
基于制造过程PONC的质量成本分析
2019-05-27 12:40何林林
质量与市场 2019年19期
■何林林
(广州医科大学)
引 言
质量是企业核心竞争力,是企业发展与生存的生命线,而企业成本则决定其利润。社会已经迈入“以用户为主”的“互联网时代”,质量成本的有效管理可显著提高企业管理系统有效性,是提高企业效益、评价管理工作的重要指标。在制造业中,通过零缺陷的制造过程实现质量成本管理,可为产品质量提供保障。减少返修、报废等不增值活动,增强企业竞争力[1]。
1 制造过程质量成本概述
1.1 质量成本与PONC概述
企业发展中,质量作为其生命线,是帮助企业得到最大利润,提高市场竞争力的基础。但是质量的提高需要追加更多的技术、人力、物力等成本为代价,抵消了质量提高带来的利润优势。如何在确保质量的同时,控制企业生产成本,已经成为了企业提高自身竞争力的重点[2]。因此,综合考虑质量与成本因素,产生了质量成本概念。
美国A.V.费根鲍姆于20世纪50年代初将质量成本概念提出,即与产品质量活动相关的劳动消耗,为提高产品质量此过程中所支付的全部有效费用,与未达成目的的损失。
通常认为质量成本中仅涉及缺陷产品,即返修、报废不合格产品的相关费用。制造过程作为产品发生缺陷的重点阶段,质量成本内部损失中比例占据较高,其经济损失原因根本在于产品质量不符合客户要求。因此,制造过程中质量成本则是与要求不符的成本(PONC),PONC即第一次将事情做错造成的财、人额外浪费,包含重新加工、退货、赶工、返修等方面。而PONC则指的是制造过程中隐性损失,如返修报废等资金投入。
企业制造过程中可对部分成本进行计算,但是隐于财务报表之外的成本却并无有效计算方法,PONC可将此问题解决,将制造中产生的隐性损失进行量化,为企业衡量成本控制提供数据支撑。
1.2 分析制造过程质量成本的意义
制造过程中,质量成本自身具有隐蔽性,财务常常忽略此部分损失。但是,制造中由于隐性的返工报废构成的成本占据销售额30%以上,企业成本控制中不符合要求成本影响较为严重,如何量化返修、报废等质量成本,提高产品质量,减少经济损失已经成为研究重点。
而在制造业中,零件制造生产规模具有小批量、多品种特点,若是加工大型零件中出现报废,企业将会损失惨重。而不同供应链中产生的质量问题,经济损失存在差异。如客户端,不仅降低利润,还会影响企业声誉;装配过程,则对设计修改等造成影响,无法依据正常交货期为客户提供产品;生产加工阶段,若是及时发现,次品尚未向下以工序流通,可有效避免售后、装配等损失产生,影响最低。而PONC质量成本分析正是对制造过程报废、返修的研究,对于质量问题及时发现并进行弥补,可控制企业质量成本[3]。并且,传统质量成本方法尽管可降低一定程度的质量成本,但对于制造过程中的隐性成本损失有所忽视,通过PONC在工序层面开展质量成本研究,分解工序目标PONC,对生产过程进行指导,可有效实现对各个工序中由于报废返修导致的PONC控制,促进企业整体经济效益的提高。
2 基于制造过程PONC的质量成本
2.1 制造过程中PONC控制原理
