
石英半球谐振子精密加工技术探讨
2019-06-12 09:31徐志强刘建梅陈晓磊陈效真
导航与控制 2019年2期
徐志强,刘建梅,王 振,陈晓磊,陈效真
(北京航天控制仪器研究所,北京100039)
0 引言
半球谐振陀螺(Hemispherical Resonator Gyroscope,HRG)是一种高精度、高可靠性和长寿命的新型固体振动陀螺。与传统陀螺相比,半球谐振陀螺在结构上不存在高速转子和活动支承,是利用半球壳体唇缘的径向振动驻波进动效应感测基座旋转的一种哥式振动陀螺。半球谐振陀螺的零部件数量少、体积小、质量小、功耗低、精度高,具有超强稳定性和可靠性、良好的抗冲击振动性和温度性能,且其关机持续工作时间长、抗辐射能力强、具有15年以上的长期工作寿命,精度可达 0.0001(°)/h, 已在卫星、 飞行器、 导弹武器、商用飞机、舰船、战车及石油勘探等多领域中获得了成功应用,表现出了十分突出的技术优势,应用前景广阔。
1 半球谐振陀螺的国内外发展现状
美国是最早研制半球谐振陀螺的国家,代表着半球谐振陀螺的最高发展水平。1965年,第一个HRG样机在美国诞生。20世纪80年代,通用汽车公司Delco系统工作部采用熔融石英材料开发了Φ58mm的HRG-158系列,半球谐振子的品质因数超过了107,首次展示了HRG的优异性能。1996年,Northrop Grumman公司研制了Φ30mm的HRG-130Y,基于HRG-130Y的第一个空间惯性参考单元(Space Inertial Reference Unit, SIRU )发射升空(用于NEAR项目)。2002年,经过一系列结构及工艺改进,HRG-130P实现量产,零偏稳定性为0.0005(°)/h~0.001(°)/h。 2004 年, HRG-130P 成功应用于空间MESSAGER项目,多套系统累计实现了1500万小时的无故障在轨运行,任务成功率达到了100%,充分验证了HRG在空间领域应用的独特优势。基于HRG-130P技术,Northrop Grumman公司对微型半球谐振陀螺的结构进行了极大程度的简化。2012年研制出的m-HRG质量仅为113.4g,直径为 35mm, 零偏稳定性为 0.00035(°)/h。 图 1 为m-HRG系列半球谐振陀螺。

图1 Northrop Grumman公司研制的m-HRG系列半球谐振陀螺Fig.1 Hemispherical resonator gyroscopes of m-HRG series developed by Northrop Grumman
20世纪90年代,法国Sagem公司开始了针对HRG技术的研究,设计了平面电极的结构,简化了HRG的加工和装配工艺,并显著降低了成本。半球谐振子直径为20mm的REGYS-20的零偏稳定性优于 0.01(°)/h, 2005 年应用于铁锤(Hammer)空对地精确制导炸弹中,任务成功率高达99%,年产能力可达5000只。图2为REGYS-20半球谐振陀螺及惯组。

