超声波辅助提取乌桕籽油的工艺优化研究
2019-04-29 09:46王文静董泰玮
中国油脂 2019年4期
王文静,董泰玮
(1.陕西中医药大学药学院,陕西 咸阳 712046; 2.成都中医药大学药学院,成都 611137)
乌桕既可作为观赏风景树,又可作为经济林木[1-2]。其中乌桕籽含油量高达40%以上,单位面积含油量远高于油棕、油桐以及油茶等作物[3],乌桕籽油是制造高级燃料、涂料、润滑剂、杀菌剂等的优质原料[4-6]。Gao等[7]以乌桕籽油为原料制备了高性能的柴油替代品。Ren[8]、Salema[9]等在此基础上证实了微波加热促进乌桕籽油定向裂解,制备出更高性能的烃类燃料。李科等[10]以乌桕籽油为原料,通过水解、酯化等工艺合成了高性能的增塑剂——环氧脂肪酸异辛酯。此外,相关研究[11-12]还表明乌桕籽油含有大量有益于人体健康的微量元素。
针对乌桕籽油的提取,主要有溶剂浸出法、水剂法、压榨法等。而这些方法或多或少会破坏乌桕籽油中的不稳定组分,存在原料浪费、动力消耗较大等缺点。超声波辅助提取工艺是利用超声波辐射压强产生的强烈空化等多级效应,以促进目标成分与溶剂间的传质作用,从而达到深度提取[13],具有快速、价廉、高效等特点,在医药化工等领域应用广泛[14]。目前,大多数研究以乌桕籽油为原料制备酯类、柴油等烃类物质,而对于采用超声波辅助提取乌桕籽油的研究甚少。本文采用超声波辅助提取乌桕籽油,在单因素实验的基础上,应用响应面分析法中的Box-Behnken法设计四水平三因素实验对工艺条件进一步优化,以选择拟合度较高且适合描述各因素与油脂得率关系的最佳模型,为后续深入研究乌桕籽油提取工艺提供一定的基础与依据。
1 材料与方法
1.1 实验材料
乌桕籽,产于陕西汉中;无水乙醇、正己烷、石油醚等,分析纯,天津天泰精细化学品有限公司。
