考虑前后刀面及刃钝圆摩擦的铣削力模型
2019-07-04 10:24张强,卓旭
兵器装备工程学报 2019年5期
张 强,卓 旭
(中国兵器装备集团兵器装备研究所, 北京 102202)
为了准确地预测直角铣削力,提高工艺制定效率,减小或消除试切工作,合理选取工艺参数,需要研究直角铣削机理,进而建立精确的铣削力计算模型[1]。虽然国内外学者对切削力做了大量研究,但缺乏对切削过程中,刀具与工件摩擦对切削力的影响进行深入分析,导致切削力计算准确性不足。
很多学者建立了多种金属切削的物理模型,提出了一些简单的方法来描述材料切削机理并预测切削力。可将这些模型分为两大类:力-热耦合剪切切削模型[2]和滑移线场解析模型[3,4]。力-热耦合剪切模型,是通过描述塑性变形区的剪切流动建立模型,并利用材料本构关系方程求出塑性变形区的应力分布,进而求出切削力。模型只考虑主剪切塑性变形区的受力情况。滑移线场解析模型是根据平面塑性应变特点,研究切削力沿滑移线上的变化规律,进而求出整个变形区域的应力分布,从而求出整个切削力。这两类方法均以工件为受力分析对象,忽略了工件与刀具之间摩擦力对切削力的影响。
直角铣削力预测模型,主要考虑了两种切削力来源,它们分别是:被加工材料塑性剪切变形时产生的切削成形力;后刀面及刀刃圆弧与已加工面的摩擦力即犁耕力。切削成形力指被加工材料变形区剪切滑移运动的作用力,而犁耕力是指工件与刀刃圆弧之间进行摩擦挤压和工件与后刀面之间摩擦挤压所产生的作用力。
本文以直角铣削刀为受力研究对象,考虑了后刀面摩擦区、切削刃钝圆区、刀具前刀面摩擦区的接触特性,并分析了刀具接触区的应力分布状态,进而预测切削力。在验证模型准确性的基础上,研究了切削力随着刀具角度和切削参数的变化规律,为工艺参数的选取提供理论支持。
1 直角铣削力模型
刀具与工件之间的摩擦力不仅与材料有关,而且还与接触的法向应力、相对滑动速度、表面粗糙度、温度等因素有关。切削过程中,这些因素都是非均匀分布的,定常摩擦因数无法准确描述接触面的摩擦状态。摩擦区域的摩擦因数分布情况可由经验公式[5]确定,如式(1)所示。此经验公式基于黏着摩擦理论建立,摩擦因数与接触正应力和滑移速度相关。
(1)

如图1为考虑刀具后刀面摩擦和切削刃钝圆的切削分析模型[6],其中α0为刀具后角,θ为刀具前角,re为刀刃的钝圆半径,lVB为后刀面磨损量,s为切削深度,AB是主剪切面,CDEF围成的区域是主剪切区。
图1 切削分析模型
考虑切削刃钝圆,将存在分流点[7-9]。被切材料在分流点处沿两个相反方向流动,在该点处金属的摩擦力为0,流动速率0,且在该点处工件材料向上滑移变为切屑,切屑与前刀面的摩擦区域形成前刀面摩擦区;工件材料向下滑移挤压刀具后刀面形成后刀面摩擦区。在后刀面摩擦区,工件受到刀具的接触压力和摩擦力,并且发生塑性变形成为已加工表面。因此,要建立更准确的直角铣削力模型就不能忽略工件在刃钝圆和后刀面摩擦区域的摩擦挤压现象。
图2为3个接触区域接触应力分布图。前刀面摩擦区,前刀面与切屑接触并在切削层发生剪切变形,此区域可分成黏结区、过渡区和滑移区。σn1(x1)和τf1(x1)分别是前刀面的法向接触应力和切向接触应力分布沿刀具的幅值线。x1=0处为前刀面与切削刃圆弧交界点位置;σn2(α)和τf2(α)分别为切削刃圆弧区,法向接触应力及切向接触应力分布曲线。刀具在x1=0和x3=0的两个边界点处受到的接触应力相等。由于分流点的存在,切向接触应力在分流点为0,且在该点金属流向相反。在整个后刀面摩擦区域表现为滑移摩擦接触。σn3=(x3)和τf3=(x3)分别是后刀面受到的法向接触应力和切向接触应力,x3=0是后刀面与切削刃圆弧的交界点,x3=lVB是后刀面法向接触应力等于工件材料屈服应力的位置。对于刀具,沿切削方向的切削力分量为Fe,垂直于切削方向的切削力分量为Ft,其求解公式分别为:
Fe=Fn1e+Fn1e+Fn2c+Ff2c+Fn3c+Ff3c
(2)
Ft=Fn1t+Ff1t+Fn2t+Ff2t+Fn3t+Ff3t
(3)
其中:Fn1c、Fn2c、Fn3c分别是3个摩擦区域的法向接触应力沿切削方向的投影分量;Ff1c、Ff2c、Ff3c分别是3个摩擦区域的法向接触应力分别沿垂直于切削方向的投影分量;Fn1t、Fn2t、Fn3t分别是3个摩擦区域的切向接触应力沿切削方向的投影分量;Ff1t、Ff2t、Ff3t分别是3个摩擦区域的切向接触应力分别沿垂直于切削方向的投影分量。
图2 3个接触区域的接触应力分布
1.1 前刀面摩擦区域切削力模型
Zhang等[10]将前刀面分为3个摩擦区域,并建立了前刀面切屑流动模型,计算出前刀面的最大正压力σ1max和前刀面的滑移速率分布ve(x1)。
前刀面的接触应力分布如图3所示,假设法向接触应力为多项式分布,其分布函数为:
σn1(x1)=σ1max(1-x1/le)ξ
(4)
前刀面的局部摩擦因数μ(x1)和切向接触应力τf1(x1)分别表示如式(5)和(6):
(5)

