
基于某现场布料小车无人值守控制
2019-05-24 07:19毕贵先关长亮
中国矿山工程 2019年2期
毕贵先, 关长亮
(丹东东方测控技术股份有限公司, 辽宁 丹东 118002)
1 前言
某布料小车无人值守控制所在选厂生产能力为6 000t/d,于2001年10月开始施工建设,2003年3月建成投产。由于选厂的台时处理量较大,所以前端布料小车的控制较为频繁并且至关重要。操作人员在设备运行期间需要始终值守,且要站在布料小车上通过手动操作分矿闸板进行手动切换,导致岗位劳动强度大。粉矿仓的料位没有可靠的数据作为依据,岗位人员只能通过肉眼进行判断矿仓料位情况,加上现场工作环境恶劣导致人为因素对布料过程的控制影响较大,另外还存在操作过程中存在较大的安全风险、岗位退休人员增多等问题亟待解决。
2 工艺描述
碎矿采用由强化预先筛分和高效破碎机构成的二段一闭路工艺流程[1]。矿石经预先筛分后筛上产物进入中碎,中碎产品进入检查筛分作业,筛上物料进入细碎,细碎产品返回检查筛分,预先筛分与检查筛分作业的筛下产品进入磨矿作业[2],现场工艺如图1所示。49#小车是将碎矿处理合格的矿石送入粉矿仓的主要设备。岗位操作人员日常生产操作中,电动小车换仓较频繁;矿仓无料位监视,岗位人员全凭肉眼观察矿仓的料位没有可靠的数据作为参考,岗位自动化水平低,岗位人员劳动强度大。

图1 布料小车现场工艺
3 控制策略
布料小车的控制,对于选矿厂至关重要,能否对布料小车进行更为智能的控制,除了会降低人员的劳动强度外,还可以更大程度提高整个选厂的自动化水平,为后续磨矿、浮选的优化控制、专家控制等奠定了前提条件,有利于后续实现大闭环控制。
3.1 控制目标
(1)提高自动化程度,减轻劳动强度,改善工作环境,实现远程监视和无人值守功能。
(2)有利于稳定工艺生产过程,减少人为因素,提高设备效率和劳动生产率。
(3)系统具有报警功能。当出现问题时可以进行报警显示,便于工作人员进行及时处理,同时报警信息可以存入数据库供以后参考。
3.2 设备要求
1)雷达料位计
AC型:220V(±15%)、50Hz、10W;DC型:24V(±25%)、8W。
量程:EC型-75m;ST型-100m;AI型-120m;AII型-150m。
盲区:0.00m。
精度:±5mm(1m内为30mm)。
重复性:0.5mm。
分辨率:0.3mm。
输出信号:4~20mA/HART,一路开关量输入和输出。
波束角:18°,以3dB作为分界点。
适应最大物位变化率:12m/min。
更新时间:mA输出和OLED显示每秒更新一次。
接口:① 4~20mA/HART,信号范围 4~20mA,失效报警信号:无有效回波时输出 3.6mA,料位距雷达天线0.50m以内输出22.5mA,负载最大600Ω;HART通讯最小230Ω;
