松木屑/烟煤粉/PVC粉混合制备成型燃料
2019-07-31 07:16刘泽伟戴世金黄启飞赵由才
中国环境科学 2019年7期
刘泽伟,戴世金,黄启飞,赵由才*
松木屑/烟煤粉/PVC粉混合制备成型燃料
刘泽伟1,2,戴世金1,黄启飞2,赵由才1*
(1.同济大学环境科学与工程学院,污染控制与资源化研究国家重点实验室,上海 200092;2.中国环境科学研究院,土壤与固体废物研究所,北京 100012)
以松木屑/PVC粉/烟煤粉为原料,在150℃下采用不同压力和不同原料配比混合制备成型燃料,研究不同原料配比和压力对成型后颗粒的初始密度、松弛密度和耐摔强度等物理品质的影响.结果表明,2种或3种原料混合制备成型燃料的稳定性和耐摔强度均高于单一原料.虽然成型燃料的成型密度稳定性和耐摔强度随着压力的增加而升高,但是当压力达到15MPa后,耐摔强度的增加趋势并不是很明显.考虑到热压机能耗随着压力增加而增加的因素,15MPa可以确定为最佳成型压力.15MPa下,成型燃料在混合比例(松木屑:烟煤粉:PVC粉)为1:1:3时密度稳定在1.408g/cm3;耐摔强度在1:1:2时达到最大值99.99%.
松木屑;PVC塑料;烟煤;成型燃料;物理品质
松木屑是在伐木和木材加工过程中产生的废弃物,既可以作为原料制备热解炭也可以加工制备为生物质成型燃料DBBF[1-3];还可以和废弃PVC塑料等混合制备垃圾衍生燃料RDF,实现垃圾处理的减量化和资源化[4-6].为了降低SO和NO的排放量,实现清洁燃烧的效果,也有学者在做生物质和煤粉混燃或者混合热解的研究[7-9];关于烟煤脱硫提质和制备燃料的研究也有报道[10-11].然而,松木屑单独成型燃料在耐水性和耐摔性上不高[1,3],硬质PVC致密性良好但是热值和耐摔性不高.目前研究大多集中在城市生活垃圾制备RDF[4-6]、松木屑成型燃料和烟煤粉热解气化上[7-9],少有人利用烟煤粉中无机成分和有机成分之间固体粒子架桥、填充或嵌合的能力以及PVC粉120~150℃时具有的可塑性制备成型燃料.
本文以云南马尾松木屑、硬质PVC塑料粉和云南曲靖烟煤为原料,将3者混合热压制备成型燃料,通过研究成型压力和3者混合比例对成型燃料成型初始密度、分散密度以及耐摔强度的影响,解释3者混合成型机理,确定最佳成型压力和混合比例,为成型燃料的发展和制备提供一定的理论基础和数据支撑.
1 材料与方法
1.1 实验材料
选用的松木屑为昆明市某木材加工厂废弃的马尾松木屑,实验用煤为云南曲靖烟煤,将风干后的样品破碎和研磨后,筛分至粒径分布为80~100目(150~180μm);PVC粉(150~180μm)属于硬质PVC,来自天津化工厂.实验原料的物性参数如表1所示.实验热压炉来自合肥科晶材料技术有限公司,型号为OTF-1200X.
松木屑、烟煤和PVC粉开始热分解温度分别在225,300,210℃左右[1,12-14];而松木屑中木质纤维素100℃开始软化具有黏结性,硬质PVC塑料加热到120~150℃时具有可塑性;同时考虑到加热能耗问题,所以热压温度设定为150℃[1,3].混合标记按松木屑:烟煤粉:PVC粉(PS:BIT:PVCP)顺序记录,比例(质量比)分别为1:1:1、1:1:2、1:2:1、2:1:1、1:1:3、1:3:1、3:1:1、1:1:0、1:0:1、0:1:1、1:0:0、0:1:0和0:0:1.此外,热压炉成型压力分别设定为10,12.5,15,17.5,20MPa.用校正完毕的电子天平上称取(2±0.001g)按比例混合均匀的原料,并填装至圆柱型模具中;将整套设备固定在热压炉中间位置;扣紧炉腔,开启电炉.在温度控制仪示数达到设定温度之后,开始给模具施加压力至规定压力后停止加压,并维持该状态15min;之后,关闭电炉,打开炉腔,取出圆柱体成型燃料.