图2 Sagem公司研制的REGYS-20半球谐振陀螺及惯组Fig.2 Hemispherical resonator gyroscopes and inertia unit of REGYS-20 developed by Sagem
20世纪80年代,俄罗斯拉明斯克仪器设计制造局研制了直径为100mm的HRG。20世纪90年代,该单位又开发了直径为50mm的 HRG,该HRG 实现了随机漂移可达 0.001(°)/h~0.005(°)/h的惯性级精度,如图3所示。
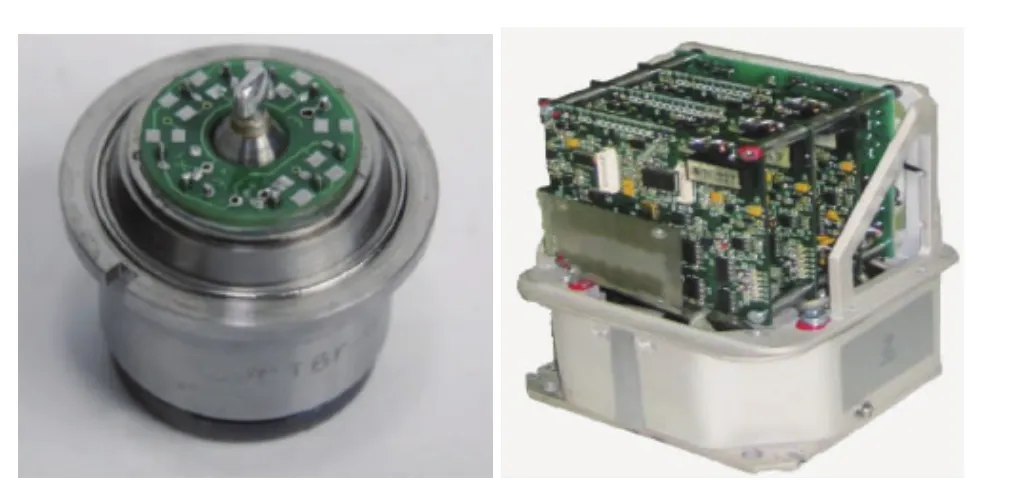
图3 俄罗斯拉明斯克仪器设计制造局研制的半球谐振陀螺及惯组Fig.3 Hemispherical resonator gyroscopes and inertia unit developed by Russia
国内针对半球谐振陀螺的研究始于20世纪80年代,北京航天控制仪器研究所、中电26所、北航、东北大学、南航等多家单位对半球谐振陀螺的理论、加工技术、信号处理等开展了相关研究工作。中电26所在2003年研制的HRG样机,其随机漂移精度优于 0.2(°)/h, 初步达到了导航级工作要求。此后,中电26所开发了直径为30mm的HRG,解决了熔融石英的精密机械加工、谐振子质量调平、球面镀膜、真空封装等关键工艺技术。半球谐振子加工内外球同心度≤0.1μm, 随机漂移优于0.03(°)/h。2013年8月,中电26所与航天科技803所联合研制的HRG惯导系统在实践九号卫星上完成搭载试验。2017年2月,该惯导系统在我国通信技术试验卫星二号上成功实现在轨应用。
随着科学技术的发展,特别是在精密加工技术、电子技术、控制技术的大力推动下,半球谐振陀螺技术取得了快速发展,并经历了结构形式由繁到简、核心零件数量由多到少、体积重量由大到小的转变。陀螺的精度和性能越来越高,制造难度和生产成本大幅降低,应用领域不断扩展,实现了卫星与航天器等的空间导航、机载惯性导航、舰船导航、陆地导航及石油地质钻探定位定向等的成功应用,市场前景广阔,发展潜力巨大。
2 半球谐振陀螺的结构分析
半球谐振陀螺的经典结构主要由半球谐振子、激励罩和敏感基座3部分组成,构件均为高品质因数的熔融石英材料经超精密加工而成。材料表面经金属化处理,并将半球谐振子、静电激励罩和敏感基座精密装配焊接在一起,密封在一个高真空的容器中,形成了一个完整而独立的角度或角速度传感器。几个经典的半球谐振陀螺的结构如图4~图6所示。