② 开关量输入、输出,开关量输入 备用,具体功能可根据用户需求定制,开关量输出 可实现高/低料位报警或补料区间指示;
③人机界面显示:由 OLED 和红外遥控器组成,可查看及设置仪表各项参数红外线手操器。
环境温度:-20 ~ 65℃。
2)定位开关
检测距离:100mm±10%。
设定距离:0~80mm。
应差:检测距离的15%以下。
可检测物体:磁性金属、非磁性金属。
标准检测物体:铁200mm*200mm*1mm。
响应时间:100ms以下。
电源电压:使用电压范围DC10~30V(P- P)10%。
消耗电流:DC40mA以下。
控制输出:残留电压DC200mA以下(1V以下)。
环境温度范围:-25~+55℃,35~95%RH(无结冰、结露)。
温度的影响:10~+40℃的温度范围内,+20℃。
电压影响:在额定电源电压的±10%范围内,额定电压时。
耐电压:AC500V 50/60Hz 1min充电部整体与外壳间。
振动(耐久):10~55Hz上下振动1.5mm,X、Y、Z各方向2h。
冲击(耐久):200m/s2,X、Y、Z各方向10次。
保护结构:IEC标准IP66。
材质:外壳是铝压铸,检测面是环氧树脂。
连接方式:导线引出型(标准导线长1m)。
3.3 控制策略
布料车是选矿厂实现卸料运输的关键性设备,该现场49#布料小车控制过程如图2所示,采取均匀布料与优先布料的方式,保证每个矿仓都达到满仓不冒的效果。

图2 布料小车控制过程示意图

图3 布料小车网路配置图
1)矿仓料位检测
本项目粉矿仓有粉尘较大,仓内物料分布不均匀等特点,故选用频率可调,抗干扰能力强,适用于高粉尘环境的DF- 6201雷达料位计进行料位检测[3-4]。
现场共6个料仓,每个料仓有4个下料口,分布于料仓四角。选择料仓中轴线两个下料口中间位置安装料位计,共计安装12台。根据现场考察情况,该位置料位情况最具有代表性。
2)小车定位检测
布料小车的位置检测通过定位开关完成,定位开关定位灵敏、准确,控制简便且受环境因素影响较小,性价比较高。现场共安装14台定位开关,每台料位计对应位置安装一台,行程起点与终点各一台[5]。
3)视频监控系统
现场在小车入料口、出料口、布料车间均设置带有红外夜视功能智能网络摄像机,实时远程监测布料车间工作状态,结合雷达料位计料位检测,双重保险防止料仓冒矿。布料小车入料口、出料口摄像机安装于布料小车上,使用无线网桥进行无线传输。
4)PLC控制系统及网络
自动化控制系统选用西门子S7- 1200控制器作为控制核心,可满足大部分中小型自动化设备的控制需求。系统包括电源、CPU和I/O模块,可以执行完全独立的操作,CPU可扩展3个通信模块,内置1个以太网端口,通过普通网线即可将程序下载到PLC中,或上传至上位机中,方便快捷,省去了专用编程电缆。通过以太网接口可与上位机进行通信[6-7]。布料小车网路配置如图3所示。
