
废纸/麦秸秆增强PE-HD复合材料性能对比研究
2019-08-29 09:18卓光铭张效林聂孙建
中国塑料 2019年8期
卓光铭,张效林,2*,刘 群,王 梅,李 娜,聂孙建
(1.西安理工大学印刷包装与数字媒体学院,西安 710048;2.安徽淮宿建材有限公司,安徽 宿州 234000)
0 前言
随着全球环保意识的不断增强,天然纤维复合材料以其良好的环保及应用性能,受到越来越多的关注[1]。由于天然纤维复合材料良好的效益与优异的性能,使其在家居制品、车辆船舶、农业制品、户外景观制品等领域得到了广泛应用[2]。目前,天然纤维复合材料使用的植物纤维主要为木粉,其他类型的植物纤维如秸秆、稻壳、再生纤维等相对较少。废纸纤维也叫做“二次植物纤维”,其组成、结构以及性质与天然植物纤维相似,具有密度低、弹性模量大和可再生等优点[3-4]。麦秸秆来源广、价格低廉、强度高,并且含有大量的纤维素,是目前用途广阔的天然植物纤维之一[5-6]。PE-HD是最为常见的塑料,具有良好的化学与热稳定性,无极性基团,疏水性强[7-8]。
WP、WF、PE-HD是制备木塑复合材料(WPC)的主要原料,但WP、WF与PE-HD的极性相反,二者不能有效结合,如何改善木塑复合材料界面性能就显得至关重要。目前,木塑复合材料的界面结合理论主要有机械互锁、静电结合、化学键合和相互扩散,硅烷偶联剂是有效的改性方法,其依据化学键合理论,能与植物纤维表面的羟基反应,形成化学键,降低纤维的极性,使纤维与塑料基体良好相容,图1为硅烷偶联剂与植物纤维的反应机理[9-10]。张春红等[11]采用KH550改性废纸纤维,并以其来增强再生PE-HD,发现KH550的最佳用量为1 %,此时复合材料的拉伸强度和弯曲强度比改性前分别提高了23.1 %和13.5 %。聂孙建等[12]研究了KH550改性对麦秸秆/聚乙烯复合材料的影响,结果表明,KH550对麦秸秆改性后,能降低其极性,增强界面性能,复合材料的拉伸强度提高了41.3 %,其吸水性也得到降低。目前对PE-HD/WP与PE-HD/WF复合材料进行对比分析的研究较少,无法比较其性能差异,WP与WF使用KH570改性的对比研究也同样缺乏。
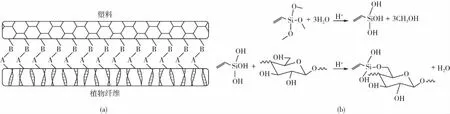
(a)化学键合理论 (b)反应方程式图1 硅烷偶联剂与植物纤维的反应机理Fig.1 Reaction mechanism of silane coupling agent and plant fiber
基于此,本文以WP、WF、PE-HD为原料,以KH570为改性剂,通过注射成型法制备了PE-HD/WP与PE-HD/WF复合材料,分析了WP与WF纤维含量与KH570含量对复合材料性能的影响,并对KH570改性2种纤维以及2种纤维复合材料的力学、吸水与界面性能进行了对比研究。
