拼混型黑色分散染料的配伍性及其染色性能
2019-05-27 07:05莫林祥
纺织学报 2019年12期
刘 越, 莫林祥, 陈 丰
(1. 绍兴文理学院 纺织服装学院, 浙江 绍兴 312000; 2. 浙江省清洁染整技术研究重点实验室, 浙江 绍兴 312000; 3. 浙江红绿蓝纺织印染有限公司, 浙江 绍兴 312030)
目前,纯涤纶纺织品染色加工大都采用分散染料高温高压工艺完成[1],其中黑色涤纶纺织品染色用黑色分散染料大都为不同分散染料按照一定的比例拼混而成[2-4],但从实际应用情况看,商品黑色分散染料因其拼混用各组分的结构及其配伍性能等原因,致使染色涤纶纺织品存在偏色、黑色深度不深[5]等不足,满足不了消费者的高端需求,同时也降低了纺织品的市场竞争力。
为克服上述弊端,在前期实验研究的基础上,本文对所挑选出的1组单偶氮类[6]中温型分散染料进行相关的拼混实验,通过色三角法拼混染色实验,获得具有染深性、色光稳定的黑色分散染料拼混组分及其拼混比例。另外,为验证拼混黑色分散染料各组分间的配伍性,对拼混后的染色织物进行剥色测色实验,探讨剥色液中各染料组分与染色用拼混染料拼混比例之间的一致性。
1 实验部分
1.1 实验仪器与材料
MS204S型电子天平、S210型pH计,梅特勒-托利多仪器(瑞士)有限公司;Datacolor600型测色配色系统,美国Datacolor公司;UF260Plus型强制对流型通用烘箱,德国MEMMERT公司;UV-2450型紫外-可见分光光度计,日本岛津公司;IR-24SM型红外线快速染色机,厦门RAPID有限公司。
实验用黑色分散染料由筛选的1组中温型分散染料:分散紫SE-E(300%)、分散蓝SE-F (300%)、分散橙SE-G (100%)按照一定比例拼混而成,各组分均为工业级,杭州福莱恩特精细化工有限公司;液黑,工业品,浙江红绿蓝纺织印染有限公司;保险粉,分析纯,天津市大茂化学试剂厂;冰醋酸,分析纯,江苏强盛功能化学股份有限公司;烧碱,分析纯,汕头市西陇化工厂有限公司;N,N-二甲基甲酰胺,分析纯,上海润捷化学试剂有限公司。实验用织物涤纶机织物,市售。
1.2 色三角法黑色分散染料的拼混实验
1.2.1 色三角的建立
实验色三角设计方案如图1所示。其中R代表分散紫SE-E,Y代表分散橙SE-G,B代表分散蓝SE-F,拼混染料总用量为3%(o.w.f),图中数字编号代表相应色三角染色样编号。用测配色仪测试染样颜色信息。根据拼混分散染料染色样品L*、a*、b*值、K/S值等颜色信息获得所需深黑色颜色配方[7-8]。
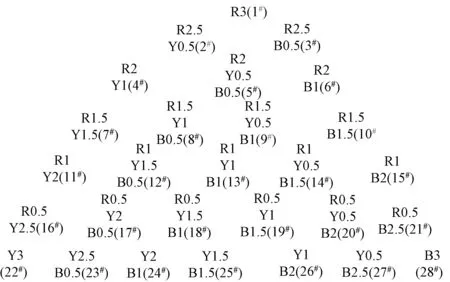
图1 色三角拼混实验方案Fig.1 Color triangle mixing experiment
1.2.2 染色工艺
织物润湿、挤干→染色(冰醋酸调整染浴pH值为4.5~5.5,浴比为1∶30,室温入染,以2 ℃/min速率升温到130 ℃,保温45 min后降温到80 ℃)→热水洗→还原清洗(保险粉质量浓度为2 g/L,烧碱质量浓度为2 g/L,浴比为1∶30,温度为80 ℃,时间为5 min)→水洗→皂洗(碳酸钠质量浓度为2 g/L,皂粉质量浓度为5 g/L,浴比为1∶30,温度为95 ℃,时间为10 min)→烘干(温度为80 ℃)
1.3 剥色法黑色拼混染料各组分配伍性实验
采用残液法可得到拼混各组分的相对上染率,但织物染色后还需要经过水洗、还原清洗等工序以洗去浮色,而还原清洗所用的还原剂有可能破坏染料结构,使其最大吸收波长发生很大的改变,上述因素会导致测试结果波动大,准确性较差,所以本文实验采用N,N-二甲基甲酰胺(DMF)剥色法测试拼混染料各组分用量[9]。
称取(0.100 0±0.000 1)g试样置于含有10 mL的DMF小试管中,在130 ℃油浴锅内保温处理 15 min, 将剥下的染液转移至100 mL容量瓶中。重复上述步骤3次,第3次时剥色液已经没有明显的颜色,最后将容量瓶用DMF定容,摇匀并用紫外-可见分光光度计测其吸光度。
根据朗伯-比尔定律,染料的吸光度具有加合性,据此可推出在不同波长下溶液的吸光度为该波长下各组分染料各自的吸光度之和[10-11],即:在λ1波长处,吸光度计算公式为