KQ-500DE超声波清洗器;FA1004B型电子分析天平;粉碎机,浙江九阳股份有限公司;恒温干燥箱;RE-52C旋转蒸发仪。
1.2 实验方法
1.2.1 原料预处理
将乌桕籽简单筛选以除去杂质,然后放入干燥箱中,保持温度40~45℃,干燥1 h后去皮得乌桕籽仁。
1.2.2 乌桕籽油提取
将得到的乌桕籽仁放入粉碎机中粉碎至40目,准确称取一定量乌桕籽粉(m1)于锥形瓶中,加入溶剂后在超声波体系下提取油脂。提取一定时间后分离出乌桕籽残渣,将得到的滤液置于旋转蒸发仪中除去溶剂,得到乌桕籽油(m2),根据下式计算乌桕籽油的得率(Y)。
2 结果与讨论
2.1 单因素实验
2.1.1 溶剂类型的选择
准确称取3 g的乌桕籽粉3份,按照料液比1∶10,分别加入30 mL无水乙醇、正己烷或石油醚,在超声波功率200 W、提取温度40℃下超声提取90 min,计算不同溶剂下乌桕籽油的得率,结果如图1所示。
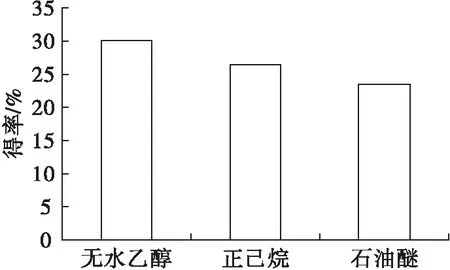
图1 溶剂类型对得率影响
由图1可知,无水乙醇作为溶剂时,乌桕籽油得率最高,而石油醚作为溶剂时,其得率最低,这与刘旭辉等[15]的研究结果类似。这可能是因为乙醇存在分子间氢键,相较于正己烷和石油醚挥发性小,故而乌桕籽油得率略高。因此,本研究选用无水乙醇作为溶剂进行乌桕籽油的提取。
2.1.2 料液比的选择
在提取温度40℃、超声波功率200 W、提取时间90 min时,不同料液比对乌桕籽油得率的影响如图2所示。
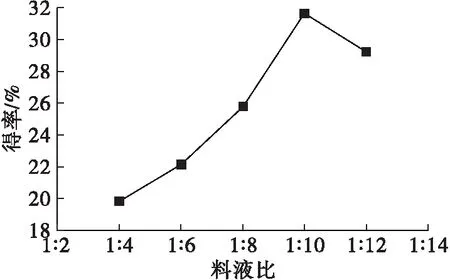
图2 料液比对得率的影响
由图2可知,随着料液比增大,乌桕籽油得率增大,这是因为料液比增大一方面会使更多的油脂溶于乙醇中,提高溶解率,另一方面会降低提取滤液的黏度,油脂更易分离[16]。继续增大料液比,乌桕籽油的得率减小。因此,选择料液比为1∶10。