表1 实验原料物性参数
注:ad为空气干燥基;daf为干燥无灰基;*由差值法所得;—表示未检出.
1.2 成型燃料衡量指标
1.2.1 初始密度 成型燃料的初始密度为混合原料最初成型颗粒立即测得的体积密度,其值越高表明成型燃料的致密性越好,单位为g/cm3,可由公式(1)[1,15]计算:
式中:为颗粒质量,g;Initial为最初成型颗粒的体积,cm3;为颗粒直径,cm;为颗粒长度,cm.使用游标卡尺对成型颗粒的长度和直径(上、中和下部各测量3次)测量并记录数据;用电子天平称取颗粒质量(称取3次),本文所有数据都测量3次所得的平均值,并且所写数据都为平均值.
1.2.2 松弛密度 成型燃料的松弛密度为混合原料最初成型后放置一段时间后测得的体积密度,松弛密度和初始密度前后对比可以衡量成型燃料成型的稳定性,单位为g/cm3,可由公式(2)[1,15]计算:
式中:为颗粒质量,g;Relaxed分别为成型颗粒放置5min,12h,24h后通过游标卡尺测得的体积,cm3,测量方法同上.初始密度与松弛密度值之间差距越小表明成型燃料的稳定性越好.
1.2.3 耐摔强度 成型颗粒的耐摔强度是衡量其在包装、装卸、运输过程中抗冲击力、抗摔性和耐损性的重要指标,其值越高表明成型燃料的抗冲击性越好.成型颗粒的耐摔强度在成型颗粒制备24h后,可通过落下实验得出的破碎指数来表示.将成型颗粒称取质量后至于1m高处自由落至金属台上,如此循环10次.10次后,保持成型的颗粒质量除以最初下落的颗粒质量即为破碎指数,其计算方法可由公式(3)[1,15-16]计算:
式中:Remained为10次落下后保持成型的颗粒质量, g;Initial初始成型颗粒的质量,g.
2 结果与分析
2.1 混合比例和压力对成型燃料密度的影响
由图1可知,不管是2种还是3种原料混合准备的成型燃料均比单一原料情况下的成型密度要稳定,说明混合成型具有成型稳定的优势.此外,成型密度均随着成型压力的增加而增加;当压力达到15MPa后,其增加趋势并不是很明显.
由图1(a~g)可知,3种原料混合情况下,混合比例(松木屑:烟煤粉:PVC粉)为1:1:1的时候燃料成型密度已经是非常稳定了,并且随着塑料粉占比的升高成型密度稳定性趋于缓慢增加,在1:1:3时4条曲线重合度最大说明此时成型燃料的稳定性最好.然而当木屑和煤粉混合占比增加后,成型密度稳定性有所降低,并且发现同样混合占比的情况下(图1f和图1g),煤粉相对于木屑更容易使得成型密度稳定性降低.含有塑料粉混合成型的燃料,其成型密度稳定性都比较好,这是由于塑料热塑性比较好的原因.在化学键黏结中,共价键结合最强,氢键其次,范德华力最弱[16-17].而塑料热塑性靠的是共价键黏结;烟煤粉热成型靠的是含有的无机成分和有机成分之间固体粒子架桥或桥接、填充或嵌合[18-19].松木屑成型过程中,自身含有木质素和纤维素表面的氢键连接是主要黏结方式,而纤维素间的黏结主要依靠的是共价键的形成[20].但是松木屑成型燃料成型稳定性最差,这是因为长时间放置会吸收空气水分而发生膨胀,导致松弛密度小于初始成型密度[2,3],如图1(k)所示.所以3种原料单独成型稳定性强弱为:PVC粉>松木屑>烟煤粉.
