连退线退火炉炉辊结瘤分析与对策
2019-07-29 02:00常树林范红妹王立朋
中国金属通报 2019年4期
常树林,范红妹,李 鑫,王立朋
(首钢京唐钢铁联合有限责任公司冷轧作业部,河北 唐山 063200)
国内钢厂某连退线退火炉是由法国斯坦因公司设计的立式退火炉,用于0.3-2.5mm*750-1580mm带钢的退火处理,加热温度730-870℃。自投产以来带钢表面质量较好,2010年2月带钢表面边部出现了麻点质量缺陷,通过检修发现退火炉均热段、缓冷段、快冷段炉辊大面积结瘤,该结瘤直接复制到了带钢表面形成了麻点。
1 麻点形貌
麻点是由于异物硌伤造成的,因此麻点是呈凹陷、圆滑的界面形貌,且为上宽下窄,宽度为约22um左右,平行于生产线的轧制方向,随着带钢的生产方向呈彗星状。见图1。
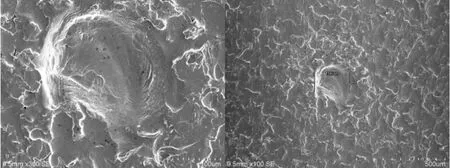
图1 带钢表面麻点形貌
2 炉辊表面结瘤情况
通过对炉辊表面情况检查发现均热段、缓冷段和快冷段炉辊都存在结瘤现象,且均热段炉辊结瘤比较严重。炉辊结瘤见图2。

图2 炉辊结瘤形貌
3 炉辊结瘤形成机理
炉辊结瘤主要有两种机制:一种是高温时,带钢和辊子在相互滑动下,发生机械摩擦作业,带钢表面的氧化物、铁屑等在辊子表面还原和粘结聚集形成的;另一种机制是由于辊子本身磨损氧化,辊子表面的氧化物附着聚集形成的。无论那一种结瘤机制,都经历了形成瘤核和聚集长大两个过程。聚集长大是一个层层累积的过程,因此表现在瘤状物的形貌上就出现了可以层层剥离的想象。当形成的瘤状物与辊面发生轻微的熔融、扩散和合金化后,部分瘤状物牢固粘附于辊面成为划伤和麻点的危害物,即前述的麻点缺陷。
影响因素:由带钢或环境带入到炉辊上的异物金属(结瘤原料)越多,炉辊越容易结瘤;炉内气氛还原性越强,炉辊越容易结瘤;炉内温度越高,炉辊越容易结瘤;炉辊涂层的抗结瘤性能越差,炉辊越容易结瘤。
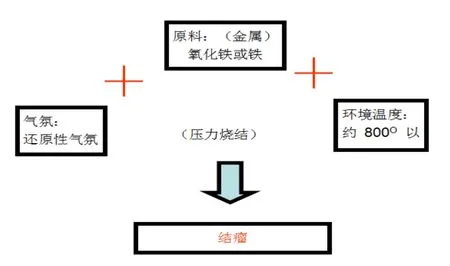
图3 炉辊结瘤成因图
4 炉辊结瘤成分和成因分析
通过对结瘤物取样能谱成分分析,结果发现结瘤的主要成分有Si,Al,Mn,Na,Cr,O元素,Si可能的来源有清洗段的碱液和消泡剂、带钢成分、氮气、氢气、大气、耐材;Al元素可能的来源有涂层成分、带钢成分、耐材、氢气;Mn元素可能的来源有带钢成分和氮气;Na元素可能的来源有消泡剂和碱液、大气、氢气和氮气;Cr元素可能的来源有涂层、炉辊、内衬板等炉内附件、带钢成分、氮气和氢气。由此可见,控制结瘤的主要办法就是截断这六种元素的来源。
5 控制与减少结瘤的改进措施
5.1 机械方面措施
5.1.1 炉辊更换和设计变更
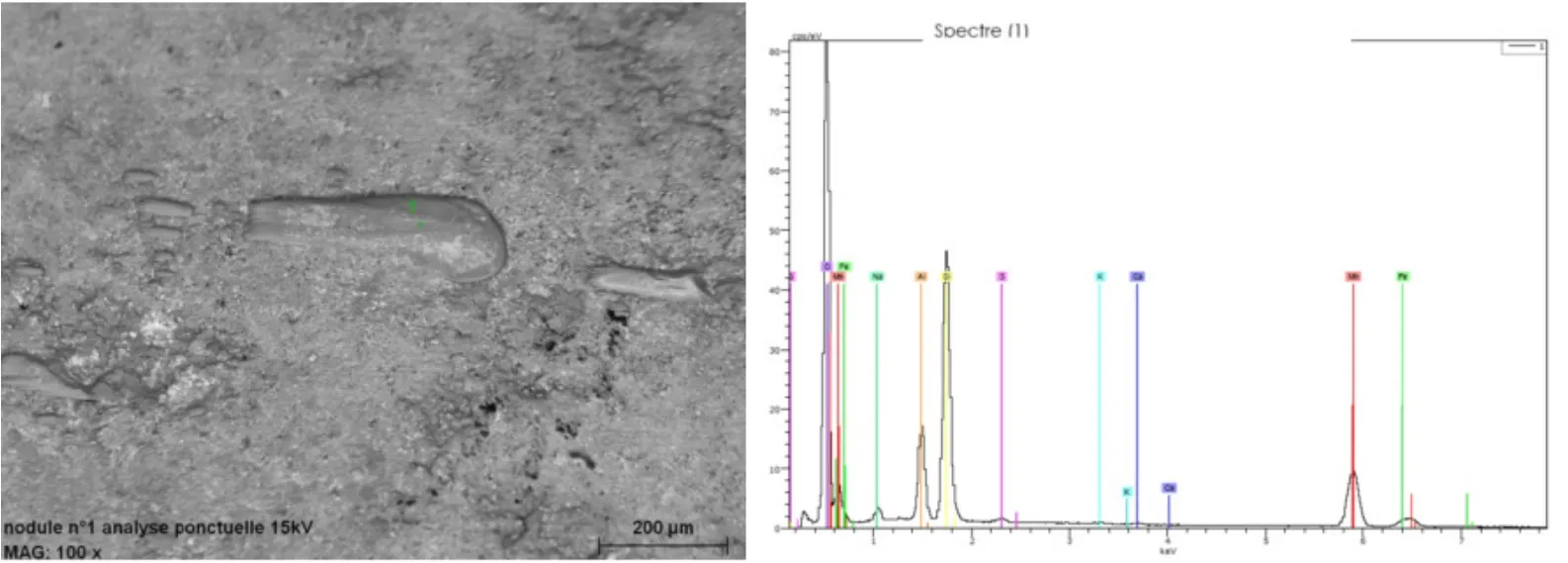
图4 1#试样光学显微照片和能谱分析