2.1.3 提取温度的选择
在料液比1∶10、超声波功率200 W、提取时间90 min时,不同提取温度对乌桕籽油得率的影响如图3所示。
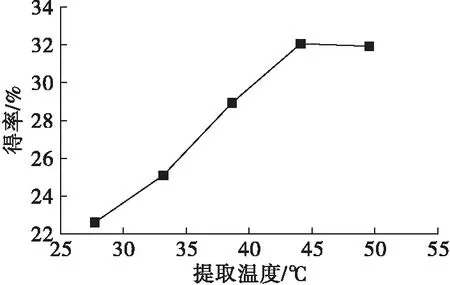
图3 提取温度对得率的影响
由图3可知,提取温度升高,乌桕籽油得率急剧升高,当提取温度为45℃时,乌桕籽油得率达到最大,继续升温后乌桕籽油得率略有减小。因为温度的升高加速了分子间的传质效果,使得溶质的溶解性增强。当温度过高时又会影响溶剂的挥发性,降低乌桕籽油得率。因此,选择提取温度为45℃。
2.1.4 超声波功率的选择
在料液比1∶10、提取温度45℃、提取时间90 min时,不同超声波功率对乌桕籽油得率的影响如图4所示。
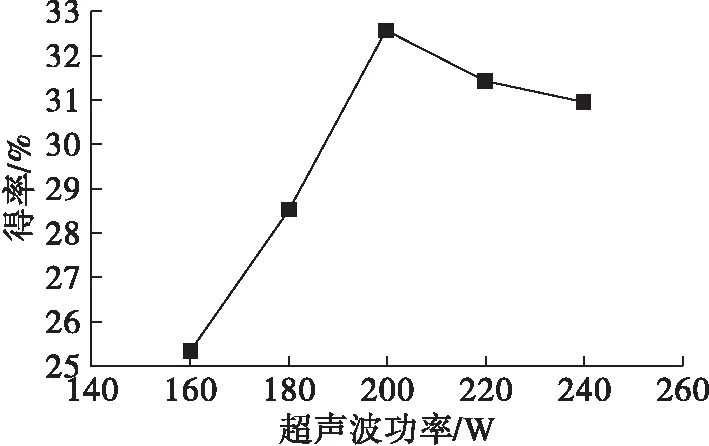
图4 超声波功率对得率的影响
由图4可知,随着超声波功率的增大,乌桕籽油得率先增大后减小。当超声波功率为200 W时,乌桕籽油得率最大,为32.58%。超声波功率升高,所引起的空化效应增强,传质效果增大。但继续升高超声波功率,所产生的空化效应趋于饱和,反而产生大量气泡[17],降低了传质效果。因此,选择超声波功率为200 W。
2.1.5 提取时间的选择
在料液比1∶10、提取温度45℃、超声波功率200 W时,不同提取时间对乌桕籽油得率的影响如图5所示。
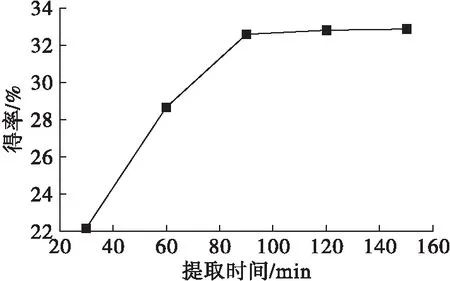
图5 提取时间对得率的影响