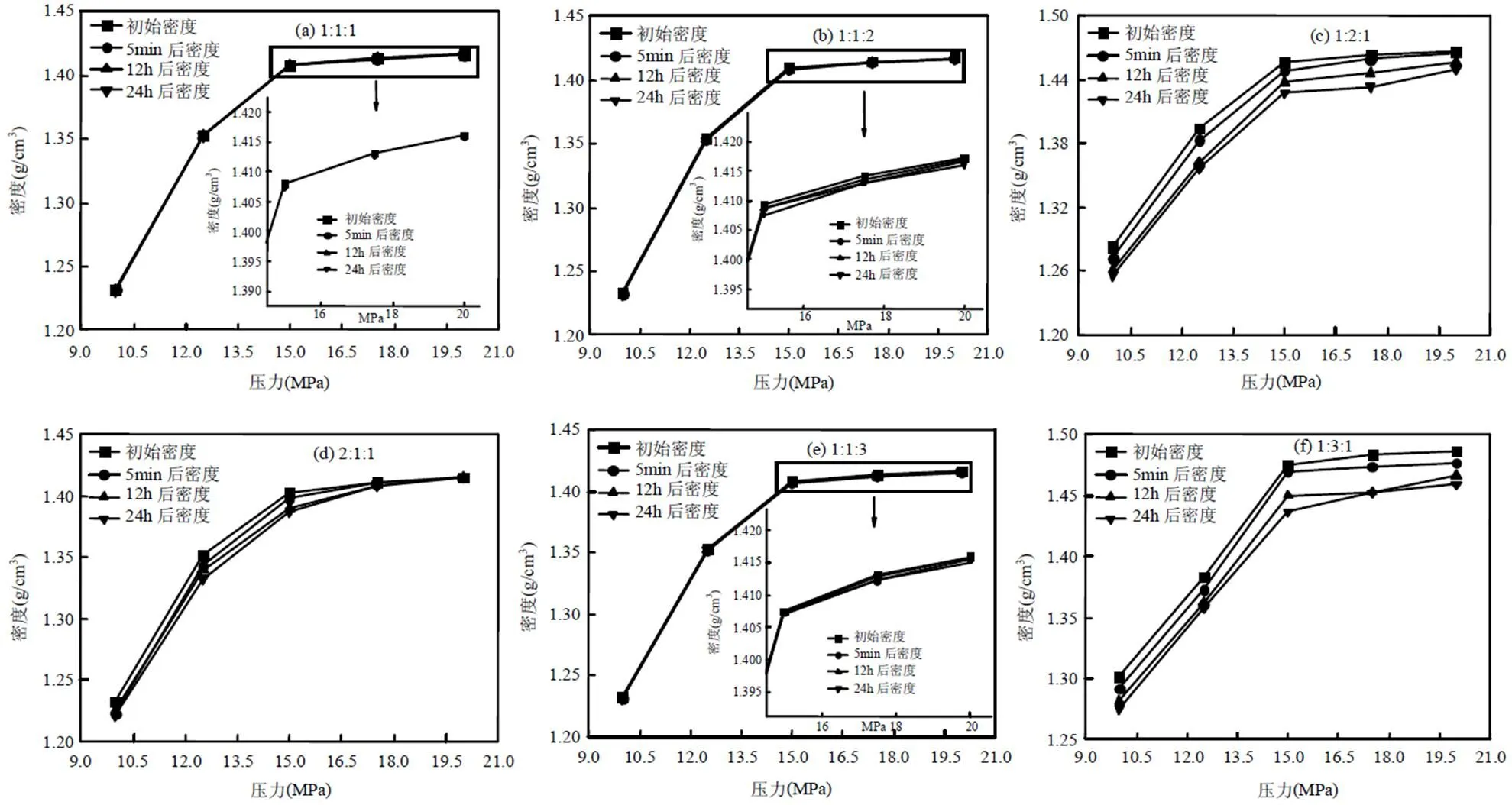
图1(j)中,在0:1:1和1:1:3时成型燃料稳定性相近,但是前者的成型密度大于1:1:3,这是因为PVC粉热塑性的共价键黏结能力最强和煤粉密度最大.但由于PVC粉和烟煤粉2者还有较多硫和氯元素,考虑燃烧污染物排放问题,0:1:1不能作为实验中的最佳混合成型比例.