1 实验部分
1.1 主要原料
WP,A4办公废纸,自主收集的办公室废打印/复印纸;
WF,0.25 mm,陕西金禾农业科技有限公司;
PE-HD,工业级,西安市鑫源再生塑料厂;
KH570,分析纯,南京创世化工助剂有限公司;
无水乙醇,分析纯,天津市富宇精细化工有限公司。
1.2 主要设备及仪器
微机控制电子万能试验机,XWW-20A,上海皆准仪器设备有限公司;
电热鼓风干燥箱,101-0A,天津市泰斯特仪器有限公司;
数显恒温水浴锅,HH-2,上海浦东物理光学仪器厂;
双滚筒混合机(开炼机),XH-401C,东莞市锡华检测仪器有限公司;
大爱立式注射成型机,TA-150,宁波大爱机械有限公司;
傅里叶变换红外光谱仪(FTIR),FTIR-8400S,日本岛津有限公司;
扫描电子显微镜(SEM),SU-8000,日本日立有限公司;
纤维形态分析仪,912,瑞典L&R有限公司。
1.3 样品制备
将WP、WF、PE-HD分别放入80 ℃的烘箱中干燥12 h,取出备用;将KH570倒入无水乙醇中搅拌均匀,然后倒入干燥好的WP与WF中搅拌均匀并放入水浴锅中,水浴温度为60 ℃,水浴时间6 h,水浴好后捞出WP与WF,放入温度为80 ℃的烘箱中干燥12 h,取出备用;
复合材料的制备:将原料按表1的配比依次加入混炼机中混炼,混炼温度为160 ℃,混炼速度为8 r/min,混炼时间为15 min,刮下备用;将混炼好的原料放入粉碎机中打碎,打碎后将原料放入80 ℃的鼓风干燥箱中干燥12 h,取出备用;将干燥好的原料倒入注塑机中,注塑压力为95 MPa,注塑温度为150 ℃,最后制得PE-HD/WP与PE-HD/WF复合材料。
表1 复合材料的样品配方表%

Tab.1 Formulation of the composite materials %
1.4 性能测试与结构表征
纤维粒径分析:取适量WP与WF纤维均匀分散于去离子水中,用纤维分析仪将溶有纤维的去离子水吸入到仪器中,使用仪器所带的测量软件进行测试;
拉伸性能按GB/T 1040—2006测试,拉伸速率为2 mm/min,每组5个试样,结果取其算数平均值;
弯曲性能按GB/T 9341—2008测试,弯曲速率为2 mm/min,每组5个试样,结果取其算数平均值;
吸水性能按GB/T 1034—2008测试,先将试样放入(50.0±2.0) ℃的鼓风干燥箱中干燥24 h,冷却后称重记为m1;然后将试样放入蒸馏水中浸泡不同时间后,取出试样用清洁干布迅速擦去表面所有的水,称重记为m2;每组测试3个试样,结果取其算数平均值;吸水率(c)按式(1)计算:
(1)
式中c——试样的吸水率,%
m2——浸泡后试样的质量,mg
m1——浸泡前干燥后试样的质量,mg
FTIR分析:取少量材料样品和溴化钾混合均匀,压制成厚度为0.5 mm左右的薄片;采用FTIR进行分析,光谱范围为4 000~400 cm-1,扫描分辨率为4 cm-1,扫描次数为40次;
SEM分析:采用样品拉伸断裂面进行测试,喷金处理后放入SEM的真空室中扫描观察,加速电压为1 kV,放大倍率为600倍。
2 结果与讨论
2.1 纤维形态分析
如图2所示,WP纤维的长度主要分布在0.5~2 mm之间,其中0.5~1 mm区间所占比例最高,比重为49 %;WF纤维的长度主要分布在0.2~2.5 mm之间,其中0.5~1 mm区间所占比例最高,比重为46 %。由此可见,WP与WF纤维长度的主要分布区间相近,但WF纤维的分布较为宽泛。如表2所示,WP纤维的平均长度为0.610 mm、平均宽度为25.2 μm、长径比为24.2;WF纤维的平均长度为0.687 mm、平均宽度为54.8 μm、长径比为12.5。可见,WF纤维的平均长度与WP纤维相近,而WF纤维的平均宽度远大于WP纤维,达到了2倍以上,但两者的长径比则是WP纤维是WF纤维的2倍左右。由上述分析可知,WP与WF纤维的共同特点是长短不一,但WF纤维较粗,WP纤维较细。

样品: —WP —WF图2 WP与WF纤维的尺寸分布Fig.2 Size distribution of WP and WF fibers

Tab.2 WP and WF fiber sizes
2.2 FTIR分析

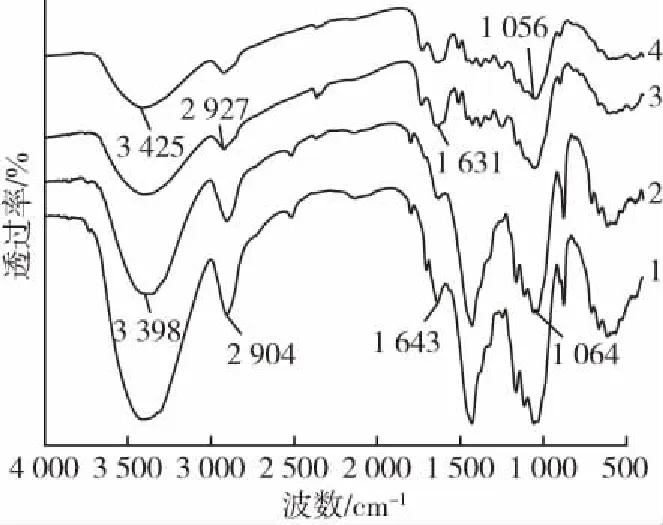
样品:1—纯WP 2—KH570改性WP3—纯WF 4—KH570改性WF图3 WP和WF纤维改性前后的FTIR谱图Fig.3 FTIR spectra of WP and WF fibersbefore and after modification
2.3 力学性能分析
如图4所示,PE-HD/WP与PE-HD/WF复合材料的拉伸强度和弯曲强度均随WP和WF含量的增加呈先增加后减小的趋势。当WP含量为20 %时,PE-HD/WP复合材料的拉伸强度和弯曲强度均达到最大值,为20.5 MPa和21.7 MPa,与PE-HD相比提高了32.6 %和49.9 %;当WF含量为10 %和30 %时,PE-HD/WF复合材料的拉伸强度和弯曲强度分别达到最大值,为19.3 MPa和22.3 MPa,与PE-HD相比提高了25.0 %和53.8 %;因为当复合材料受到载荷时,WP和WF纤维分散了基体承受的载荷,起到了承力作用[14]。