由图5可知,随着提取时间的延长,乌桕籽油得率逐渐增大,在90 min后增幅明显放缓。因为在提取初期,油脂扩散到乙醇中的速率较快,随着提取时间的延长,乙醇中油脂的含量逐渐增大,最终油脂在乌桕籽和乙醇中达到动态平衡,此时已基本提取完全。因此,考虑到提取工艺的经济性和高效性[18],选择提取时间为90 min。
2.2 Box-Behnken法优化实验
2.2.1 优化实验方案
在单因素实验基础上,以乌桕籽油得率为响应值,选取料液比、提取温度、超声波功率和提取时间为考察因素,采用Box-Behnken法设计四因素三水平响应面实验方案。实验因素和水平见表1。
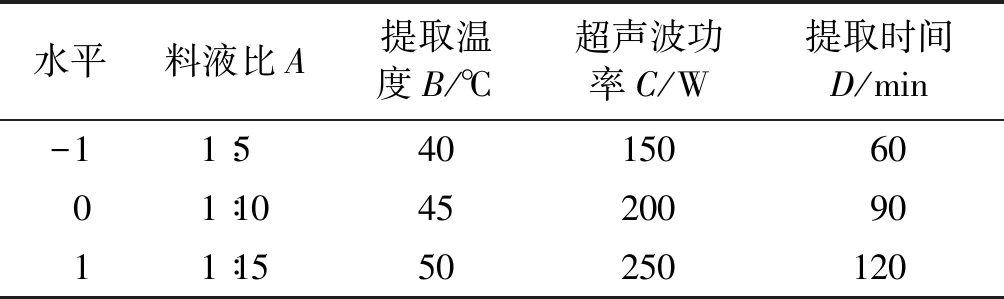
表1 实验因素和水平
根据Box-Behnken法共设计29组实验,结果见表2。其中1~24为析因实验,25~29为零点实验。
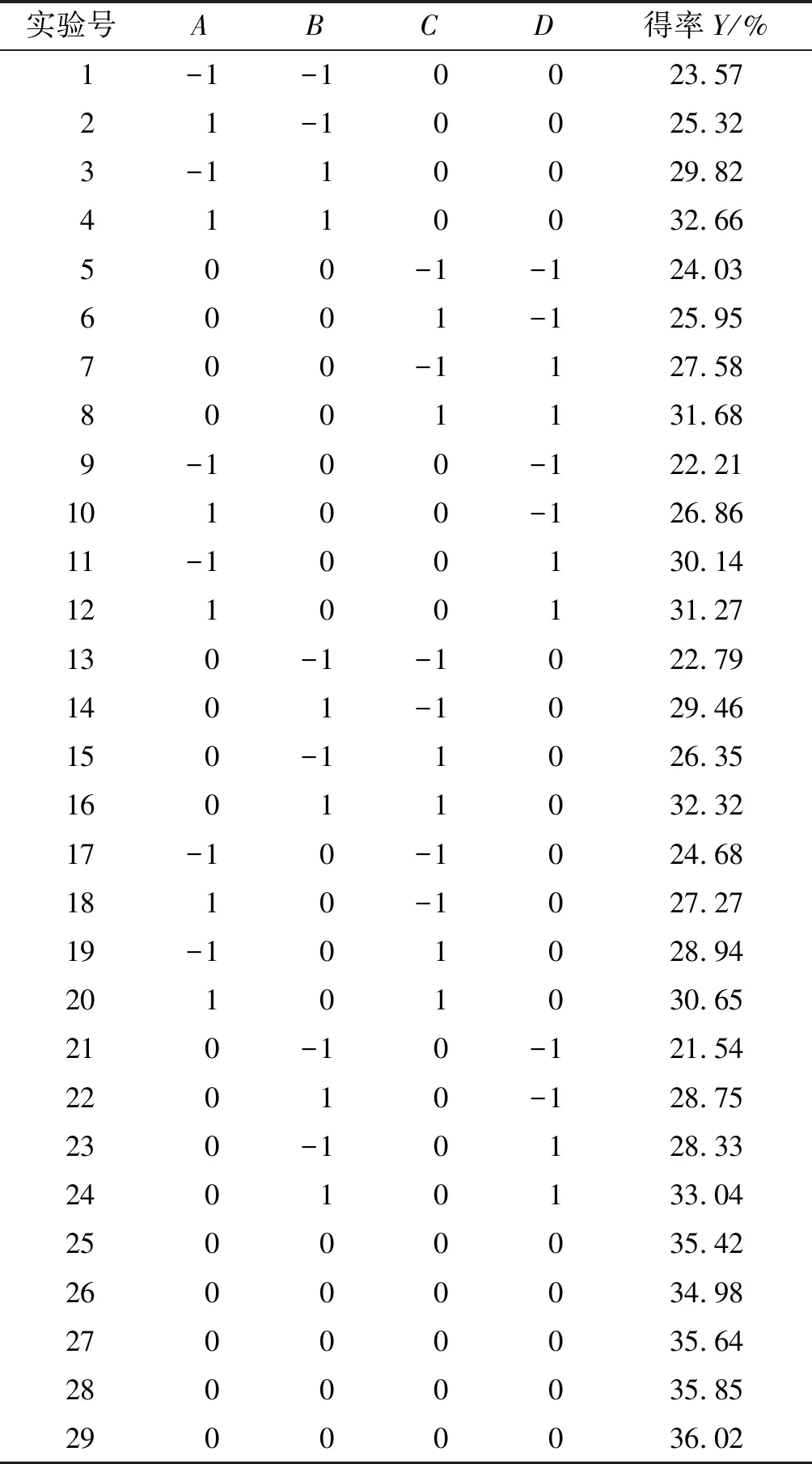
表2 Box-Behnken设计方案及结果
采用Design-Expert 8.0软件对Box-Behnken法所得的实验结果进行方差分析,结果见表3。通过对比线性模型、两因素交互模型、二次模型和立方模型的拟合值,最终优选出拟合度和吻合性较高的二次模型。方程如下:
Y=35.58+1.22A+3.18B+1.67C+2.73D+0.27AB-0.22AC-0.88AD-0.18BC-0.63BD+0.55CD-3.83A2-3.67B2-4.05C2-4.09D2
由表3可知,该模型的P值小于0.000 1,说明具有高度的显著性,R2=0.99,失拟项的P值大于0.05,说明不存在失拟项因素,因此可以用该模型预测值代替实验值进行对比分析。一次项A、B、C、D和二次项A2、B2、C2、D2的P值均小于0.000 1,同样说明具有高度显著性。影响乌桕籽油得率的因素主次顺序为:提取温度>提取时间>超声波功率>料液比。