图5 2#试样光学显微照片和能谱分析
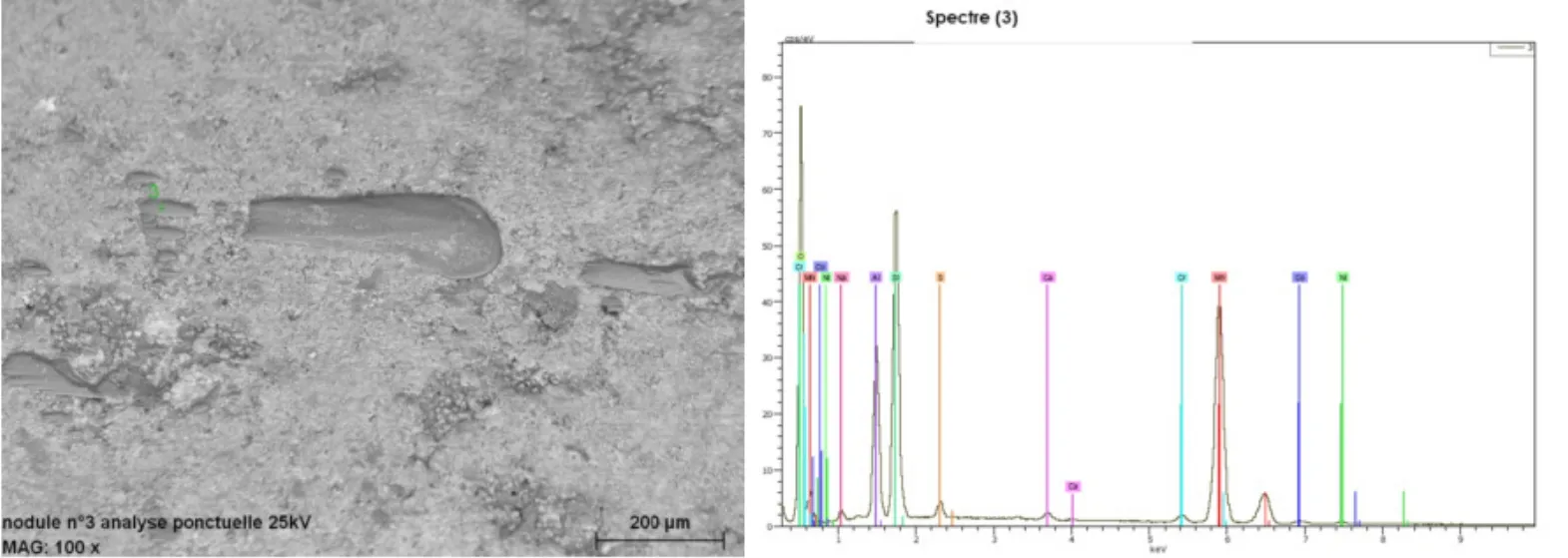
图6 3#试样光学显微照片和能谱分析

图7 4#试样光学显微照片和能谱分析
加热段更换炉辊辊面的粗糙度由原设计的Ra1.5-2μm提高到Ra4-5μm,主要是因为冷硬卷在被加热到退火温度之前强度很高容易和炉辊产生打滑,为结瘤提供原料,因此通过改善炉辊粗糙度来消除炉辊和带钢之间的打滑。均热段炉辊辊面的粗糙度由原设计全辊面的Ra1.5-2μm,变更为辊型部位粗糙度提到到Ra4-5μm,边部Ra≤0.8μm。
主要是因为粗糙度越大越是容易形成结瘤,而粗糙越小越容易跑偏,由于结瘤严重部位在炉辊的边部,因此我们降低了炉辊边部的粗糙度。将均热段炉辊涂层原设计的LCO17改变为更加具有抗结瘤能力的LCO56。
5.1.2 清理炉膛并打磨炉辊
在多次的开炉检修期间发现在炉墙和炉底都有很多的杂质,因此多次聘请专业队伍对整个退火炉进行了清理,对均热段和缓冷段结瘤的炉辊进行了油石和金刚砂打磨处理。
5.1.3 炉区气氛控制检测处理炉区漏点
根据经验炉内O2含量一般控制在30-50ppm以下,如果炉内O2含量长期偏高将对炉衬钢板产生氧化,严重氧化将产生“掉皮”,成为“结瘤”的原料,也严重影响带钢的表面质量。为了严格控制炉内的O2含量,全炉漏点检查于2010年4月22日聘请专家对整个炉区进行了泄漏点检测,对发现的漏点我们利用停车检修逐一封堵。
机械专业还进行了辐射管泄漏的检查、电机标高校准和联轴器检查更换、炉辊操作侧润滑脂泄漏控制、提高氮氢气洁净度方案、分析过滤网成分和清理氮气过滤器等措施。

表1 1、2、3、4#试样能谱成分
5.2 电气方面改进措施
炉辊速度和转矩波动分析:在PDA中将炉区所有辊子的速度和转矩值加入监控。通过观察PDA记录的数据,编制不同规格带钢的各个炉辊的速度、转矩波动情况,找出其中存在上述问题的辊子,在下次生产同样规格的带钢时改变该辊子所在区域前后的张力设定。同时,通过该表格也可以查出存在速度和转矩周期性波动的辊子,针对每个辊子的具体情况进行处理,消除周期性波动。
