
西门子802D系统数控机床模拟主轴控制与调试
2019-03-29 05:06雷楠南
安徽电子信息职业技术学院学报 2019年1期
雷楠南
(三门峡职业技术学院,河南 三门峡 472000 )
一、引言
西门子802D数控系统因其经济性好、可靠性高、易于安装等优点广泛应用于经济型数控机床控制。802D系统的核心部件为PUC(面板控制单元),它将CNC、PLC、人机界面和通讯等功能集成于一体,可实现4个进给轴和一个数字或模拟主轴控制[1]302-303。在西门子802D系统数控机床上,主轴控制PLC编程处理的信号主要有CNC轴控制信号、通道辅助功能控制信号及机床侧的I/O信号[2]205-207;在PLC程序编制时还涉及机床操作面板信号、主轴运动方向信号等,可基于西门子公司的子程序库进行修改使用[3]57-58。由于模拟量主轴在经济型数控机床上应用较多,所以本文主要介绍模拟量主轴控制系统的PLC编程及调试方法。
二、西门子802D系统模拟主轴电气连接
西门子802Dsl系统用于数控机床控制时,在数控车床上通常配置2个伺服进给轴、1个模拟量主轴;在数控铣床上则配置3个伺服进给轴、1个模拟或数字主轴;如图1所示为配置3个伺服进给轴、1个模拟量主轴时的电气连接图[4]18-19。
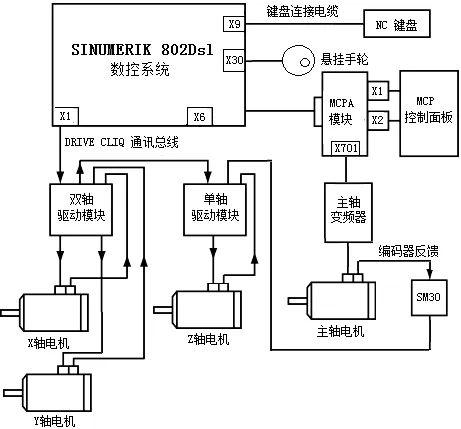
图1 西门子802D系统电气连接图
在配置西门子802D系统的数控机床上采用模拟量主轴控制时,通常需选配MCPA 模块。MCPA模块上的X1、X2接口用于连接机床操作面板;X1021接口连接24V直流稳压电源;X701 接口的X701.1、X701.6连接变频器的模拟量输入端,用于产生模拟量给定信号;X701.5、X701.9用于主轴使能控制;X701.4、X701.3连接至I/O模块用于主轴正、反转方向控制。主轴转速的检测是通过安装西门子TTL增量编码器,通过SM30连接到系统的 DriveCLiQ 接口。若选配西门子1Vpp Sin/Cos增量编码器,则通过SM20连接到系统的DriveCLiQ 接口[5]。模拟量主轴控制时,速度取决于模拟量电压大小,方向则取决于MCPA接口的X701.4、X701.3端子接通状态。
三、西门子802D系统模拟主轴控制PLC程序编制
(一)主轴正反转方向信号处理PLC程序编制
如图2所示为主轴正反转按键信号处理PLC程序[6][7]。其中,L1.4、L1.5、L1.6分别为机床操作面板上的主轴正转、主轴停止与主轴反转按键;V10000001.4、V10000001.5、V10000001.6分别表示主轴正转、主轴停止与主轴反转按键相对应的PLC接口信号。V31000001.2、V31000000.2、V30000000.7分别表示CNC系统的回参考点方式、JOG手动操作方式与CNC复位。