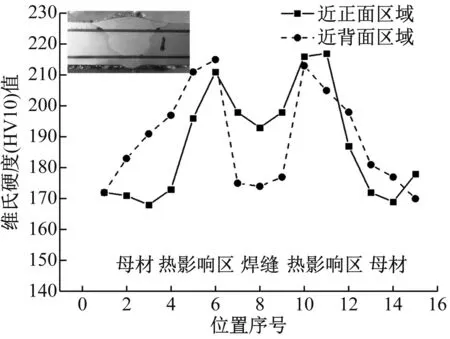
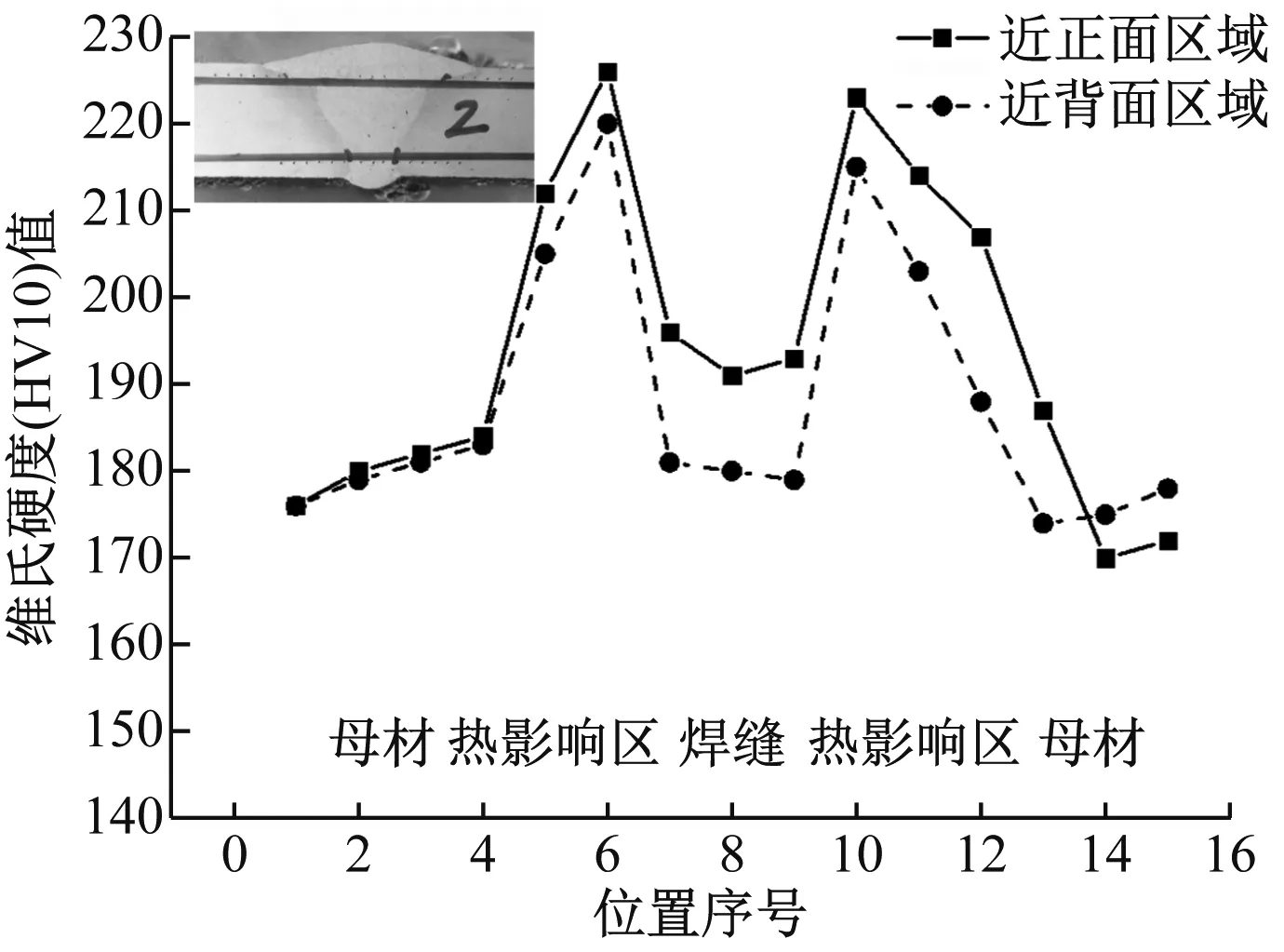
维氏硬度(HV10)试验结果如图5所示。组1中母材HV10平均值为175.3、热影响区HV10平均值203.3、焊缝金属HV10平均值185.8;组2中母材HV10平均值为177.5、热影响区HV10平均值206.7、焊缝金属HV10平均值186.7。喷涂防飞溅剂与否并未对硬度与拉伸结果产生明显影响。

a) 喷涂防飞溅剂组
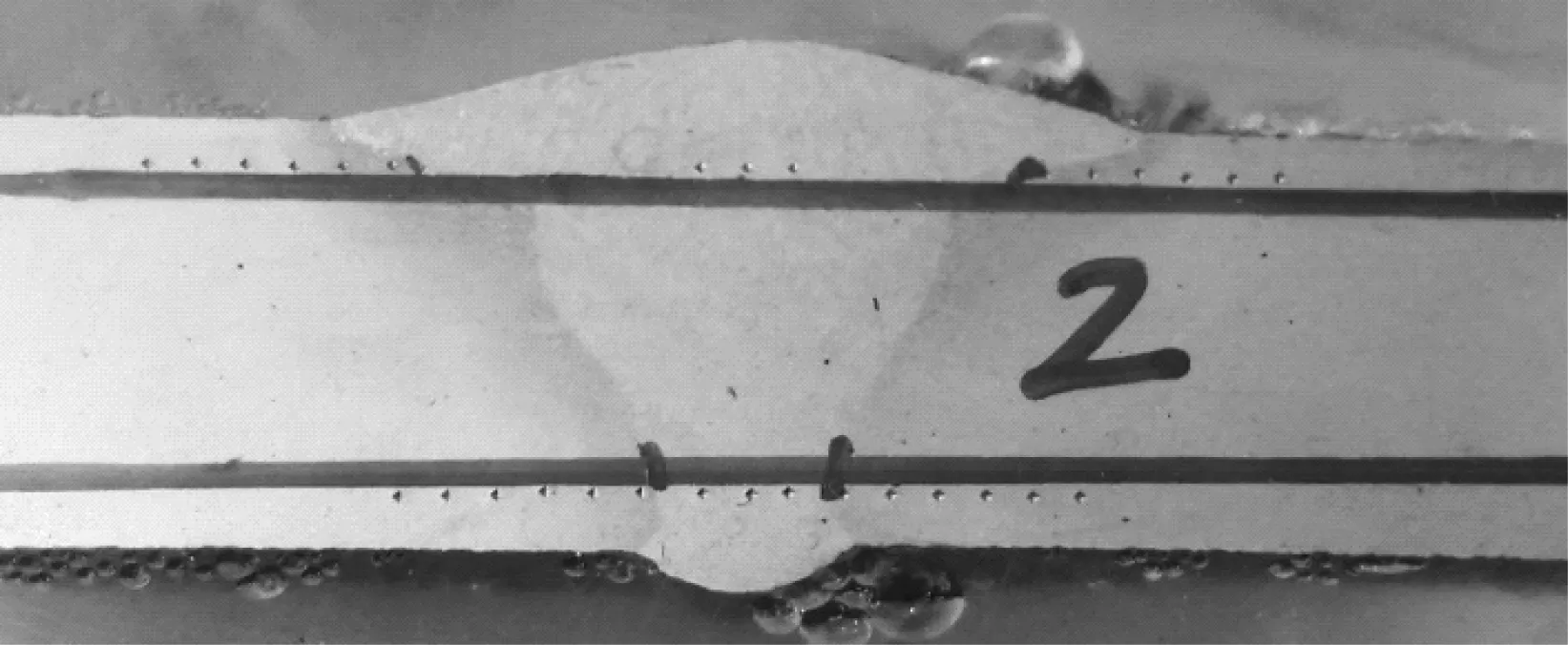
b) 未喷涂防飞溅剂组
a) 喷涂防飞溅剂组
b) 未喷涂防飞溅剂组
-40 ℃冲击试验结果为:组1平均冲击功19.3 J;组2平均冲击功40 J。根据上述对比试验结果表明,该品牌防飞溅剂对自动MAG焊碳钢接头的影响主要表现在冲击功上。
3 结论
本文提出了一套焊接防飞溅剂性能及影响评价试验方法,重点评价防飞溅剂性能及对焊接质量的影响,并对某品牌防飞溅剂进行了试验方法验证,验证结果表明:
(1) 该试验方法能够表征焊接防飞溅剂的施工前后的防飞溅效果。
(2) 施工防飞溅剂会对电弧阴极斑点产生影响,阴极斑点覆盖范围加大,但射线探伤未见质量缺陷。
(3) 喷涂防飞溅剂后,未对横向弯曲、拉伸、金相、硬度试验结果产生明显影响,但冲击功有较明显降低。建议应用时需要避免在坡口附近喷涂。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
武汉工程职业技术学院学报(2022年1期)2022-04-13
理化检验(物理分册)(2022年3期)2022-03-31
建材发展导向(2021年6期)2021-06-09
铀矿冶(2021年2期)2021-05-24
石油化工腐蚀与防护(2021年2期)2021-04-27
制造技术与机床(2018年12期)2018-12-23
制造业自动化(2017年2期)2017-03-20
文理导航(2015年14期)2015-05-22
中学数学杂志(高中版)(2014年2期)2014-05-26