电气专业还进行了张力和速度控制优化、重新校准炉辊的附加摩擦转矩补偿值、将带钢自重加到炉辊转动惯量补偿内、厚带钢启车时炉区张力控制优化、优化变规格时炉内的张力控制和增加炉辊测速编码器等措施。
5.3 工艺方面改进措施
5.3.1 带钢表面清洁度的检查和控制
严格控制带钢进炉的清洗质量,严禁带钢清洗不干净将杂物带入炉内造成结瘤,进一步加强清洗段的管理,提高带钢表面的清洁度。从设备运行状况到工艺操作各方面都加强了管理,制定了专门的措施,目前带钢表面反射率达到90%以上,下图8为9月份清洗后带钢表面反射率的检测结果。

图8 带钢清洗质量
5.3.2 优化张力
为了避免炉辊和带钢在生产过程中打滑导致炉辊结瘤,9月份我们通过对比韩国浦项和现代退火炉张力结合现场设备的实际配置继续对张力进行了优化,共计优化3版,主要针对薄带钢的划伤问题和厚带钢麻点加重的问题,详细情况如下图9。
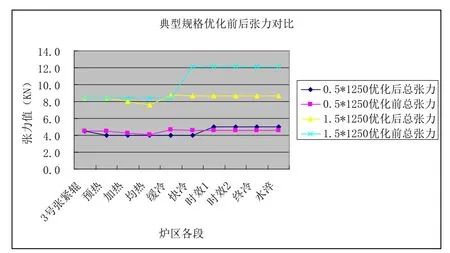
图9 典型规格张力优化前后张力对比
5.3.3 调节炉内气氛
根据生产经验,炉内的氧气含量要求控制在50ppm以下,氧含量是越低越好。炉区露点应该控制在-35℃—-45℃范围内,氧含量偏高和露点偏高不仅会造成带钢的氧化还会造成炉内设备的氧化。
6 结论
通过采取以上措施截断了这六种元素的来源,优化了炉辊传动、调节炉内气氛,基本上解决了带钢表面麻点缺陷,控制了炉辊结瘤的产生。
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
科学技术创新(2022年26期)2022-09-26
有色金属加工(2022年3期)2022-06-15
少儿科技(2022年4期)2022-04-14
马克思主义哲学研究(2021年2期)2021-06-05
新世纪智能(高一语文)(2020年9期)2021-01-04
新商务周刊(2019年12期)2019-08-08
模具制造(2019年4期)2019-06-24
中华诗词(2018年4期)2018-08-17
汽车实用技术(2018年13期)2018-07-26