图4 Delco公司的HRG结构示意图Fig.4 Structure of HRG developed by Delco

图5 俄罗斯拉明斯克仪器设计制造局的HRG结构示意图Fig.5 Structure of HRG developed by Russia
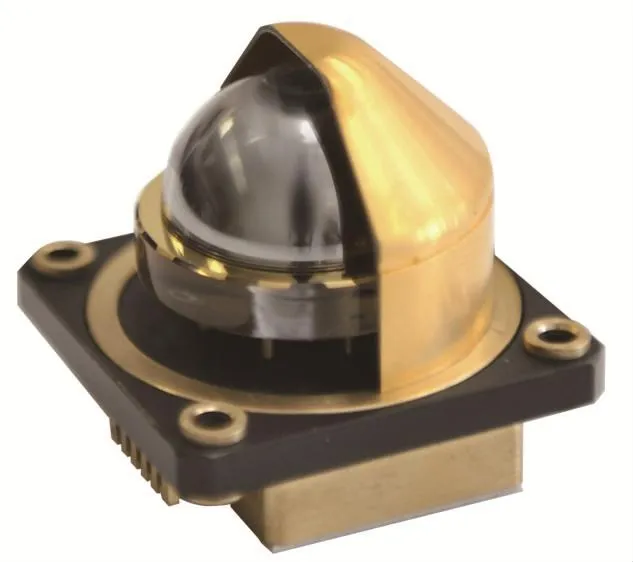
图6 Sagem公司的REGYS-20结构示意图Fig.6 Structure of REGYS-20 developed by Sagem
半球谐振陀螺发展至今,其典型结构形式主要可分为两类:三件套构型和二件套构型(球面电极、平面电极),如图7、图8所示。
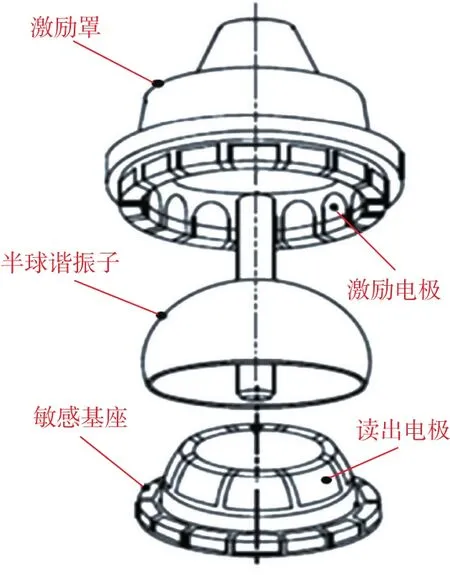
图7 三件套HRG构型Fig.7 Three-pieces structure of HRG
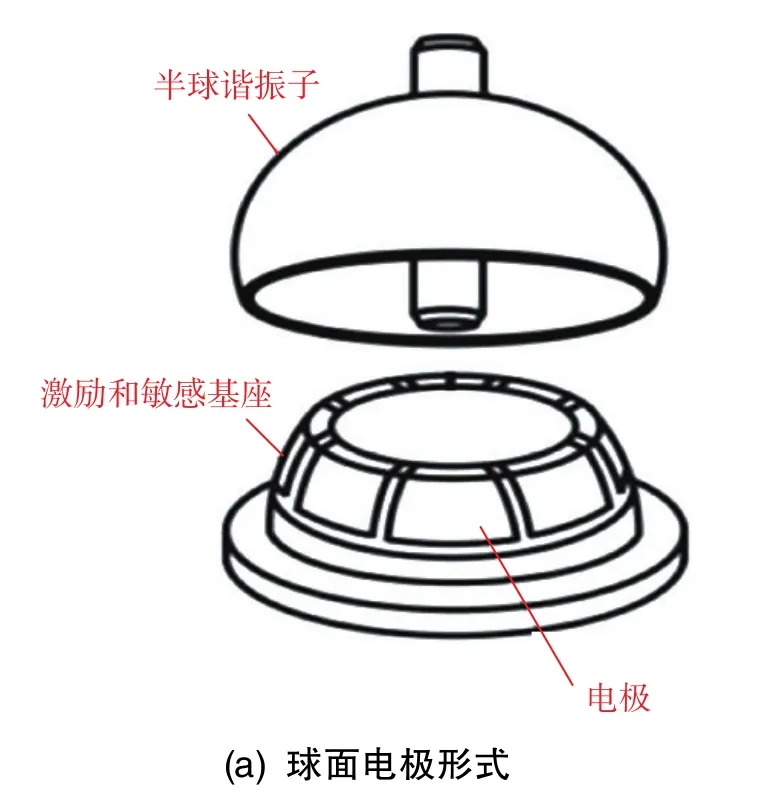

图8 二件套HRG构型Fig.8 Two-pieces structure of HRG
二件套构型是在经典三件套构型的基础上,将 “激励电极”与 “读出电极”合二为一,省去了 “激励罩”零件。此种方式虽然加大了电路与控制系统的技术难度,但将HRG的核心零件数量由3个减少为2个,简化了陀螺结构,降低了制造难度。两类HRG的结构特点如表1所示。

