
一种气动软体手爪熔模铸造工艺研究
2019-08-15 02:00梁海澄吴天保李康福甄华劲
装备制造技术 2019年6期
梁海澄,吴天保,李康福,甄华劲
(广东轻工职业技术学院机电技术学院,广东 广州510300)
0 引言
现代生产线上的机器手经常需要夹持不同形状或材料的工件,因此生产线机器手对末端夹持器的通用性和适应性提出了越来越高的要求。使用气动软体手爪作为末端夹持器,能够柔顺夹持、适应多种产品,具有重要的工程应用价值。目前软体手爪为中空结构,主要材料为硅橡胶,制造工艺多为分体制造,粘接而成,容易出现粘接缺陷[1-4]。
针对气动软体手爪的制造工艺,本研究参考常见的熔模铸造工艺[5-7]设计一种制造工艺,能够实现气动软体手爪的一体化成型,避免粘接。
1 成型原理
本研究针对如图1所示的气动软体手爪进行制造工艺研究。
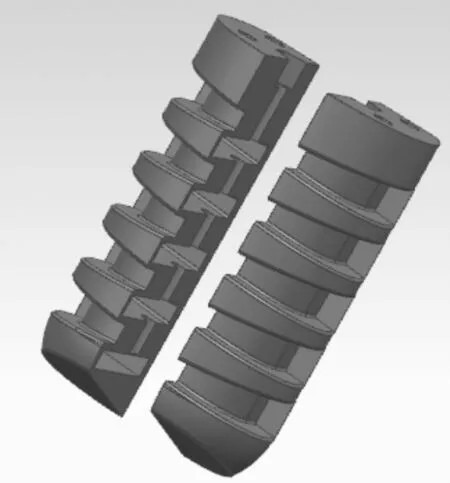
图1 气动软体手爪结构示意图
本研究设计的熔模铸造工艺共需蜡芯模和硅胶模两个模具。其制造过程为:首先向蜡芯模注射液态石蜡制成气动软体夹持器的内部成型结构(蜡芯),然后将蜡芯装入硅胶模中,再向硅胶模中注入硅胶液,待硅胶凝固之后取出制品(蜡芯已封入手爪中),对制品进行加热至石蜡熔点(约60℃),把石蜡加热全部熔化流出,最后得到中空的软体手爪。
2 模具设计
2.1 蜡芯模具设计
蜡芯模具结构如图2所示,为便于石蜡成型后脱模,模具采用对称方式分模,模具内腔按照手爪内腔设计。制造时将两部分模具合模并锁紧,然后注射石蜡。
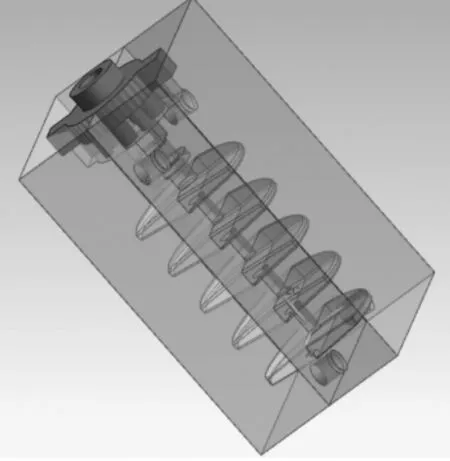
图2 蜡芯模具结构示意图
为保证启动软体手爪内部通气,将气动接头预埋入蜡芯中,待蜡芯封入硅胶型后固定于硅胶型中。
蜡芯模顶部进气口部分(红字盖子)预埋四个紧固螺栓,同样待蜡芯封入硅胶型后固定于硅胶型中,以便于软爪的安装固定。除此之外,还在盖部开四个锥孔,作为后续注入硅胶的进胶口。为了让芯部与外部模具能准确的锁合,模具上设计有定位凸台。为了方便装拆,顶盖部分四个圆柱有5°的拔模斜度。实验阶段蜡芯模具采用橡胶圈锁模。
2.2 硅胶手爪模具设计
硅胶手爪模具结构如图3所示,硅胶手爪模具同样采用对称方式分模,模具内腔按照手爪外形设计。

图3 硅胶手爪模具结构示意图
制造时把预制好的蜡芯装入硅胶手爪模具中,蜡芯顶部定位块与硅胶手爪模具的定位凹槽相贴合,保证定位准确,使硅胶型的厚度符合设计。实验阶段硅胶手爪模具同样采用橡胶圈进行锁模,并且需要在模具分型面涂抹密封胶,确保密封。
2.3 模具材料的选择
对于蜡芯模具的选材,考虑到石蜡注射时,注射温度在70℃左右,蜡芯模具的材料必须能够耐温75℃以上,综合考虑选择耐温100℃以上的材料。在实验阶段采用耐高温树脂材料,并使用3D打印成型。
对于硅胶手爪模具的选材,因为硅胶为常温注入,对材料无特殊要求,但为了方便看清硅胶注入时的情况,选择透明材料。在实验阶段采用透明树脂材料,并使用3D打印成型。
3 实验验证
3.1 蜡芯制造
蜡芯采用蜡芯模具成型,蜡料使用注蜡机进行压力注射,须通过实验调整注射压力、温度和时间,得到理想蜡芯。经反复实验,确定工艺参数为:注射温度为70℃,注射压力为0.01 MPa,注射时间为20 s。得到蜡芯如图4所示,蜡芯出现披风现象,经分析,主要原因是3D打印的精度不够高,导致模具间隙较大,实验阶段可在取出蜡芯后进行修整。

图4 蜡芯实物图
3.2 硅胶手爪制造
硅胶手爪采用硅胶手爪模具,注入液态硅胶成型。注硅胶前,将蜡芯装入硅胶手爪模具中,如图5所示。安装完成后使用橡胶圈进行锁模,然后从顶部注胶孔注入硅胶。注胶采用硅胶点胶机进行,点胶机具有一定注射压力,可确保硅胶手爪模具完全填充。硅胶手爪模具为透明材料,在注胶过程中可观察注入情况。

图5 硅胶手爪制造
待硅胶凝固以后,开模取出硅胶手爪,并置于60℃恒温箱中,待蜡芯融化流出得到一体化制造的硅胶手爪成品。
4 结束语
本研究针对一种中空结构的气动软体手爪设计制造工艺。针对手爪的中空结构特点,设计了一种熔模铸造工艺,先制造蜡芯,再将蜡芯封入硅胶手爪中,最后将蜡芯融出。研究设计了蜡芯模具和硅胶手爪模具用于蜡芯和硅胶手爪成型,并使用3D打印制造模具样品进行工艺实验,得到预期的硅胶手爪成品。
猜你喜欢
水道港口(2022年2期)2022-07-04
煤气与热力(2022年2期)2022-03-09
上海交通大学学报(2021年2期)2021-03-02
军事文摘(2020年24期)2020-11-29
五金科技(2020年4期)2020-09-23
兽医导刊(2020年9期)2020-05-20
新商务周刊(2018年16期)2018-12-06
人生与伴侣·共同关注(2018年3期)2018-03-23
北京航空航天大学学报(2017年5期)2017-11-23
中成药(2017年4期)2017-05-17