但WP和WF含量过多时,复合材料的拉伸强度和弯曲强度开始下降,因为随着纤维含量的增多,纤维在基体中分散不均,纤维之间更易形成氢键,纤维产生团聚,形成应力缺陷[15]。与拉伸弯曲强度不同,随着纤维含量的增加,复合材料的断裂伸长率逐渐减小,这是因为纤维的加入使基体的脆性不断增强。
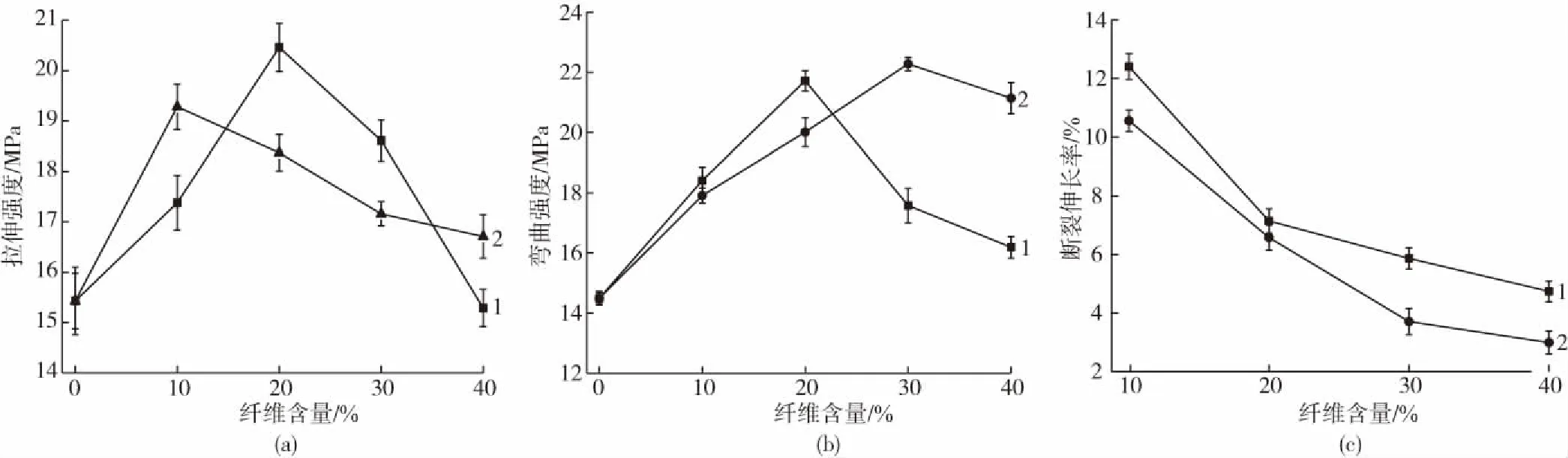
样品:1—WP 2—WF(a)拉伸强度 (b)弯曲强度 (c)断裂伸长率图4 未改性复合材料的力学性能Fig.4 Mechanical properties of the unmodified composites
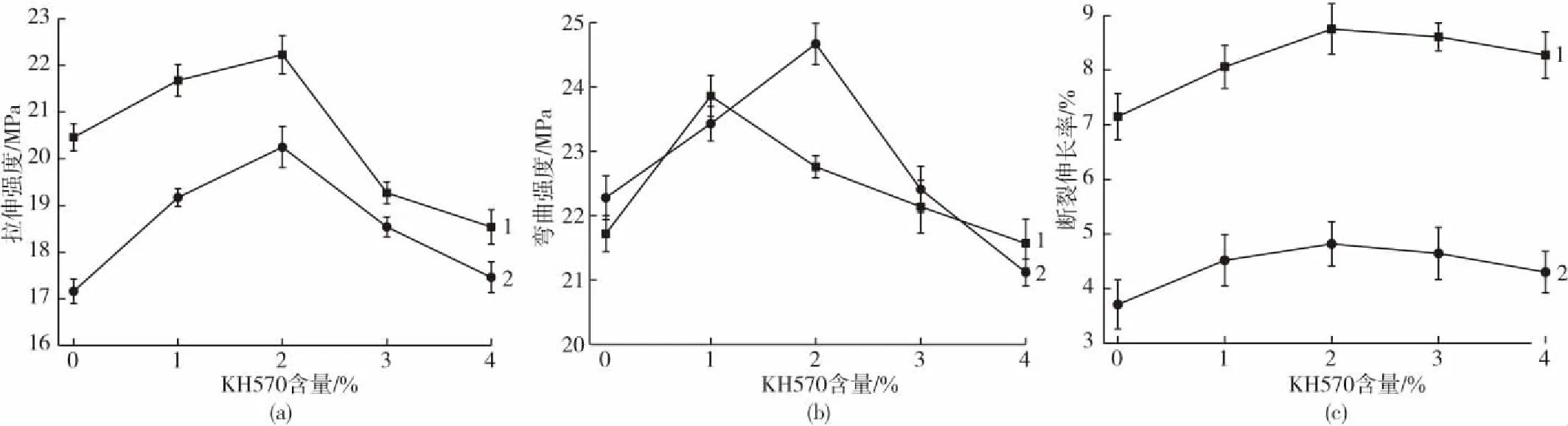
样品:1—WP20 2—WF30(a)拉伸强度 (b)弯曲强度 (c)断裂伸长率图5 KH570改性复合材料的力学性能Fig.5 Mechanical properties of KH570 modified composites
复合材料改性对比选用各自最佳的纤维含量来进行。如图5所示,KH570的加入有效提高了复合材料的力学性能,PE-HD/WP和PE-HD/WF复合材料的拉伸强度、弯曲强度及断裂伸长率随着KH570含量的增加均呈先增加后减小的趋势。当KH570含量为2 %和1 %时,PE-HD/WP复合材料的拉伸强度和弯曲强度分别达到最大值,为22.2 MPa和20.3 MPa,相比未改性的复合材料,分别提高了8.7 %和18.0 %;当KH570含量为2 %时,PE-HD/WF复合材料的拉伸强度和弯曲强度均达到最大值,为20.3 MPa和24.7 MPa,相比未改性的复合材料分别提高了18.0 %和10.7 %;KH570的部分基团会跟纤维表面形成化学键,另一部分基团可与PE-HD产生物理缠绕或化学反应,使纤维与PE-HD的界面性能得到改善[16]。但当KH570含量过多时,KH570会在纤维表面形成多分子层制约复合材料的强度,降低复合材料的力学性能[17]。
以上分析可知,WP与WF都能提高复合材料的力学性能,WP对拉伸强度和断裂伸长率的提升高于WF,而WF对弯曲强度的提升高于WP;WP和WF的最佳含量分别为20 %和30 %。KH570都能提高PE-HD/WP与PE-HD/WF复合材料的力学性能,PE-HD/WP与PE-HD/WF复合材料的KH570最佳含量分别为1 %和2 %。
2.4 吸水性能分析