在图示程序中,按下主轴正转按键时,若主轴处于停止状态且回参考点方式未生效,则L1.4触点接通并置位V10000001.4线圈,产生正转按键信号;同理,按下主轴反转按键时,则L1.6触点可接通并置位V10000001.6线圈,产生反转按键信号。当按下主轴停止按键或CNC系统复位按键时,则L1.5或V30000000.7触点可接通V10000001.5线圈,产生主轴停止按键信号;同时,这两个信号还可复位V10000001.4、V10000001.6线圈,撤销正转、反转按键信号。为了保证数控机床操作、运行安全,通常在选择JOG手动方式时应使主轴停止运动;因此,PLC程序处理时,利用JOG手动方式生效信号V31000000.2的上升沿来复位V10000001.4、V10000001.6线圈,撤销正转、反转按键信号。
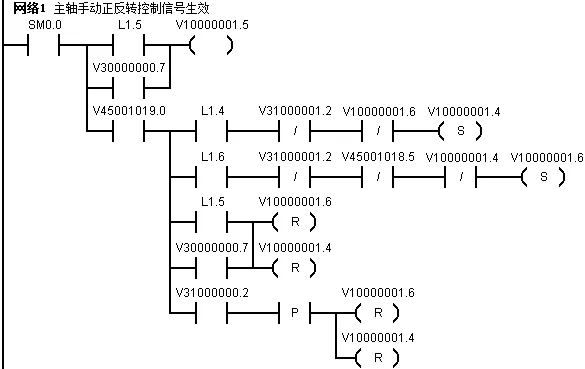
图2 主轴正反转按键信号处理程序
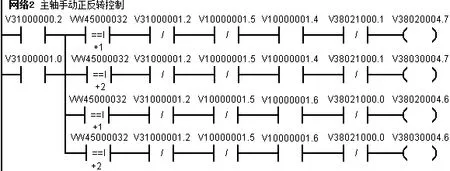
图3 主轴手动正反转方向信号处理程序
如图3所示主轴手动正反转方向控制PLC程序,其中,V31000000.2、V31000001.0、V31000001.2分别为CNC手动JOG操作方式、示教方式及回参考点方式生效信号;VW45000032由用户数据MD14510[16]进行数控机床类型的设定,设定值为1表示数控车床;设定值为2表示数控铣床。V380*1000.0、V380*1000.1(*可为2,3)分别为第3、4轴负向与正向超程限位信号;V10000001.4、V10000001.5、V10000001.6分别表示机床MCP面板上的主轴“正转按键”、“停止按键”、“反转按键”信号。当用户数据MD14510[16]设定值为1,为数控车床时则VW45000032接通,第 3轴为主轴控制;因此在按下机床MCP面板上的主轴“正转按键”时,则V10000001.4信号接通V38020004.7线圈,使机床主轴正向运动。反之,按下机床MCP面板上的主轴“反转按键”时,则V10000001.6信号接通V38020004.6线圈,使机床主轴负向运动。对于数控铣床而言,第4轴为主轴;因此在按下机床MCP面板上的主轴“正转按键”或“反转按键”时,则可利用V10000001.4或V10000001.6信号接通V38030004.7或V38030004.6线圈,使机床主轴实现正、反向运动;不论是数控车床或铣床主轴控制情况,在按下主轴停止按键时,可立即复位V10000001.4、V10000001.6线圈,从而使其常开触点复位断开V380*0004.7(*可为2,3)或V380*0004.6(*可为2,3)线圈,撤销主轴正转、反转方向信号,停止主轴运动。
(二)主轴使能控制信号处理PLC程序编制