质量成本控制以既定质量成本目标为依据,审核计算整体质量成本形成过程中产生的费用,纠正其中偏差,保证实现成本控制目标。企业制造过中成本主要是缺陷产品与不合格产品,即报废、检验、返修等费用的投入。因此,制造过程PONC时质量成本控制的根本[4]。可采取PDCA循环思路,包含制订目标、核算、评价分析、改进质量,此四种职能相互影响联系(如图1),以质量活动为中心,依据生产计划及历史数据定制PONC目标,并分解到不同工序之中,核算有关质量活动的经济信息,通过评价分析与改进质量反作用质量活动,即调整质量策略,改进实施质量。
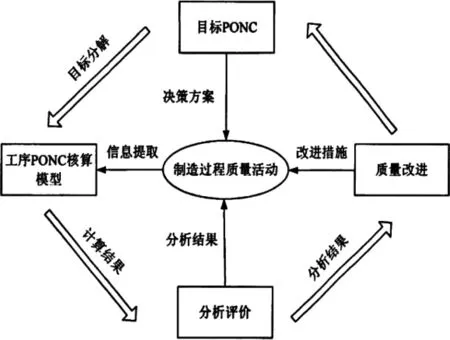
图1 制造过程PONC职能关系
2.2 目标PONC分配原则
目标PONC分配是将整体企业目标PONC逐级细化,与历史数据和实际生产情况相结合,进行企业目标PONC的制定,并依据分配原则分配至各个车间之中,而各车间参考所分配的目标PONC,依据情况进行车间目标PONC的制定,按照分配原则将目标PONC分配至零件上。零件目标PONC分配则是按照一定要求,将制定目标PONC划分到某种零件。分配零件目标时应当遵循以下原则:
(1)分配中以目标PONC值为依据,确保分配后各目标PONC之和等于被分配的总目标PONC值,并保证目标之间相互平衡与协调。
(2)综合考虑零件加工时间。
(3)考虑零件尺寸大小。
(4)考虑零件工艺长短。
(5)考虑零件对机床整体性能影响程度。
(6)考虑零件加工难易度。
企业在将整体目标PONC向各个车间分配时,需要参考上述原则,确保目标PONC分配的均衡性。
2.3 基于工序的PONC质量成本
工序目标PONC的制定时控制质量成本的基础,实际零件加工过程中,PONC的产生通常是由于零件报废损失及零件返修损失这两种。而构成返修、报废损失项目较为复杂,数据收集不易,难以将PONC量化。因此,本次主要将PONC细化至每一道加工零件过程之中,将工程逐级拆分为各个子系统,即可计算整体加工零件中可能产生的PONC总量。如图2,假设零件加工过程中,工序i的PONC生产值为Ci,则总零件加工PONC值是:
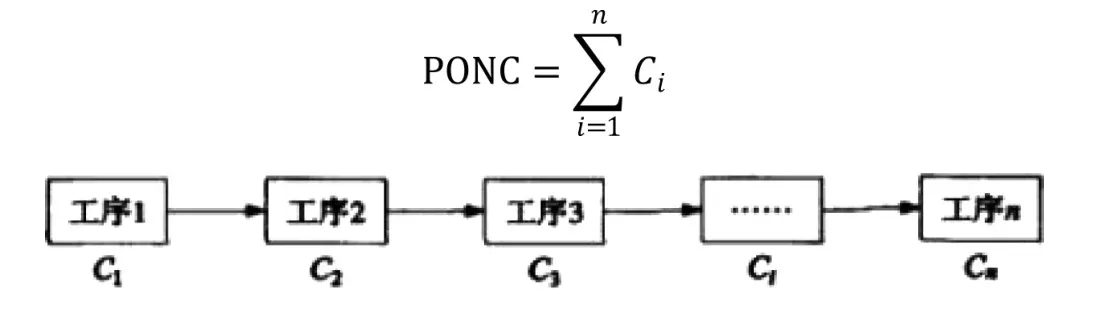
图2 工序PONC值
制造过程中,工序i中PONC值包含报废值、返修值与复检值这三部分。将不同工序看做一个系统,通过PONC核算模型细化制造过程,探讨报废、返修、复检成本的核算模型,构建整体制造过程的PONC值,即为:

(1)报废值。在制造过程中,工序上导致的报废PONC值包含原材料消耗成本、加工成本、报废零件处理成本等,可得以下计算公式:

其中,r为毛坯材料单价;P为加工报废零件成本;trj为报废零件单件处理工时;l为每工时的人工费;nrj为零件报废数量。
并且,已加工废品由于其工序不同,报废PONC值不同,如某零件需要经过12道程序加工才能成为合格品,当加工第4道与第10道时零件报废,损失存在差异性。
(2)返修值。在制造过程中,工序上由于并没有在第一次将事情做好,零件产生质量问题,可返修回用,工序此时由于返修所导致的PONC包含返修中加工成本与原材料成本,可得以下计算公式:

其中,m为返修零件单件材料费;wi为第i道工序加工成本;nrw为零件返修数量。
返修中PONC值计算相较于报废零件复杂性更高,如某零件孔尺寸超差,返修可能使用原有孔加工方式,增加尺寸,或是另外加工内套,将其压入孔中,对内套孔重新加工,达到图纸要求。因此,当一道工序产生问题时,可能返修一道甚至多道工序,时间与材料浪费较多。
(3)复检值。不合格零件在返修后,无法直接完成生产,需要对零件进行在检验,此过程中费用即为PONC复检值。工序上复检值检验费用与零件返修数量相关,可得以下计算公式:

其中,a为零件返修工序检验费;n为零件返修数量。
复检中,工序越复杂,返修零件越多,则其PONC复检值越高,损失越大。
3 制造过程PONC的质量成本控制措施
零件制造过程中,PONC工序影响因素主要有设备精度、人员意识、检测方法、工人熟练度等,加强以上几方面的控制,即可有效控制零件制造过程PONC的质量成本。
3.1 明确质量成本项目构成
依据费根鲍姆理论,质量成本主要包含质量保证成本及损失故障成本构成,质量保证成本包含预防与鉴定成本,损失故障成本则包含外部损失与内部损失。因此,基于制造过程结合企业情况,明确质量成本的内容:①预防成本。预防产品不合格,内容包含采购质量与设计质量控制费、质量改进费、质量管理费、质量教育费、质量评审费、附加费与相关工资等[5];②鉴定成本。通过检验、试验等方式鉴定产品是否与规定质量相符,此过程中支付费用,包含破坏性试验费、检验费、设备校准维护费、设备折旧费、检验人员福利费等;③外部损失。产品交付后并未达到用户满意质量损失费,即保修费、诉讼费、索赔费等;④内部损失。产品质量并未达到合理现实期望或客户要求,造成的经济损失,包含废品损失、返修损失、外购器材费用、复检费、事故损失等。
为了方便员工有效鉴别零件制造中内外损失的界限,企业可为不合格成本进行定义,即由于质量无法满足规定(不合格包含产品质量与工作质量,规定则为设计要求、合同要求、管理规章等),为组织带来的经济损失。让工作人员明确不合格产品的规定,以便工作中自觉遵守操作流程等,减少制造过程中PONC的质量成本问题。
3.2 培训一线技术人员
在制造过程中,应当依据企业的生产目标对员工进行培训,有效提高技术人员能力,尽量将零件制造中报废、返修等几率减少[6]。主要可从以下两点出发:①生产制造技能培训。技能培训以工厂现场技术人员为主,内容可分为生产制造技能类与理论类两种。技能类培训可提高员工工程技巧,对执行员、技师、技术员进行培训,包含自动机器、机械加工、电气电子等内容;而管理类培训则为监督者、骨干技师、作业主任等,内容包含管理技法、新技术、新系统等。②专业技术人员培训。培训专业技术人员主要是为了提高工作人员对企业传统产品与新产品的技术与知识方面的了解;促进其生产制造能力、开发能力的提升;拓展其视野,督促技术人员学习先进技术,如系统技术、跨学科技术等,避免产品落伍,失去机遇。企业可以部门为单位,定期举办相应的技术讲座与培训,依据不同层的培训对象制定培训内容:新员工接受基础技术培训,课程以基础技术讲座;骨干人员培训则为研究人员与一线技术人员所需内容,课程以技术专门讲座、技术进修、研究会、综合基础、学习会为主。
通过对技术人员的培训,培养其对企业的归属感,加强一线加工团队的稳定性,降低人员流动,从而有效降低人员操作不熟练对制造过程的影响,最大程度的减少质量成本。
3.3 提高加工设备精度
设备精度的提高可将零件加工精度提高,确保加工后尺寸大小、表面位置参数、几何形状等实际值与客户、合同规定相符,得到理想的设计几何参数,以便减少返修率,降低制造生产的成本[7]。