5)控制流程
根据料仓高度,现场设置不同料位级别。
(1)当各矿仓料位均在正常水平,并且都需要进行布料时,布料小车在矿仓上进行往复运动,在每个仓上稍作停留,以进行均匀布料,使各矿仓料位基本一致。
(2)当有某个矿仓料位过低时,布料小车在其上方停留,将其料位补齐,进行优先布料。
(3)如果现场有某个或者某几个矿仓不需要布料,或者某些矿仓所对应的后续流程已经停车,布料小车将不将这些矿仓纳入布料范围,系统将控制布料小车在指定工作的矿仓上方进行布料。
(4)当现场矿仓料位过高或过低时,实现报警功能。
4 实施过程
4.1 布料系统的运行控制
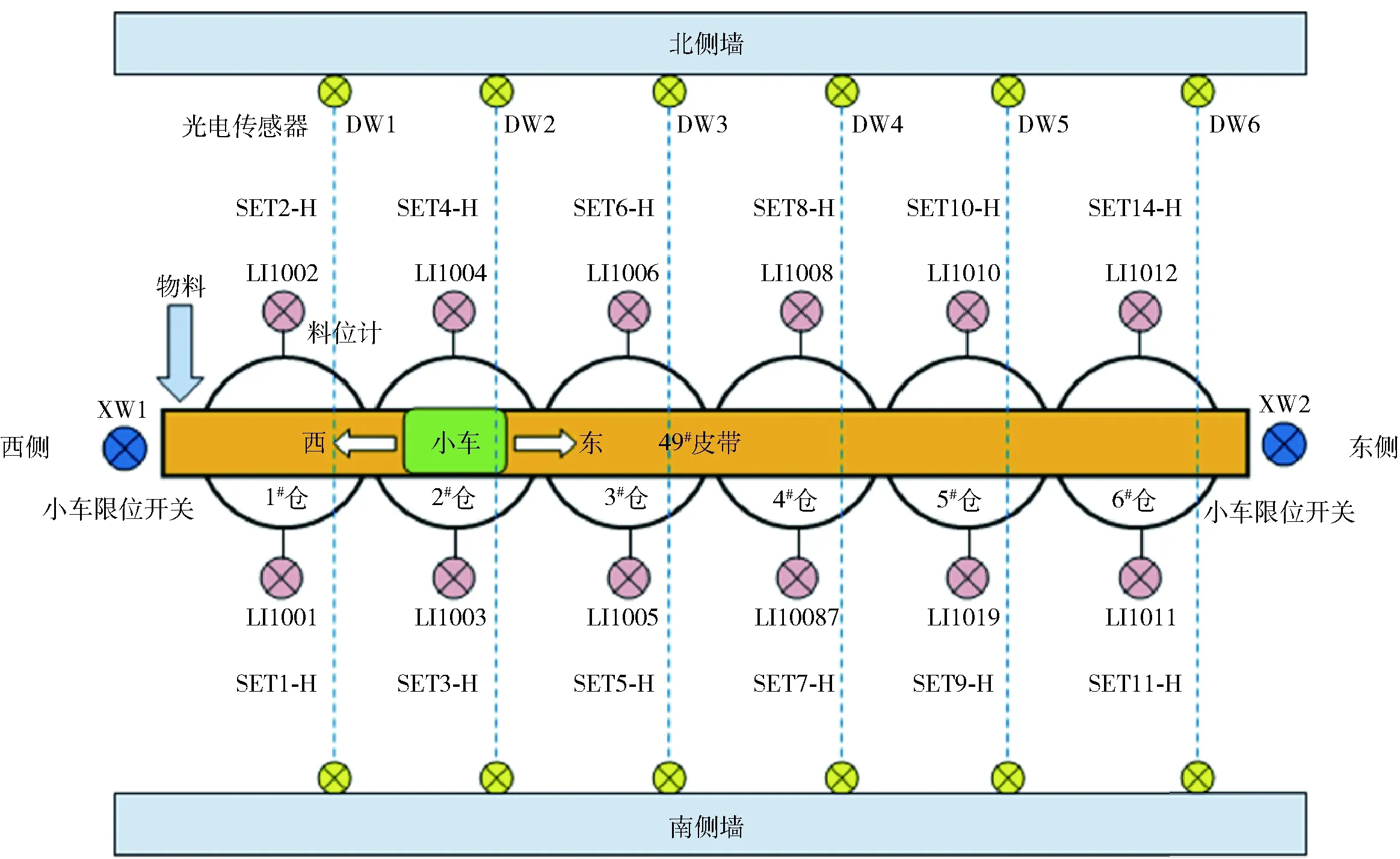
图5 49#皮带布料系统卸料控制原理图
卸料小车采用无线控制,主要设备是无线IO模块,无线IO模块A安装在卸料小车上,随小车移动,发出卸料小车的前进、后退、急停和分料控制命令(DO),接收卸料小车的前进、后退、急停、集中控制和分料挡板的状态;无线IO模块B安装在皮带西侧的墙壁上,硬线连接至控制系统相应的信号模块上,对应接收或发出无线IO模块的无线信号和控制系统命令。
通过控制系统和无线IO模块,可以实现远程对卸料小车的前进、后退、急停、分料的控制,监控小车的运行状态。同时,通过远程/本地的切换实现突发状态下对卸料小车的本地控制。此外,当皮带下料口因结块的物料堵塞时,堵料报警触发,控制系统会控制分料挡板电机,使分料挡板来回运动,挤碎结块的物料,保证皮带下料口通畅。为了实现卸料小车的安全运行,分别在小车南侧下料口、北侧下料口和分料挡板处增设无线视频,控制室的岗位人员可以参照视频进行对小车下料口的定位和监控,具体控制原理如图4所示。

图4 布料系统无线控制原理图
4.2 布料系统的卸料控制
首先在DCS工控机上设定每个仓南北两侧的高料位设定值(上位可调)和自动投入联锁按钮,布料系统卸料控制系统如图5所示。假如小车正向东行驶且分料挡板给南侧仓加料,当小车东行至2#仓限位开关时,控制系统接受到限位信号DW2,小车停止10s,在这10s内,控制系统做出以下判断:当2#仓南侧料位LI1003小于设定值SET3- H时,小车停止前进,给2#仓南侧加料;当2#仓南侧料位LI1003大于设定值SET3- H时,控制系统控制分料挡板电机,将分料挡板切换至2#仓北侧加料;当2#仓北侧料位LI1004低于设定值SET4- H,小车仍停止前进,给2#仓北侧加料;当2#仓北侧料位LI1004大于设定值SET4- H时,小车继续东行前进,停止加料。