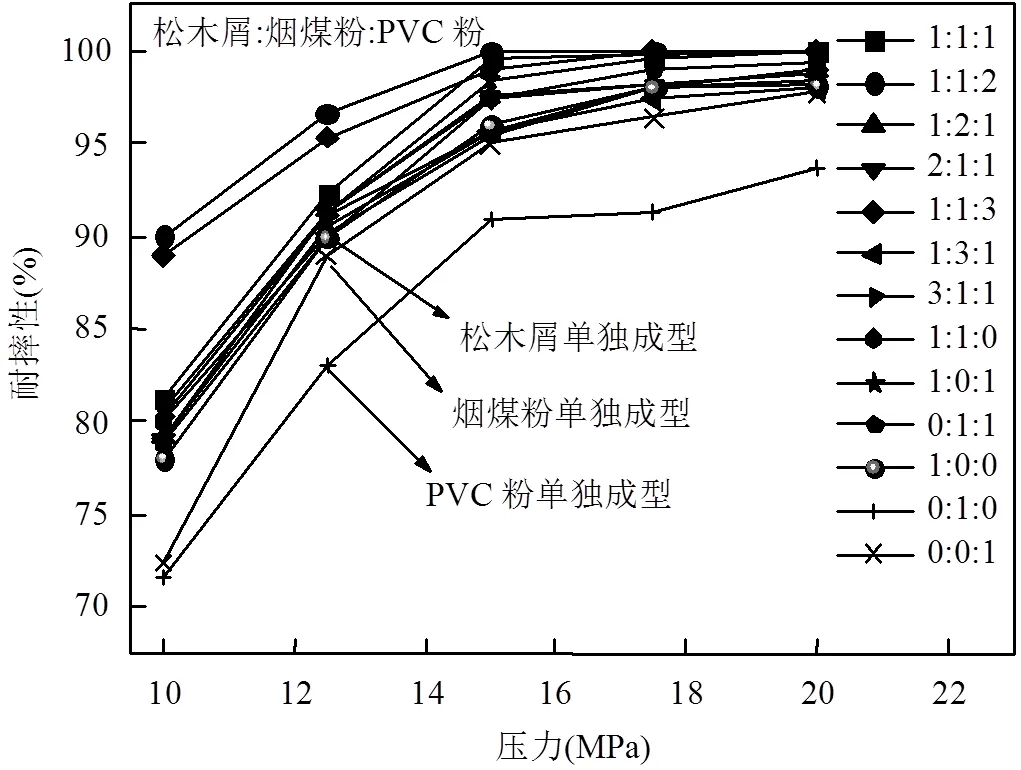
图2 混合比例和压力对成型燃料耐摔强度的影响
2.2 比例和压力对成型燃料耐摔强度的影响
如图2所示,在同一比例混合下,成型燃料的越大,能耗越大,说明在15MPa后不宜继续增加压力.
单一原料成型下,成型燃料的耐摔强度顺序为松木屑>烟煤粉>PVC粉;二种原料混合成型下,耐摔强度顺序是松木屑+PVC粉>松木屑+烟煤粉>烟煤粉+PVC粉;3种原料混合成型,所得燃料耐摔强度在1:1:2达到最大值99.99%.成型燃料的稳定性在1:1:3的时候达到峰值,表明成型稳定性好的燃料,其耐摔强度未必好.同样,塑料粉与煤粉分别单独成型燃料的密度稳定性大于松木屑,可是其耐摔强度低于松木屑单独成型的燃料.在同一压力下,成型燃料的耐摔强度并未呈现单一的变化趋势,结果表明不同原料混合后成型燃料的耐摔强度均大于单一原料.