表1 半球谐振陀螺的结构特点Table 1 Structure characteristics of HRG
3 半球谐振子精密加工工艺
半球谐振陀螺技术上最复杂、最重要的部件是半球谐振子,它决定着陀螺的精度和性能。理想的半球谐振子应具有高品质因数、弹性物质各向同性、耗散各向同性。由于半球谐振子在制造过程中存在加工误差和表面缺陷,其密度、杨氏模量、壳体厚度等不一致,导致其品质因数和驻波对称性等出现了损失,影响了陀螺的稳定性、重复性、噪声、标定因数等关键指标。
半球谐振子的材料为高纯度熔融石英,形状为带有中心支撑杆的半球形薄壁壳体,直径通常为15mm~50mm, 壁厚为 0.3mm~1.1mm, 面形精度<0.5μm, 内外球面及支撑杆同心度<0.5μm,表面粗糙度 Ra<0.025μm,品质因数 Q值高于107。其精密制造过程包括粗磨成型、精密磨削、研磨抛光、化学腐蚀、表面镀膜、质量调平等。
半球谐振子的异形薄壳结构硬度高、脆性大,对内外球面和支撑杆的形状精度和位置精度要求高(亚微米级),制造难度很大,上述因素一直以来是制约半球谐振陀螺发展的瓶颈和难题。随着制造技术和控制技术的发展,谐振子结构的演变改善了其加工工艺性,降低了制造成本。如图9所示,半球谐振子的结构经历了由三件套到二件套的演变过程。
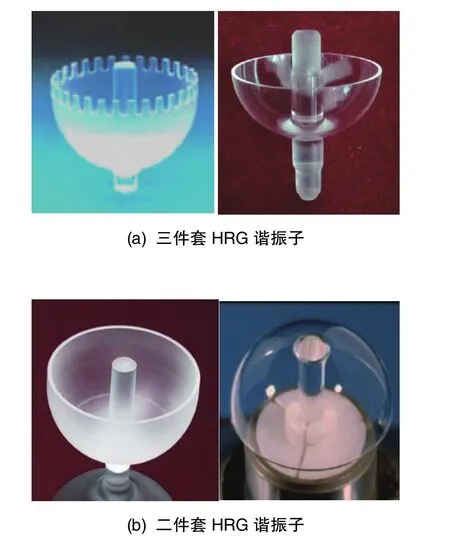
图9 半球谐振子的结构演变Fig.9 Evolution of hemispherical harmonic oscillator
3.1 粗磨成型
(1)轨迹成型法
使用电镀或固结磨料小球头金刚石砂轮,在加工中心、坐标磨床等数控机床上按照编程好的加工轨迹,砂轮以点接触磨削形式加工半球谐振子形面,如图10所示。

图10 轨迹成型法磨削加工Fig.10 Grinding based on path-forming method
近年来,超声振动辅助磨削加工技术已成为解决硬脆材料复杂结构精密加工难题的有效方法。超声振动辅助磨削加工是将超声振动施加于旋转的磨削工具上,在超声振动的高频侵蚀与空化双重作用下,使加工区的材料得以弱化,可有效抑制砂轮堵塞,显著减小磨削力和磨削温度,降低工件变形和表面损伤,实现高效率、高精度、低损伤的材料去除。与常规方法相比,超声振动辅助磨削加工的效率可提高5~10倍,加工表面质量提高30%~50%,崩边、开裂等问题大幅减少。图11为坐标磨床磨削加工,图12为超声振动辅助磨削加工。
(2)铣磨成型法
对于内外支撑杆长度缩短的半球谐振子,可采用 “范成法”进行球面铣磨加工,如图13所示。“范成法”球面铣磨加工能够在一次装夹的情况下,完成谐振子内外球、内外支撑杆、端面等各关键部位的加工,效率高,且易于保证半球谐振子对形位精度的要求。