如图4所示为数控机床主轴使能控制PLC程序,L5.5、L5.6为主轴生效信号,均通过用户数据来设定;V390*0004.6、V390*0004.7、V390*0001.4(*可为2,3)分别表示第3、4轴负向运动、正向运动及停止状态信号。在图示程序中,若通过用户数MD14512[16]设定值配置2个进给轴、1个主轴,即数控车床情况,则利用L5.5信号生效主轴控制;若第3轴处于正向或负向运动状态时,可利用V39020004.7或V39020004.6触点接通并置位M138.1线圈。若通过用户数MD14512[16]设定值配置3个进给轴、1个主轴,即数控铣床情况,则利用L5.6信号生效主轴控制;若第4轴处于正向或负向运动状态时,可利用V39030004.7或V39030004.6触点接通并置位M138.1线圈。在按下主轴停止按键时,因为主轴正、负向信号V39030004.7或V39030004.6断开,主轴停止运动,所以主轴停止状态信号V390*0001.4(*可为2,3)为1。当第2次按下主轴停止按键时,可由图4中的V10000001.5接通并复位M138.1线圈。
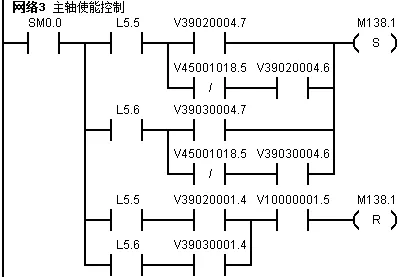
图4 主轴使能信号处理程序

图5 主轴伺服使能控制信号生成程序
在图5所示程序中,L5.2、L5.3分别为第3、4轴生效信号;L2.0为PCU端子X20.2的状态,即驱动器的进给使能信号;V390*4001.5(*可为2,3)分别表示第3、4轴驱动器准备好信号;V380*4001.7(*可为2,3)分别表示第3、4轴的驱动器脉冲使能信号;V380*0002.1(*可为2,3)分别表示第3、4的伺服使能信号。在驱动器准备好信号接通,即V390*4001.5(*可为2,3)触点接通后,若按下驱动器进给使能按键,则L2.0接通并置位V380*4001.7(*可为2,3),使驱动器脉冲使能信号生效。利用L5.5信号生效主轴控制时,可由L5.5触点与M138.1触点共同接通并置位V38020002.1线圈,使主轴伺服使能信号生效。利用L5.6信号生效主轴控制时,可由L5.6触点与M138.1触点共同接通并置位V38030002.1线圈,使主轴伺服使能信号生效。在伺服使能信号V38020002.1或V38030002.1置位为1后,主轴便可根据CNC系统的运动指令进行运动。
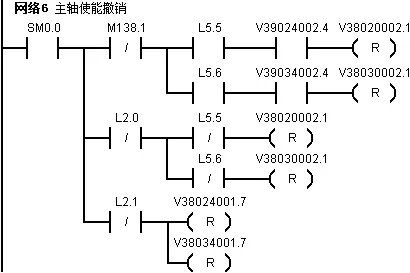
图6 主轴伺服使能控制信号撤销程序
如图6所示为主轴伺服使能控制信号撤销程序,其中V390*4002.4(*可为2,3)分别表示第3、4轴速度为0信号。在主轴正常工作情况下,若按下主轴停止按键使主轴运动停止后,则V390*4002.4(*可为2,3)信号为1;若再次按下主轴停止按键,因为M138.1线圈复位为0,所以可利用其常闭触点接通并复位主轴伺服使能信号V380*0002.1(*可为2,3)。若驱动器的进给使能端信号L2.0断开时,也可复位主轴伺服使能信号V380*0002.1(*可为2,3)。当驱动器脉冲使能信号L2.1断开时,可复位驱动器脉冲使能信号V380*4001.7(*可为2,3)。