A(λ1)=A1(λ1)+A2(λ1)+A3(λ1)=
K1(λ1)C1L+K2(λ1)C2L+K3(λ1)C3L
(1)
在λ2波长处,吸光度计算公式为
A(λ2)=A1(λ2)+A2(λ2)+A3(λ2)=
K1(λ2)C1L+K2(λ2)C2L+K3(λ2)C3L
(2)
在λ3波长处,吸光度计算公式为
A(λ3)=A1(λ3)+A2(λ3)+A3(λ3)=
K1(λ3)C1L+K2(λ3)C2L+K3(λ3)C3L
(3)
式中:A为吸光度;K为摩尔吸光系数;L为光程,cm;C为染料的质量浓度,g/mL。
对于已知A、K、L值的条件下,通过联立方程即可求得溶液中各组分染料的C值,即各组分的用量。
1.4 拼混黑色分散染料的提升力实验
将拼混黑色分散染料按照所得配方进行染色以测试拼混染料的提升性能,作为对比,以企业用液黑商品分散染料在同一工艺条件下进行染色。
2 结果与讨论
2.1 色三角法黑色分散染料的拼混效果
第1次色三角拼混染色实验结果如表1所示。表中C表示CIELCH颜色空间中的彩度,同时也表示色样在a*b*色彩图形距离中心点的距离,该值越小表示颜色点在a*b*二维平面图中距离中心点越近,同样地L*值越小表示染色织物越黑[12]。

表1 第1次拼混染样测色数据Tab.1 First time mixed color measurement data
由实验数据可以看出,在第1次拼混色三角中,分散紫SE-E染得的纯涤纶织物其色光呈红蓝色,分散橙SE-G染样呈红黄色,分散蓝SE-F染样呈绿蓝色。其中编号为12#、13#、17#、18#、19#、24#、25#、26#的拼混色样,其C值都小于3.5,由此可得到在染料总用量为3%(o.w.f)时,R(分散紫SE-E)用量在0.0%~1.4%(o.w.f),Y(分散橙SE-G)用量在0.6%~2.4%(o.w.f),B(分散蓝SE-F)用量在 0.1%~2.4%(o.w.f)这个范围内变化时,会获得更黑的颜色视觉效果。据此,可进行再次拼混以获得实验所需拼混染料组合。
数据表明,第4次拼混时,染样的C值已经都小于1,且变化幅度进一步趋小。其中8#染色样在所有的染样中L*值最小为15.92,而K/S值最大,为24.74,染样视觉色泽更暗,因此,拼混染料的最佳比例可确定为8#配方,即分散紫SE-E、分散橙SE-G、分散蓝SE-F的比例为0.50∶1.85∶0.65。
2.2 拼混黑色分散染料的配伍性能
由于混合染料的吸光度具有加和性,且用量的变化对染料的吸光度亦有影响,因此,要明确同一染料不同波长、浓度下各自对应的吸光度。用紫外-可见分光光度计测试纯DMF溶剂时,分散橙SE-G、分散紫SE-E以及分散蓝SE-F的最大吸收波长λmax分别为466、565和597 nm。为计算需要,分别测试了3种染料在各自最大波长下相应的吸收标准曲线,相关线性数据如表2所示。
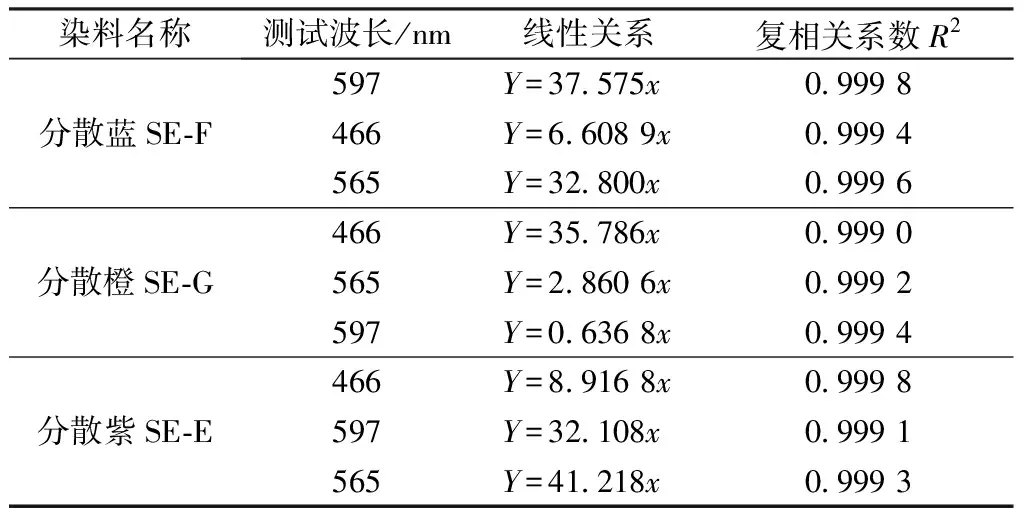
表2 3种染料在其最大波长下的吸收标准曲线及其相应线性数据Tab.2 Absorption standard curve and corresponding linear data of three dyes at its respective maximum wavelengths
注:Y为染料的吸光度;x为染料的质量浓度,g/mL。
从表2中各染料吸收标准曲线可以看出,各单组分染料的浓度与吸光度线性相关系数都在0.999以上,表明实验所得线性相关性较高。根据表中相关数据,可计算出不同染料对应条件下式(1)~(3)中的消光系数K值,其中不同波长下单一染料用量与吸光度对应关系式分别为:
1)在466 nm波长下:分散紫SE-E,AR(466 nm)=8.916 8CR;分散橙SE-G,AY(466 nm)=35.786CY;分散蓝SE-F,AB(466 nm)=6.6089CB。
2)在565 nm波长下:分散紫SE-E,AR(565 nm)=41.218CR;分散橙SE-G,AY(565 nm)=2.860 6CY;分散蓝SE-F,AB(565 nm)=32.8CB。