(6)


图3 前刀面的接触应力分布图
(7)

(8)
已知刀具前角θ,将得到的前刀面上法向压力、切向摩擦力沿刀具切削方向进行分解,得到前刀面沿切削方向和垂直于切削方向的力分量,如式(9)所示:
(9)
1.2 刃钝圆摩擦区域切削力模型
切削刃圆弧摩擦区域是介于前、后刀面两个平面摩擦区域之间的圆弧摩擦区域,其接触应力在横截面上的分布如图4所示。假设圆弧摩擦区域的接触应力呈线性变化,则法向接触接触应力从α=-θ时的σ1max逐渐变化到α=π/2的σ3max,该摩擦区域的法向接触应力分布可以写为式(10),该区域接触应力从α=-θ时的τ1max逐渐变化到α=π/2的τ3max。在该区域,切屑和工件相对于刀尖运动方向相反,故在接近刀具后刀面的切向接触应力为负值。切向接触应力在变化过程中,存在一点α=αs,此处切向接触应力为0,则该点即为分流点。接触应力在切向上的分布函数可写成式(11)。
(10)
(11)

(12)
(13)

图4 圆弧摩擦区域的接触应力分布
1.3 后刀面摩擦区域切削力模型
如图1所示,后刀面摩擦区域是指被削去金属层后的工件与刀具后刀面平坦面接触的接触区域。Waldorf认为后刀面摩擦区域和前刀面摩擦区域一样,都存在塑性摩擦和弹性摩擦。在靠近刀具切削刃的接触区域,材料将会发生塑性流动。后刀面摩擦区域接触应力分布示意图如图5所示。根据Waldorf的分析,法向接触应力的分布函数可表示为式(14),其中最大正应力σ3max可由滑移线场模型得到,如式(15)所示。
σn3(x3)=σ3max(1-x3/lVB)ξ
(14)