加工精度方面包括尺寸、形状、位置等。尺寸精度限制加工表面和基准间尺寸误差范围;形状精度可限制宏观加工表面的几何误差值;位置精度可限制加工表面与基准间垂直度、平行度、轴度等。若是零件存在尺寸、位置、形状等方面的差异,则需要将零件返工,不仅增加材料费用,还会浪费加工时间。因此,提高设备精度重要性不言而喻,可从以下几点出发:①减少原始误差。设备不可避免的存在一定误差,尽量将原始误差减少,可通过提高量具、夹具、工具的精度,提高加工零件机床几何精度,控制工艺系统受热变形、内应力变形等造成的测量误差;②补偿原始误差。当由于外界因素无法直接控制设备的原始误差时,可通过补偿的方式将误差对零件精度影响降低。即利用人为创造新误差,抵消或补偿无法改变的原有工艺系统误差,提高加工精度。
通过上述两种方法,可有效将制造过程中设备精度提高,从而促进零件加工精度的提高,避免出现由于设备误差造成了大面积零件返工问题,有效将制造过程中的质量成本降低。
3.4 建立信息系统
制造过程中对质量进行控制,其主要目的是提高产品质量的同时,将质量成本降低,实现最大化经济效益[8]。所以,可构建质量集成控制系统,此系统为制造过程广义质量,包含工序质量及其质量成本,主要针对不符合要求的质量成本。
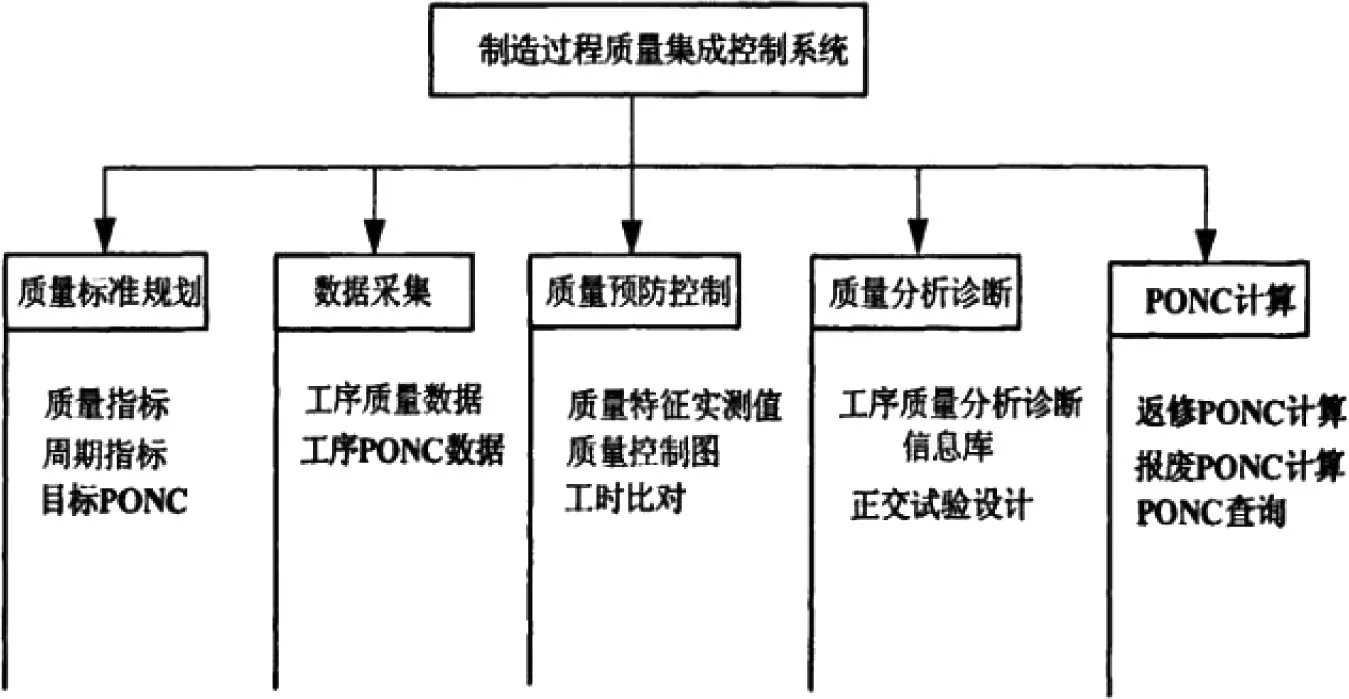
图3 制造过程PONC信息管理系统
信息系统中主要包含目标PONC管理、工序数据采集、PONC计算等模块。其中,目标PONC管理,可在数据库中添加指定的零件目标、车间目标、工序目标等填入其中,作为目标PONC标准值,加强实际PONC对比,以此实现对加工过程成本变化的判断;工序数据采集,此模块中包含工序报废与工序返修两部分数据采集。收集实际制造中功勋报废、返修数据,输入至数据库中,可计算PONC值;PONC计算;此模块依据采集信息,查询各个工序的总PONC值,与目标工序PONC值对比,寻找超标工序后对工序加以分析,可提出相应的工序改进方法。
整体流程为:登陆系统后,在数据库中输入车间目标、工序目标、零件目标等,收集制造中工序报废、返修等数据,依据零件型号、种类、名称对计算数据进行读取,选择查询条件,对工序PONC及目标PONC进行查询,若是PONC超标,则重新分析此工序的影响因素,寻找超标原因,针对性改进此工序,若是PONC未超标,则形成制造标准,为后续生产过程提供指导。
总 结
综上,合理的质量成本管理有助于企业占领市场,提高其核心竞争力。因此,对于制造过程中的各项隐性成本,应当加强管理,本文通过制定目标PONC,将其逐级细分到各项子系统中,了解制造过程易产生报废成本、返修成本、复检成本,可通过明确质量成本构成,定义企业不合格成本;培养一线员工的技术,提高员工工作熟练度;提升设备精度,减少零件加工返修率;建立信息系统,改进不合格工序,为后续生产提供指导等措施,以期为相关工作者提供参考,从而实现制造过程的质量成本管理,提高企业经济效益。
猜你喜欢
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
一重技术(2021年5期)2022-01-18
数学小灵通·3-4年级(2021年5期)2021-07-16
石材(2020年4期)2020-05-25
中学生数理化·八年级物理人教版(2019年9期)2019-11-25
建材发展导向(2019年10期)2019-08-24
中学生数理化·八年级物理人教版(2019年12期)2019-05-21
今日农业(2019年15期)2019-01-03
电子制作(2018年11期)2018-08-04
