串珠全自动冷压中添加剂和冷压机工艺参数的影响初探
2019-04-02 08:16卢安军潘晓毅
超硬材料工程 2019年1期
莫 睿, 张 俊, 卢安军, 潘晓毅, 钟 帅
(1.桂林特邦新材料有限公司,广西 桂林 541004;2.广西超硬材料重点实验室/国家特种矿物材料工程技术研究中心,中国有色桂林矿产地质研究院有限公司,广西 桂林 541004)
1 简 述
金刚石串珠绳锯是一种典型的柔性金刚石切割工具,在石材加工行业得到广泛应用,因其同时具备金刚石超强的刚性和绳索的柔韧特性,非常适合于石材矿山开采、异形石板加工等,随着社会进步与人民生活水平提高,金刚石绳锯应用范围不断扩大,使用量不断增长[1]。
在金刚石串珠绳锯生产中,串珠冷压工序是非常重要的环节。串珠冷压是指将金属粉末与金刚石颗粒混合组成的粉末在常温下压制为串珠冷压坯的过程[2]。金刚石串珠结构复杂,以串珠基体做支撑,金刚石胎体粉末呈圆筒状,高径比大,使得串珠胎体粉末在冷压过程中位移情况非常复杂,不能简单归为单向、双向压制,另外冷压坯成型后的形变、弹性后效等也难以控制[3-4]。
目前串珠全自动冷压系统仍属于摸索阶段[5],串珠压制后脱模过程中模具没有分型过程,使得无制粒剂的金刚石工具胎体虽然减小了制粒剂对产品力学性能的影响[6-7],但冷压坯中的金刚石在脱模时对模具损伤很大。模具磨损后,压坯在退模时容易破损,会导致重量偏低,外观不合格等缺陷,使模具不可使用。
本次实验通过研究在串珠胎体中加入添加剂以及调整适合的冷压工艺参数,观察串珠冷压坯的状态和统计模具寿命,探索添加剂和冷压参数的影响。
2 实验
2.1 实验原料
采用未经造粒的等量XF2金刚石串珠结合剂配方粉料三份,采用三维混料机混大料4小时后,1份不加入添加剂,1份加入添加剂A,质量分数0.5%,1份加入添加剂B,质量分数0.5%,然后分别添加等量金刚石混合50分钟。
2.2 串珠规格
实验选定串珠冷压坯规格为:外径Φ12mm,目标冷压坯粉料总重4.20g,选取外径为Φ7.2mm,内径Φ4.2mm,长度11mm,重量1.70g的串珠基体。
2.3 冷压设备
实验使用全自动冷压机,可以通过自动控制系统调节压制压力和保压时间等参数。
2.4 实验方式
比较三种添加剂粉料对冷压坯外观的影响:设置冷压机,使用相同参数冷压三种添加剂胎体粉料,压制成型,观察压制出的串珠压坯外观。
三种添加剂粉料在不同压制压力、保压时间参数下,测量压制出的串珠冷压坯高度,探索不同添加剂和压制参数对串珠冷压坯的影响。
使用三种添加剂粉料,调整压制参数控制冷压压坯在同一高度之下,连续压制串珠,在模具损坏引起压坯损坏后,记录模具使用次数,比较模具寿命。
3 结果与讨论
3.1 初期压制出的串珠外观:
在串珠压制初期,观察压制出的冷压坯外观质量,结果见图1、图2及图3。
可以看出,在自动冷压初期,加入添加剂B的串珠压坯就已经破损脱层,无法进入下一生产环节从而报废。而不加添加剂和加入添加剂A的串珠压坯完好无损,因此后续实验中,加入添加剂B的粉料已失去继续实验压制压坯的意义。
3.2 压力与保压时间对压坯高度的影响
使用加入不同添加剂的金属粉末,采用全自动冷压,设置不同的压力参数,分别压制50粒串珠,统计平均高度,结果见表1和表2。