(15)
在后刀面摩擦区域,主剪切平面塑性变形厚度远小于塑性变形长度,所以式中的ηp和ρ近似地取为0。
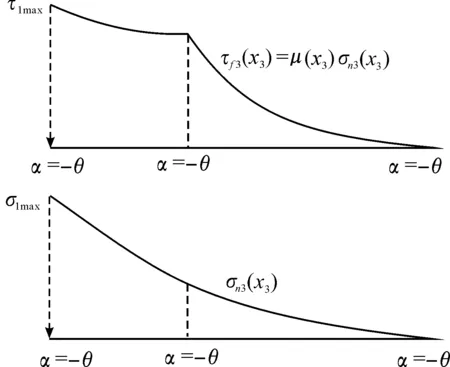
图5 后刀面摩擦区域接触应力分布
假设在整个接触区域的相对滑移速率与工件的切削速度v0相同,则后刀面的摩擦因数可表达为式(16):
(16)
其中:x3=lVB,为后刀面上接触法向应力等于被切削材料的屈服应力点。将法向和切向应力按分布情况在x3∈「0,lVB⎤范围内进行积分,便可以得到后刀面摩擦区域沿切削方向和垂直于切削方向的切削力分量。切削力分量可由式(17)表示。
(17)
当分别得到三个摩擦区域切削力沿切削方向和垂直于切削方向分量后,就可计算出在直角切削过程中,刀具受到的切削力。
2 直角铣削实验验证
实验机床使用德玛吉VL500型数控铣削加工中心进行测试,切削力采用Maxwell的FK3D160三维测力仪进行测量。选用20Cr2Ni4钢板作为被切削工件。实验现场如图6所示。
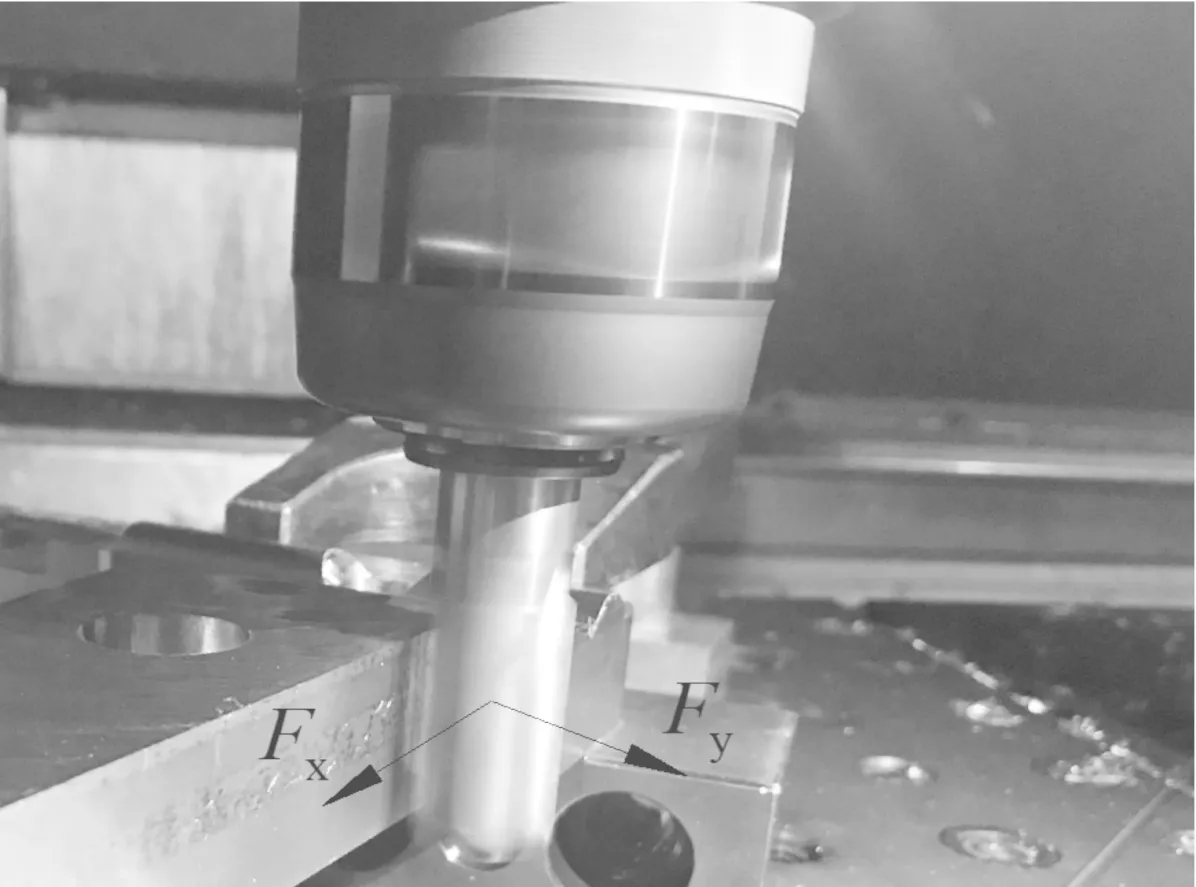
图6 直角铣削实验现场
选取不同的切削前角、切削速度和切削深度作为对照。实验对照组的具体参数情况和切削力如表1所示。其中,刀刃圆弧半径约为0.025 mm。