2.3 成型过程和机理
由图3可知烟煤粉单独成型后,圆柱型煤块虽然密度高但是有很明显的“裂缝”,而塑料粉单独成型后表观面上也有些许“散碎”现象,说明其耐摔强度比较小.3者混合成型成品表观图都很完整,实验成品燃料的表观证明混合成型的优点“裂缝”,而塑料粉单独成型后有些许“散碎”现象,说明其耐摔强度比较小.3者混合成型成品表观图都很完整,实验成品燃料的表观证明混合成型的优点.
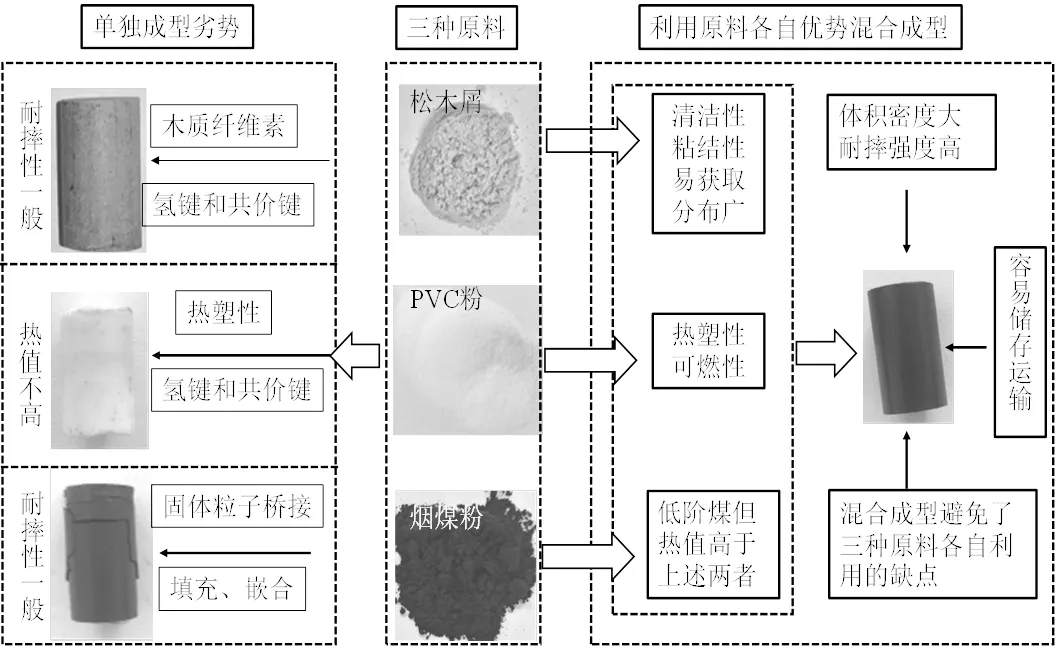
图3 原料热压成型过程示意
松木屑单独成型依靠的主要是木质素表面的氢键和纤维素之间共价键的形成[20],塑料热塑性靠的是共价键黏结;烟煤粉成型主要靠的是含有的固体粒子架桥或桥接、填充或嵌合[18-19].所以当3种或者2种原料一起混合热压成型时,共价键、固体颗粒架桥或填充、氢键和范德华力4种黏结方式均存在,会大幅提升成型燃料的稳成型稳定性和耐摔性.松木屑、烟煤粉和PVC塑料混合成型制备的成型燃料的优势和意义在于可以既可以将松木屑和废塑料等废弃物和低阶烟煤合理利用起来,同时可以制备能量密度高、成型密度大、易储存和运输的成型燃料.