图12 超声振动辅助磨削加工Fig.12 Assisted grinding with ultrasonic vibrating

图13 “范成法”球面铣磨加工Fig.13 Spherical milling-grinding based on generation method
3.2 精密磨削
在超精密机床上,依赖机床的运动和定位精度,使用微粉金刚石砂轮进行精密磨削加工,进一步提高了谐振子零件的尺寸精度和形位精度,减小了加工裂纹等表面缺陷,为后续研磨、抛光奠定了基础。微粉金刚石砂轮粒度低、易堵塞,关键要解决好其砂轮在位修整问题(包括砂轮整形和修锐),以降低磨削力。此外,砂轮对刀、砂轮磨损补偿对半球谐振子的加工精度也有很大影响。
北京航天控制仪器研究所在自主研制的超精密磨削机床上使用了W15碗型微粉金刚石砂轮实现了球面铣磨超精密磨削工艺,谐振子内球面加工圆度误差<0.5μm, 表面粗糙度Ra<0.04μm, 加工效率较高,实现了 “以磨代研”的加工效果。
3.3 研磨和抛光
研磨和抛光加工进一步提高了零件的尺寸精度、面形精度和一部分位置精度,降低了零件的表面粗糙度,减小了零件表面的加工损伤层。半球谐振子为 “蘑菇状”的异形复杂结构,其研磨和抛光加工的难度主要体现在:
1)中心支撑杆加工干涉影响,在支撑杆圆弧过渡处,存在研磨抛光 “死角”;
2)谐振子零件薄壁、材料硬脆,如加工作用力不当,易导致零件碎裂;
3)加工中需调头装夹和找正,高于微米级的同轴、同心等位置精度要求很难保证。
传统的研磨抛光工艺方法难以满足半球谐振子的加工精度要求,迫切需要探索具备无死角、全区域、柔性化等特点的研抛新工艺。化学机械抛光、离子束抛光、磁场辅助抛光、磁性磨粒抛光、超声波辅助抛光、剪切增稠抛光等非传统光整加工技术发展迅速,已成为复杂面型、超光滑表面等加工难题的重要解决方法。
磁流变抛光是利用磁流变液在磁场中的流变效应实现光整加工的先进工艺方法,如图14所示。在外加变化磁场的作用下,磁流变液的黏度随着磁场的增大而迅速增大。磁流变液附着在抛光轮表面形成类固体状态的缎带,并随抛光轮的转动而与工件接触,通过在相对运动中产生的剪切力对工件表面的材料进行微量去除。磁流变抛光是一种柔性抛光方法,去除函数稳定,面形误差收敛快,不会产生亚表面损伤层,加工效率高。但是,由于磁流变抛光轮的小型化设计还存在困难,其在谐振子抛光应用中还存在着诸多难题。磁流变抛光应用了磁性流体的磁性磨粒抛光技术,抛光工具头选用永磁材料,不受工件外形尺寸的限制。哈尔滨工业大学研究开展的永磁小球头磁流变研抛技术,使半球谐振子加工表面的粗糙度Ra≤0.02μm。

图14 永磁小球头磁流变研抛加工Fig.14 Magnetorheological polishing with small permanent magnet ball head
3.4 化学腐蚀
谐振子在经过粗磨成型、精密磨削、研磨抛光等机械加工处理后,其表面仍然存在着一定深度的加工变质层,这一变质层对谐振子的品质因数、表面镀膜和频率裂解等均产生了严重影响。
谐振子为高纯度石英材料,采用氢氟酸溶液化学腐蚀方法能够有效消除谐振子加工表面的损伤层。石英材料与氢氟酸的化学作用可表示为

式中,n为聚硅酸的聚合度。
酸洗产物(不同聚合度的多硅酸)会吸附在零件表面,阻碍酸洗液与表面材料的相互作用,导致腐蚀过程不均匀,破坏零件的表面粗糙度。在加工过程中,使用强无机酸可去除酸洗产物,保持氢氟酸溶液的性能。
石英材料的氢氟酸化学腐蚀过程十分复杂,材料的溶解程度与表层去除深度不仅与氢氟酸溶液的浓度、温度、加工时间有关,还与谐振子的材料成份、机械加工表面质量、循环化学处理方法等密切相关。研究自动化的化学腐蚀加工装置,优化工艺参数,对保证谐振子化学腐蚀加工的表面均匀性、提升加工质量具有重要意义。图15为国外应用的谐振子化学腐蚀自动化加工装备。