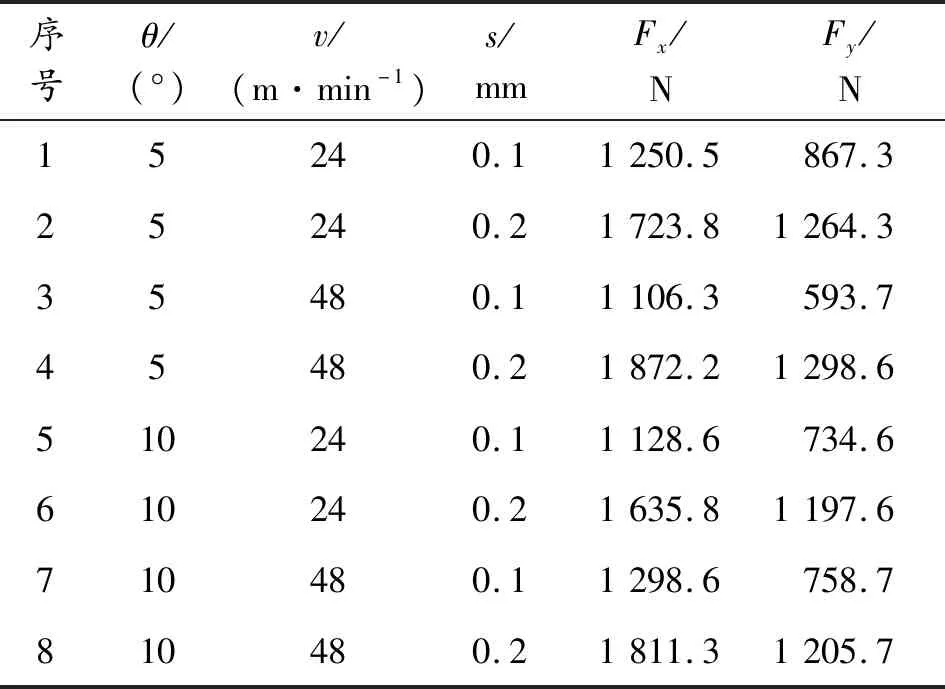
表1 实验对照组参数及实验切削力
图7为实际测量的切削力与模型计算的切削力对比图。模型计算的切削力误差均在6%以内,切削实验验证了模型计算的准确性。
3 工艺参数对切削力的影响分析
切削力随着切削工艺参数的变化而变化。切削工艺参数包括切削速度、切削深度和刀具前角。图8~图10分别显示切削力随着切削速度、铣刀刀具前角和切深的变化规律。图8中,铣削力随着铣削速度的增加而减小,这是因为随着切削速度的提高铣刀前刀面和后刀面的摩擦因数降低,且较大的铣削速度导致工件剪切区塑性变形量加剧,温度升高,工件出现热软化效应,铣削过程中阻力减弱。铣削力随着刀具前角的增加而减小,这是因为当前角增加时切屑沿前刀面的流动速度增加,前刀面与切削摩擦力降低,同时增大前角会减弱主剪切区域的塑性变形,从而导致铣削力降低。随着铣削深度的增加,切削力增大显著,这是因为切削深度增大直接导致切削横截面积增大,导致主剪切区域弹塑性变形力增大,同时铣刀-屑之间的接触长度也随之增加。综合三个方面的工艺参数,发现铣削深度对铣削力的大小影响最大,它是铣削力大小的决定因素。因此,在直角铣削过程中,合理选择铣削深度显得尤为重要。
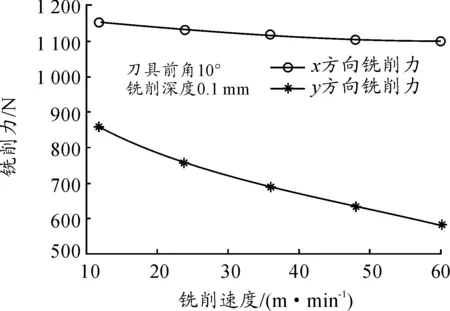