3)在597 nm波长下:分散紫SE-E,AR(597 nm)=32.108CR;分散橙SE-G,AY(597 nm)=0.636 8CY;分散蓝SE-F,AB(597 nm)=37.535CB。
对用量为3%(o.w.f)色三角所得配方拼混染料染色样品进行剥色后,在不同波长下测得剥色液的吸光度分别为:A466 nm=0.729;A565 nm=0.458;A597 nm=0.404。将上述数据代入方程(1)~(3)中,联立计算可得到CR:CY:CB=0.487 2∶1.798 9∶0.630 8,该比例与染色用配方各拼混组分用量比(分散紫SE-E、分散橙SE-G、分散蓝SE-F用量比为0.50∶1.85∶0.65)极为接近,考虑到实验误差,表明实验拼混染料各组分间具有良好的配伍性。
2.3 拼混黑色分散染料的提升力
对拼混实验染料进行不同用量下的染色提升力实验,以企业目前所用的商品液黑分散染料进行对比染色实验,其中液黑染色所对应工艺浓度折算为干粉状染料,经染色实验后在相同条件下的用量。实验结果如表3所示。

表3 实验拼混黑色分散染料的染色提升力Tab.3 Dyeing lifting power of experimental blending black disperse dye
对比表3实验结果可以发现,相同用量下实验拼混染料的提升力以及染色织物的明度值明显优于商品液黑,实验配方染样在8%(o.w.f)用量时明度值已经达到L*=14.62,而相同染色条件下企业目前所用的商品液黑分散染料在10%(o.w.f)用量时,染色样明度值L*=15.91,表明实验拼混黑色分散染料在较低染料浓度条件下就可达到深黑色涤纶纺织品的染色效果。
2.4 拼混黑色分散染料的染色性能
为比较实验拼混分散染料与企业用液黑商品分散染料的染色效果,将企业增深处理后的染色涤纶产品(用量为8%(o.w.f))与6%(o.w.f)用量下的实验拼混分散染料染色样品进行测色,结果如表4所示。

表4 不同黑色分散染料染色样品颜色数据Tab.4 Color data of different black disperse dyed samples
表4数据显示:8%(o.w.f)用量企业染料染色并经过增深处理的染样与6%(o.w.f)用量实验拼混染料染色样品的颜色性能接近,但明度值L*明显偏低。
对6%(o.w.f)用量实验拼混分散染料染色样品进行摩擦色牢度测试,结果如表5所示。可见,实验拼混黑色分散染料各项色牢度满足GB 18401—2010《国家纺织产品基本安全技术规范》指标要求。

表5 实验黑色分散染料染样色牢度数据Tab.5 Experimental black disperse dye staining sample color fastness data 级
3 结 论
1)N,N-二甲基甲酰胺高温剥色法实验数据表明,拼混黑色分散染料染色样品剥色液中,各组分间的用量比例与拼混染料组分间的拼混比例有较好的一致性,表明拼混实验中温型分散染料分散紫SE-E、分散蓝SE-F、分散橙SE-G具有良好的拼混配伍性,该性能确保了染色纺织品色光的稳定性。
2)实验拼混黑色分散染料各组分间的拼混比例(分散紫SE-E、分散橙SE-G与分散蓝SE-F)为0.50∶1.85∶0.65时,拼混分散染料染色涤纶样品具有比商品液黑分散染料更低的明度值和优良的提升力。
3)实验拼混分散染料染色样品的颜色性能与商品液黑分散染料无显著差异,染色样品色牢度满足国标要求。
猜你喜欢
印染助剂(2022年12期)2023-01-16
汽车工程师(2021年12期)2022-01-18
古今农业(2021年2期)2021-08-14
辽宁林业科技(2020年3期)2020-08-01
汽车电器(2019年1期)2019-03-21
小溪流(画刊)(2017年3期)2017-03-23
光谱学与光谱分析(2016年5期)2016-07-12
当代化工研究(2016年7期)2016-03-20
合成化学(2015年10期)2016-01-17
股市动态分析(2015年28期)2015-09-10