图1 无添加剂粉料压制的金刚石串珠冷压坯Fig.1 Diamond bead cold compact pressed without additive powder
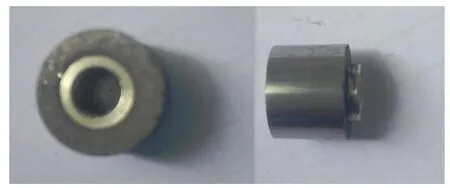
图2 混合 0.5% 添加剂A 粉料压制的金刚石串珠冷压坯Fig.2 Mixing 0.5% additive A powder into pressed diamond bead cold compact
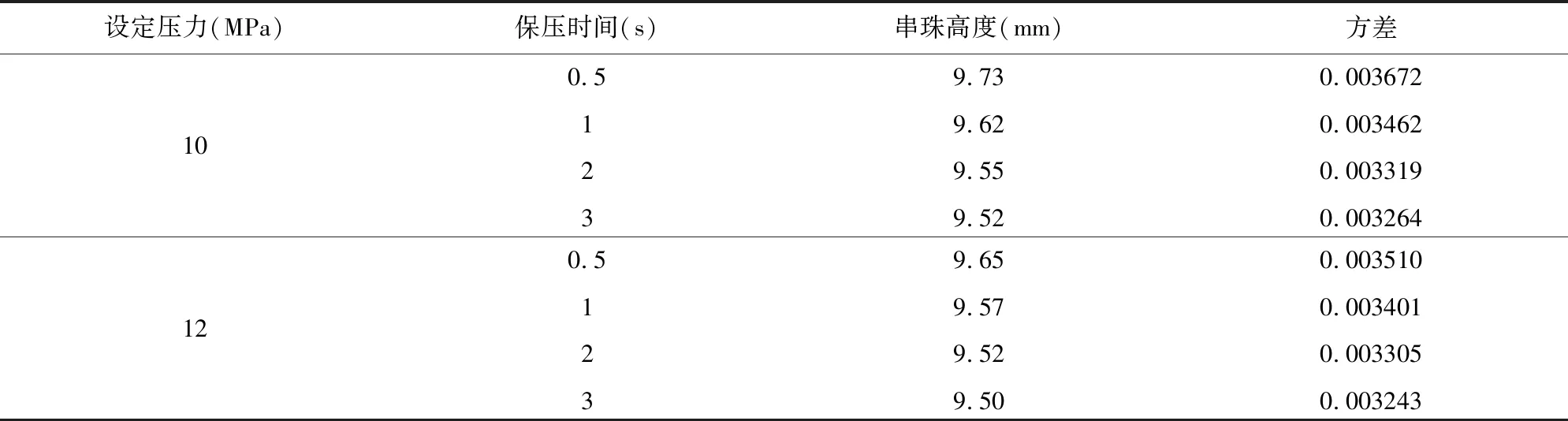
表2 添加剂A的串珠粉料在不同压力和保压时间下冷压高度数据
通过表1和表2,可以看出加入添加剂A后,使用相同的压力和保压时间压制的串珠压坯比没有添加剂的高度小,方差小,说明压坯高度分布均匀。
而提高压制压力和保压时间,均可降低串珠冷压坯的高度,并使高度分布均匀稳定,在保压时间超过2s后,保压效果下降。
3.3 压力参数对模具寿命的影响
选定压制1保压时间2s,使用不同添加剂粉料连续压制串珠,直至串珠压坯破损,模具失效,统计模具压制次数,结果见表3。

表3 不同添加剂的串珠粉料压制串珠的模具寿命
可以看出,加入添加剂A后,与未加入添加剂的粉料相比,模具压制次数得到较大幅度提升,有利于提高模具寿命。
4 结论
(1)进行全自动冷压时,选取不适当的添加剂会使压制的串珠压坯破损,无法生产出合格的串珠。
(2)合适的添加剂可以在串珠冷压时减少压制压力,使模具的损伤减小,进而延长模具使用寿命,还可以提高压坯高度的均匀性,使串珠冷压质量稳定。
(3)提升保压时间可以在压力不变的情况下降低串珠压制高度,并提升串珠冷压高度的稳定性,有利于提升串珠冷压质量。
(4)保压时间大于2s后,其降低串珠冷压高度与提升稳定性的作用已不明显,继续延长保压时间会增加串珠压制周期,降低效率。
5 展望
近两年,串珠全自动冷压技术以其生产效率高,性能稳定的优势,极快地取代了传统的人工组装生产方式,在金刚石串珠和绳锯生产企业中得以迅速推广应用,进一步提升了金刚石串珠生产的自动化程度,使得整个行业在产业升级的进程中又迈出一大步,给朝气蓬勃的金刚石工具行业注入一股新的力量。
同时,自动化生产的方式与传统手工生产方式相比较,由于在工序流程、模具结构、粉料输送方式上有较大差异,其生产出的串珠性能上有区别;当前,自动化生产设备仍在不断改进,生产工艺参数仍然处于摸索阶段,配方体系、模具设计等方面也有极大的改进空间。
本文仅粗略探索了影响串珠全自动冷压的几个因素,在串珠全自动冷压这个全新领域仍有大量问题,有待行业同仁们共同研究解决,使其进一步成熟,为推进整个金刚石工具行业进行产业升级,实现中国制造2025的目标尽一份绵薄之力。
猜你喜欢
超硬材料工程(2022年1期)2022-07-11
石材(2022年1期)2022-05-23
石材(2020年10期)2021-01-08
石材(2020年5期)2020-07-27
四川建筑(2019年6期)2019-07-20
无人机(2018年1期)2018-07-05
创新作文(1-2年级)(2017年10期)2018-04-16
佛山陶瓷(2017年7期)2017-09-06
中国塑料(2015年6期)2015-11-13
弹箭与制导学报(2015年1期)2015-03-11