此外,3种原料混合成型比例在1:1:3时(松木屑:烟煤粉:PVC粉),所得成型燃料密度稳定性达到峰值,耐摔强度在1:1:2达到最大值.考虑到热压机压力越大能耗越高,15MPa定为最佳成型压力.
研究表明,松木屑可以作为低成本且有效的粘结剂[15,21],根据以上分析和前人的研究结果,本文提出“钢筋混凝土”式成型机理解释松木屑、烟煤粉和PVC粉混合成型制备成型燃料的机理.如图4所示,软化态的松木屑具有粘结性,犹如钢筋形成骨架;热塑态的PVC粉可视为水泥;而烟煤粉视为沙子石头;三者混合后共同形成混凝土填充物.这使得粒子间能够啮合,形成紧密贴合的粒子层,避免了原料各自成型的劣势,还大幅提升成型燃料的热值、体积密度和耐摔强度.在15MPa和混合比例为1:1:2时,成型颗粒耐摔强度在达到最大值99.99%;而在1:1:3的时体积密度稳定保持在1.408g/cm3.
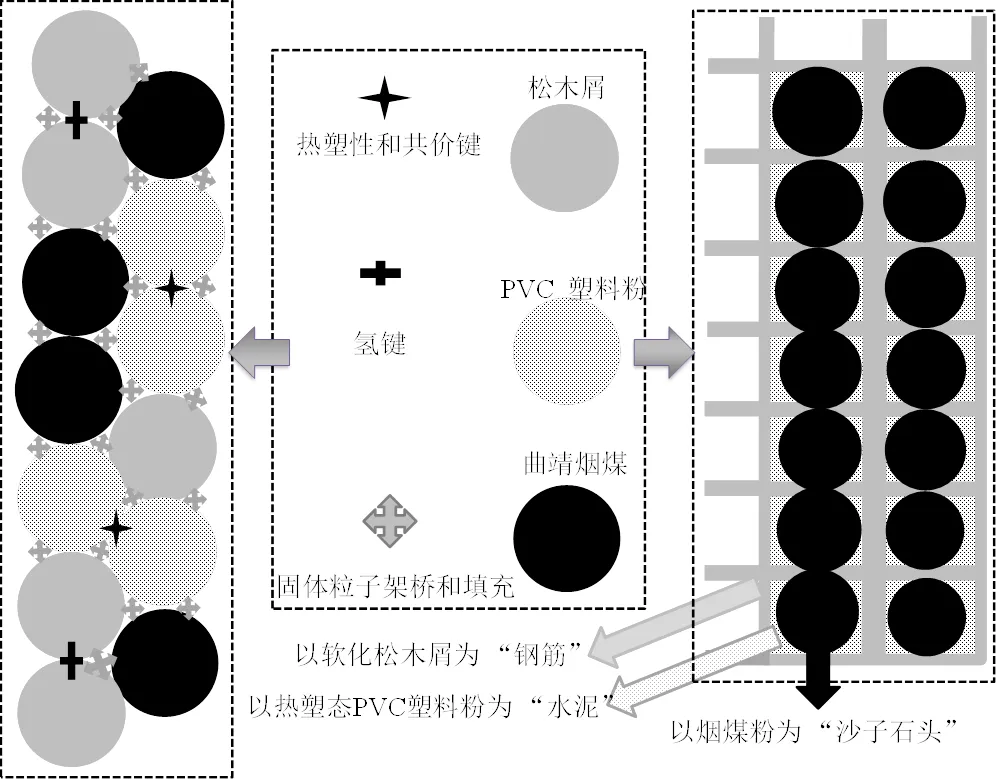
图4 原料热压混合成型机理示意
3 结论
3.1 同一比例下,成型燃料的密度稳定性和耐摔强度随着压力的升高而增加;当压力达15MPa后,其增加趋势并不明显.由于压力越大能耗越高,15MPa可以定为最佳成型压力.