当小车东行至3#仓限位开关时,控制系统接受到限位信号DW3,小车停止10s,在这10s内,控制系统做出以下判断:当3#仓北侧料位LI1006小于设定值SET6- H时,小车停止前进,给3#仓北侧加料;当3#仓北侧料位LI1006大于设定值SET6- H时,控制系统控制分料挡板电机,将分料挡板切换至3#仓南侧加料;当3#仓南侧料位LI1005低于设定值SET5- H,小车仍停止前进,给3#仓南侧加料;当3#仓南侧料位LI1005大于设定值SET5- H时,小车继续东行前进,停止加料。小车分别给4#、5#、6#仓自动加料,当6#仓加料完成后,小车东行500mm至东限位开关,控制系统接受到限位信号XW2,小车再向西后退,小车分别给6#、5#、4#、3#、2#、1#仓自动加料,当1#仓加料完成后,小车西行500mm至西限位开关,控制系统接受到限位信号XW1,小车再向东前进,如此依次往复循环。
4.3 控制系统配置
基于对49#皮带布料系统的控制要求和成本考虑,采用和利时DCS控制系统(SmartPro 3.1.3),其中该控制系统配备一台工控机,控制系统控制柜安装在49#皮带西侧的二楼工具间,工控机安装在49#皮带西侧的小屋内,此外控制系统接地和供电符合要求,控制系统测点见表1。
5 应用效果
实现改造项目后,49#皮带岗位可以实现现场无人值守,卸料小车自动给各料仓投料。小车依据料位高低,进行判断,对低于要求的料仓,依次前进到位后,进行加料,待料仓一侧料满后,小车分料板打向另一侧加料,依次将6个料仓加满,投料期间顺序循环投料,控制室人员通过视频监控小车运行及料位情况,对突发事件进行预判及处置,现场应用效果如图6所示。

表1 布料系统控制系统测点

图6 布料小车的现场应用图
6 结论
该布料小车的无人值守控制,通过对现场的详细分析和具体控制策略制定,实现了布料小车对布料的自动控制,不仅解决了人工控制的劳动强度大、粉尘干扰大、人工操作影响强等不利因素,同时大大提高现场的自动化水平,为后续磨矿、浮选的优化控制、专家控制等奠定了前提条件,有利于后续实现大闭环控制。
猜你喜欢
湖北农机化(2021年7期)2021-12-07
中学生天地(A版)(2021年9期)2021-10-25
核科学与工程(2021年1期)2021-03-05
科学技术创新(2020年12期)2020-06-22
中国新技术新产品(2017年22期)2017-10-30
科技视界(2016年27期)2017-03-14
科学与财富(2016年32期)2017-03-04
发明与创新·大科技(2017年1期)2017-01-14
汽车维修与保养(2015年6期)2015-04-17
初中生世界·七年级(2014年2期)2014-03-24