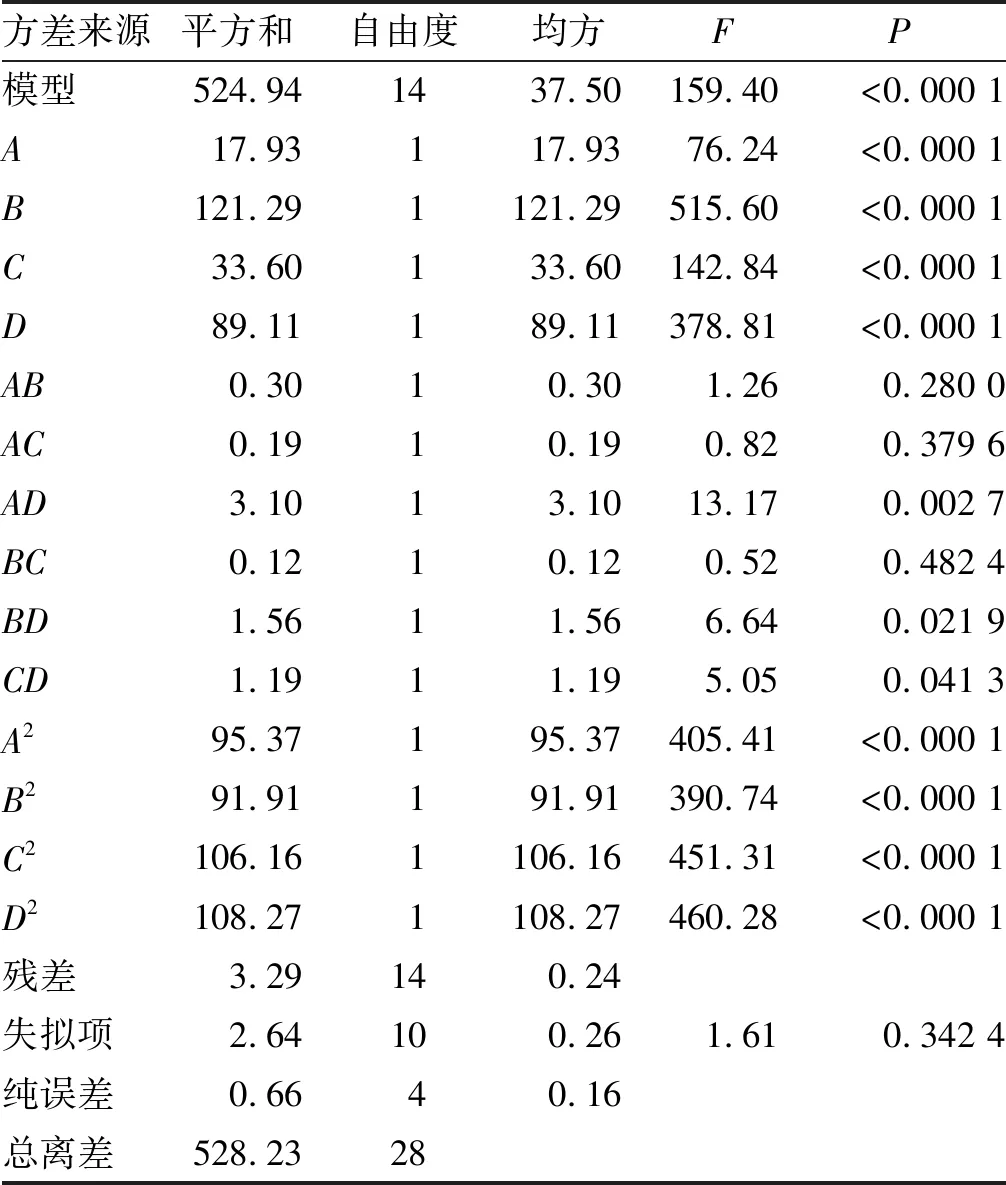
表3 方差分析
2.2.2 优化实验结果
通过响应面实验预测得到最优的工艺条件为:料液比1∶10.67,提取温度46.98℃,超声波功率210.74 W,提取时间99.09 min。最优条件下的乌桕籽油得率预测值可达36.88%。
2.2.3 优化方案的验证
根据实际操作情况,微调优化的实验条件为料液比1∶11、提取温度47℃、超声波功率210 W、提取时间100 min,在此条件下进行3组平行验证实验,乌桕籽油得率分别为36.75%、36.24%和35.92%,与预测的乌桕籽油得率相对误差分别为0.35%、1.74%和2.60%,均在5%以内,说明经过Box-Behnken法所优化的超声波辅助提取乌桕籽油工艺条件可靠。
3 结 论
采用响应面分析中Box-Behnken法优化了超声波辅助提取乌桕籽油的工艺条件,建立了适合于描述各因素与乌桕籽油得率的二次模型,影响乌桕籽油得率因素主次顺序为提取温度>提取时间>超声波功率>料液比。最优的工艺条件为:料液比1∶11,提取温度47℃,超声波功率210 W,提取时间100 min。在优化工艺条件下,乌桕籽油得率可达36%左右。
猜你喜欢
花卉(2022年17期)2022-09-06
中国油脂(2022年6期)2022-07-01
诗歌月刊(2022年5期)2022-05-24
林业与生态(2022年5期)2022-05-23
小学阅读指南·低年级版(2022年5期)2022-05-09
当代水产(2021年10期)2022-01-12
食品与生活(2021年9期)2021-09-26
林业科技(2020年3期)2021-01-21
花卉(2020年2期)2020-01-10
中国粮油学报(2019年4期)2019-07-12