图15 半球谐振子化学腐蚀自动化加工装备Fig.15 Automation equipment of hemispherical harmonic oscillator chemical corrosion
3.5 质量调平
虽然半球谐振子经过了一系列的精密加工,但受加工误差、材料不均匀性等因素的影响,其与理想状态的谐振子仍然存在着偏差,谐振子在周向不同方位上的几何尺寸、材料密度、质量、弹性模量、品质因数等产生的不对称性导致了谐振子的谐振频率差异。高精度半球谐振陀螺要求谐振子的频率差应小于0.01Hz,质量分布不平衡差异小于0.1mg。谐振频率差异(频率裂解)的大小决定着半球谐振陀螺的精度,其关系如图16所示。
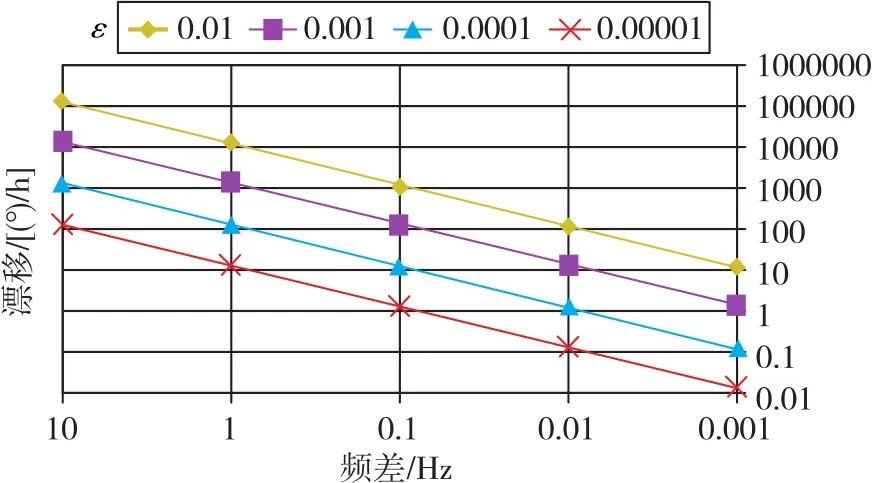
图16 陀螺稳定性与谐振子频差的关系Fig.16 Relationship between gyroscope stability and frequency difference
为修正频差,需通过调平工艺去除和修正谐振子的表面质量分布,补偿谐振子球壳圆周上的各向异性,使谐振子尽量达到理想的状态。谐振子的质量调平工艺目前主要有:机械去重调平、化学腐蚀调平、激光去重调平和离子束刻蚀调平等。
离子束刻蚀调平方法为原子量级的无应力去除,调平精度高,对材料表面和深层结构的影响小,目前在谐振子质量调平中应用较为普遍。飞秒激光作为超快激光的典型代表,具有超短的脉冲宽度,脉冲宽度为几飞秒到几百飞秒(1fs=1×10-15s);飞秒激光具有极高的峰值功率,峰值功率可达109量级。在物镜聚焦后,可轻松实现1017W/cm2的功率密度。飞秒激光加工无需真空环境,极易与数控系统配合,工艺简单,加工质量高,且材料加工的可适性强,可加工材料包括了聚合物、金属、半导体、石英、金刚石等几乎所有材料。飞秒激光脉冲宽度极短,在对材料进行烧蚀加工时的热影响区非常小,可以实现冷加工。作为一种高精度的加工手段,飞秒激光在微光学元件的制造中越来越重要。
3.6 表面镀膜
半球谐振子表面需要进行金属化处理制成电极,形成激励电容施加静电控制,以及读出电容检测谐振子的振动波形。谐振子镀膜技术的关键在于确保膜层的均匀性(优于3%)和石英谐振子的品质因数Q值,以降低膜层残余应力,满足膜层电阻率等的要求。一般采用磁控溅射等工艺方法,镀铬膜和金膜。
4 结论
半球谐振陀螺技术优势明显,应用前景广阔,我国现已进入实际应用阶段,但与国外差距还很大,应把握惯性技术发展机遇,下大力气加速其发展。针对研制中的瓶颈和难题——石英半球谐振子,今后需重点研究高效精密与超精密磨削加工技术、新型柔性研抛技术、高精度质量调平技术等精密与超精密加工工艺方法,研制开发相关精密工艺装备,提高石英半球谐振子的加工精度,提升效率,降低成本,形成批量化生产制造能力,满足航空、航天、航海等多领域工程应用的迫切需求。
猜你喜欢
电工技术学报(2022年20期)2022-10-29
北京航空航天大学学报(2022年6期)2022-07-02
中国典型病例大全(2022年12期)2022-05-13
小学生学习指导(低年级)(2019年10期)2019-10-16
电子制作(2019年7期)2019-04-25
学生天地(2019年6期)2019-03-07
快乐语文(2018年36期)2018-03-12
卷宗(2017年1期)2017-03-17
故事作文·高年级(2016年6期)2016-06-21
中学物理·高中(2016年4期)2016-05-11