3.2 在3种原料 (松木屑:烟煤粉:PVC粉) 混合比例为1:1:3时,所得成型燃料密度稳定在1.408g/cm3,耐摔强度在1:1:2达到最大99.99%,成型燃料的密度稳定性和耐摔强度没有直接的正比列关系.
3.3 共价键、固体颗粒架桥或填充、氢键和范德华力4种黏结方式共存的情况下,使得3者混合成型时粒子间能够啮合,形成紧密的粒子层,从而具备良好的黏结力,大幅提升成型燃料的物理品质.
[1] Liu Z, Zhang F, Liu H, et al. Pyrolysis/gasification of pine sawdust biomass briquettes under carbon dioxide atmosphere: Study on carbon dioxide reduction (utilization) and biochar briquettes physicochemical properties [J]. Bioresource Technology, 2018,249:983-991.
[2] Wang Q, Han K, Gao J, et al. The pyrolysis of biomass briquettes: Effect of pyrolysis temperature and phosphorus additives on the quality and combustion of bio-char briquettes [J]. Fuel, 2017,199: 488-496.
[3] Liu Z, Zhang F, Yan S, et al. Effects of temperature and low- concentration oxygen on pine wood sawdust briquettes pyrolysis: Gas yields and biochar briquettes physical properties [J]. Fuel Processing Technology, 2018,177:228-236.
[4] Schwarzböck T, Aschenbrenner P, Spacek S, et al. An alternative method to determine the share of fossil carbon in solid refuse-derived fuels–Validation and comparison with three standardized methods [J]. Fuel, 2018,220:916-930.
[5] Vounatsos P, Atsonios K, Itskos G, et al. Classification of refuse derived fuel (RDF) and model development of a novel thermal utilization concept through air-gasification [J]. Waste & Biomass Valorization, 2016,7(5):1297-1308.
[6] 齐 琪,袁 京,李 赟,等.生活垃圾制备RDF工艺参数及其热特性研究[J]. 中国环境科学, 2017,37(3):1051-1057. Qi Q, Yuan J, Li Y, et al. Processing parameters and thermal characteristics of RDF based on municipal solid waste [J]. China Environmental Science, 2017,37(3):1051-1057.
[7] Wu Z, Yang W, Li Y, et al. Co-pyrolysis behavior of microalgae biomass and low-quality coal: Products distributions, char-surface morphology, andsynergistic effects [J]. Bioresource Technology, 2018,255:238.
[8] Gil M V, Casal D, Pevida C, et al. Thermal behaviour and kinetics of coal/biomass blends during co-combustion [J]. Bioresource Technology, 2010,101(14):5601-5608.
[9] Zellagui S, Schönnenbeck C, Zouaoui-Mahzoul N, et al. Pyrolysis of coal and woody biomass under N2, and CO2atmospheres using a drop tube furnace - experimental study and kinetic modeling [J]. Fuel Processing Technology, 2016,148:99-109.
[10] Tang L, Fan H, Guo J, et al. Investigation on the mechanism of coal desulfurization by ultrasonic with peroxyacetic acid [J]. Energy Sources Part A Recovery Utilization & Environmental Effects, 2018, 40(8):999-1009.
[11] 张 辉,胡勤海,滕 玮,等.污泥-煤复合燃料的成型干化工艺研究 [J]. 中国环境科学, 2013,33(3):486-490. Hui Z, Qin-Hai H U, Wei T, et al. The molding and drying characteristics of sludge-coal combined fuel [J]. China Environmental Science, 2013,33(3):486-490.
[12] Shen D K, Gu S. The mechanism for thermal decomposition of cellulose and its main products. [J]. Bioresource Technology, 2009, 100(24):6496.
[13] Brebu M, Tamminen T, Spiridon I. Thermal degradation of various lignins by TG-MS/FTIR and Py-GC-MS [J]. Journal of Analytical & Applied Pyrolysis, 2013,104(11):531-539.
[14] D Mastellone M L, Zaccariello L, Arena U. Co-gasification of coal, plastic waste and wood in a bubbling fluidized bed reactor [J]. Fuel, 2010,89(10):2991-3000.