四、模拟主轴系统参数设置及调试
(一)模拟主轴参数设定
在主轴控制PLC程序编制完成后,还需设定一系列参数如主轴参数、变频器参数、机床通用参数等来实现主轴功能。主轴参数设置正确与否,直接影响到主轴系统的调试运行。因为西门子802D系统配置的模拟主轴没有实际的SINAMICS驱动,所以其编码器只能叠加于某一伺服轴作为其第二编码器,调试方法与直接测量系统的第二编码器调试相同;模拟主轴调试时需设置如表1所示主轴参数[8]92-95。
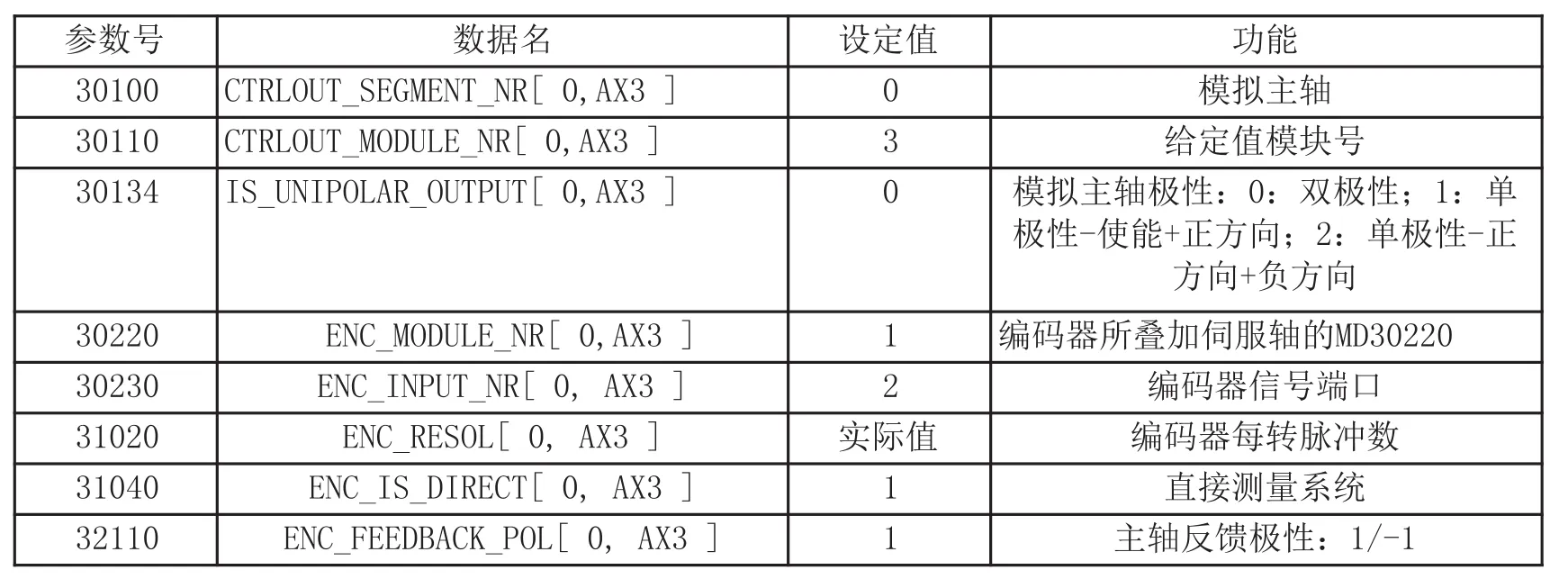
表1 模拟主轴相关轴参数
(二)主轴控系统调试

图7 主轴正、反转调试
数控机床主轴功能调试主要从以下两个方面进行:一是在手动方式下通过机床操作面板上的“主轴正转”、“主轴反转”及“主轴停止”按键来实现主轴运行,检验主轴的运动方向、速度是否正确,主轴动作是否灵活与可靠。另一方面则是在MDA方式下,通过主轴正、反转与停止指令实现主轴运行,检验主轴运行是否满足机床要求。一般情况下,要求主轴实际转速与指令转速的差值应在±5%以内,否则需调整主轴参数。如图7所示为主轴调试结果,主轴指令转速为1400r/min,将倍率选择为50%时,图中显示的速度为700r/min,可见调试结果符合要求。
五、结语
文中主要介绍了西门子802D系统电气连接、模拟主轴控制PLC程序编制及相关参数的设定,通过主轴系统的调试实现了主轴控制功能。在西门子802D系统中,针对数控车床与铣床,厂家都提供有PLC子程序库,因此编制PLC程序时只需根据数控机床功能要求调用相关子程序即可。文中介绍的PLC程序其实涉及到几个子程序,因此使用时必须了解各子程序的功能。模块化的子程序设计大大减轻了用户的编程工作量,但是在编程时一定要按照子程序使用说明进行相关信号的处理。通过本文中模拟主轴系统调试,有助于为从事数控机床维修维护的技术人员提供参考。
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
军民两用技术与产品(2020年8期)2020-09-07
制造技术与机床(2019年12期)2020-01-06
山东工业技术(2019年13期)2019-05-30
铁道通信信号(2018年12期)2019-01-31
能源(2017年7期)2018-01-19
电子制作(2016年21期)2016-05-17
中国科技纵横(2014年16期)2014-09-28
自动化博览(2014年12期)2014-02-28
自动化博览(2014年7期)2014-02-28