图8 铣削速度与铣削力的关系
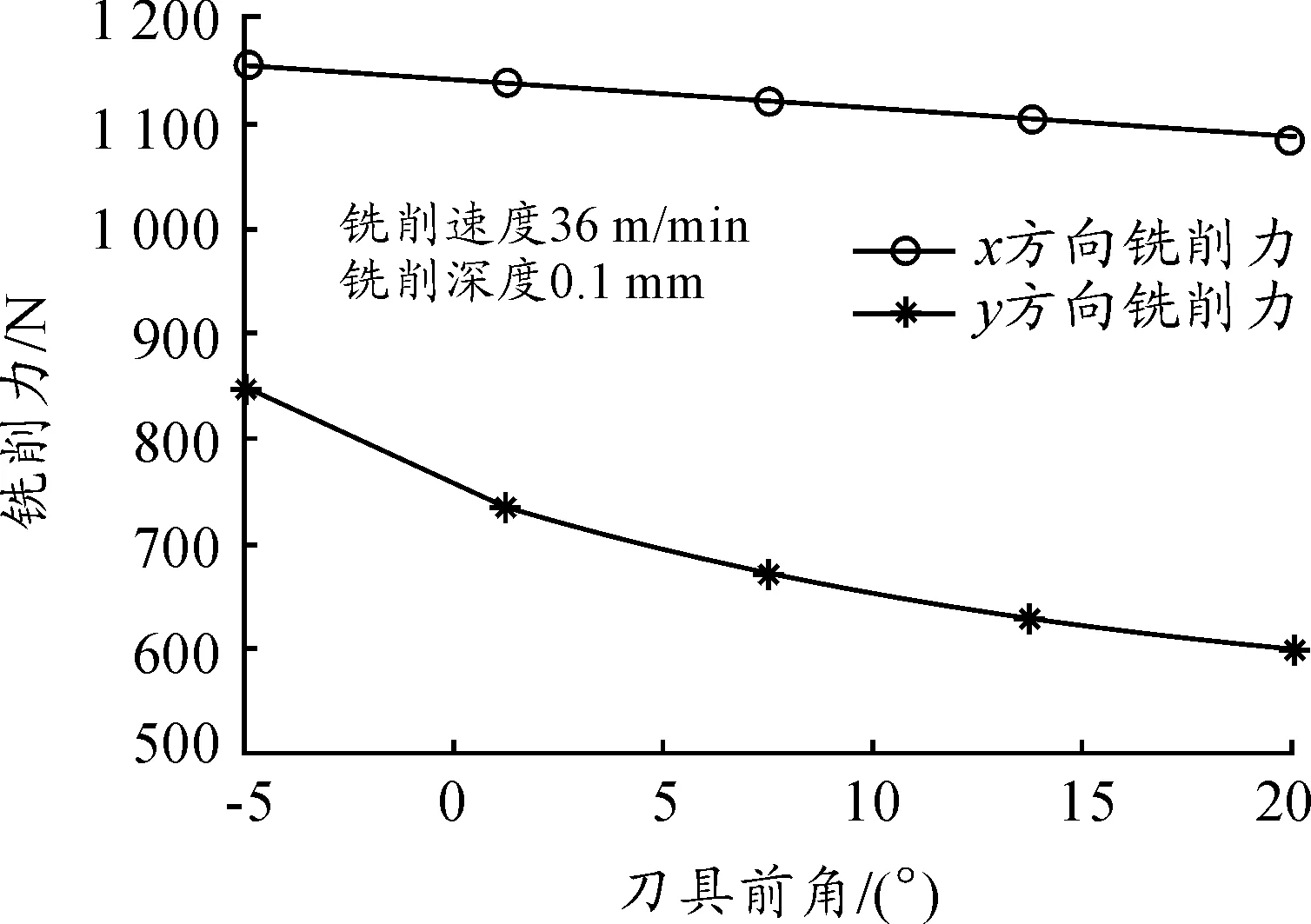
图9 刀具前角与铣削力的关系

图10 铣削深度与铣削力的关系
4 结论
在分析直角铣削机理的基础上,以刀具为受力分析研究对象,充分考虑摩擦对铣削力的影响,分别建立刀刃前刀面、刃钝圆区和后刀面摩擦区域的力模型,进而建立了直角铣削力预测模型。通过试验切削验证了模型的准确性。该模型不仅能得到准确的直角铣削力,而且能得到三个接触区域的应力分布情况。本文不仅对加工工艺的参数提供选择依据,而且对刀具的磨损研究提供支持。
猜你喜欢
工具技术(2022年8期)2022-10-13
东方汽轮机(2022年1期)2022-04-13
大连交通大学学报(2022年1期)2022-02-19
电脑报(2021年25期)2021-08-27
北京交通大学学报(2019年4期)2019-10-17
小学生学习指导(低年级)(2019年9期)2019-09-25
北京理工大学学报(2019年1期)2019-02-22
内蒙古教育·科研版(2018年6期)2018-09-13
读写算·小学低年级(2015年9期)2015-09-18
数学大世界·小学低年级辅导版(2010年12期)2010-11-27