[15] Rahaman S A, Salam P A. Characterization of cold densified rice straw briquettes and the potential use of sawdust as binder [J]. Fuel Processing Technology, 2017,158:9-19.
[16] 任珊珊,葛正浩,张正钧.生物质燃料的成型工艺及微观成型机理研究[J]. 可再生能源, 2018,(2):185-194. Shanshan R, Zhenghao G, Zhengjun Z. Study on forming process and microstructure of biomass briquetting [J]. Renewable Energy Resources, 2018(2):185-194.
[17] He X, Wang D, Kong F, et al. Pelletizing properties of corn stalk rind [J]. Journal of Renewable & Sustainable Energy, 2016,8(1):13107- 13114.
[18] Wu S, Zhang S, Wang C, et al. High-strength charcoal briquette preparation from hydrothermal pretreated biomass wastes [J]. Fuel Processing Technology, 2018,171:293-300.
[19] Engin G. O, Ömürlü N, Öncel M S. Strength and durability characterization of pelletized coal-biomass household briquettes [J]. International Journal of Green Energy, 2014,13(2):132-137.
[20] Anggono W, Sutrisno, Suprianto F D, et al. Biomass Briquette Investigation from, Pterocarpus Indicus, Leaves Waste as an Alternative Renewable Energy [J]. IOP Conference Series Materials Science and Engineering, 2017,241.
[21] Peng J, Bi X T, Lim C J, et al. Sawdust as an effective binder for making torrefied pellets [J]. Applied Energy, 2015,157:491-498.
Production of briquettes fuel derived from pinewood sawdust/PVC plastic/ bitumite mixed together.
LIU Ze-wei1,2, DAI Shi-jin1, HUANG Qi-fei2, ZHAO You-cai1*
(1.State Key Laboratory of Pollution Control and Resource Reuse, College of Environmental Science and Engineering, Tongji University, Shanghai 200092, China;2.Research Institute of Soil and Solid Waste Environment, Chinese Research Academy of Environment Sciences, Beijing 100012,China)., 2019,39(7):2938~2943
The mixtures of pine sawdust/PVC plastic /bitumite were used for producing high physical properties briquettes fuel with stable intensity and high durability, which can make fully use of abandoned pine sawdust, refractory PVC plastic and low quality Qujing bituminous coal. The air dried mixtures of pine sawdust/PVC/bituminous coal were slected to make briquettes fuel under 150℃ and different pressure. The effects of material ratio and pressure on briquettes initial density, relaxed density and durability were studied. Two or three ingredients of molding fuels had higher density stability and durability than those of single material. The density stability and durability increased with the increase of pressure, but the increasing trend was slow after 15MPa. Considering that the energy consumption increases with the increase of pressure, 15MPa could be determined as the best molding pressure. 1.408g/cm3was the most stable density of briquettes fuel at 1:1:3, while the durability reached peak value of 99.99% at 1:1:2, under condition of 15MPa.
pinewood sawdust;PVC plastic;bitumite;briquette fuel;physical qualities
X705
A
1000-6923(2019)07-2938-06
刘泽伟(1992-),男,河南信阳人,同济大学博士研究生,研究方向为固体废物处理与资源化.发表论文4篇.
2018-12-06
国家自然科学基金资助项目(51678459)
* 责任作者, 教授, zhaoyoucai@tongji.edu.cn
猜你喜欢
橡塑技术与装备(2022年6期)2022-06-02
汽车实用技术(2022年5期)2022-04-02
矿山安全信息(2021年3期)2021-11-30
矿山安全信息(2021年10期)2021-11-30
能源工程(2021年2期)2021-07-21
耕作与栽培(2020年3期)2020-09-18
矿产综合利用(2020年1期)2020-07-24
飞天(2020年4期)2020-04-17
中国食用菌(2019年6期)2019-07-04
浙江工业大学学报(2017年5期)2018-01-22