如图6所示,每个样品的吸水率都随着时间的增加而增加,在前120 h增加较快,120 h后增加速度减慢,趋向平缓。PE-HD的吸水率几乎没有变化,略微上涨;而加入了WP和WF的复合材料的吸水率都出现增长,因为PE-HD疏水,而加入WP和WF后,材料的—OH增多,亲水性增强。经KH570处理的PE-HD/WP与PE-HD/WF复合材料的吸水率与未改性相比,都出现降低,说明KH570能与纤维表面的部分—OH发生反应,形成氢键,改善了界面相容性,使吸水性强的纤维被疏水性强的PE-HD包覆,减小了水分子进入复合材料的机会,从而降低了复合材料的吸水率。由图6可见,改性前后,PE-HD/WF复合材料的吸水率均高于PE-HD/WP复合材料,这可能是因为WF纤维较粗,不易被PE-HD所包覆,导致形成的空洞较大所致。
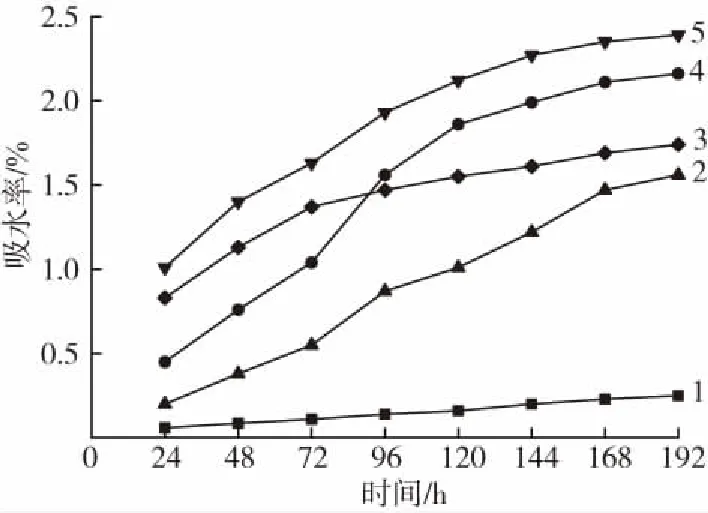
样品:1—PE-HD 2—WP20K23—WF20K2 4—WP20 5—WF20图6 PE-HD/WP与PE-HD/WF复合材料的吸水率Fig.6 Water absorption properties of PE-HD/WP and PE-HD/WF composites
2.5 SEM分析

样品,放大倍率:(a)WP20,×600 (b)WF30,×600 (c)WP20K2,×600 (d)WF30K2,×600图7 PE-HD/WP和PE-HD/WF复合材料的SEM照片Fig.7 SEM of PE-HD/WP and PE-HD/WF composites
如图7(a)、7(b)所示,复合材料WP20与WF30的拉伸断裂面都存在明显的空洞,并且WP与WF纤维拔出处也存在明显的间隙,说明WP和WF纤维与PE-HD的界面相容性不好,并且WF30形成的间隙比WP20大。如图7(c)所示,经KH570处理的复合材料WP20K2的拉伸断裂面无空洞,在WP纤维拔出处也不存在明显的间隙,说明KH570改善了WP纤维与PE-HD的界面相容性,使WP纤维能够被PE-HD包覆,形成良好的界面。如图7(d)所示,经KH570处理的复合材料WF30K2的拉伸断裂面不存在明显的空洞,但WF纤维拔出处存在一些微小的间隙,说明KH570能改善WF纤维与PE-HD的界面相容性,但改善效果不是很理想。从图7中也可以看出,WF纤维比WP纤维粗,这可能也是PE-HD/WF界面性能较差的原因。以上分析表明,添加KH570能够改善WP和WF纤维与PE-HD的界面相容性,从而提高PE-HD/WP和PE-HD/WF复合材料的性能,且PE-HD/WP复合材料的界面性能优于PE-HD/WF复合材料。
3 结论
(1)废纸和麦秸秆均可用于制备复合材料,均提高了复合材料的力学性能与吸水性能;WP和WF的最佳含量分别为20 %和30 %,复合材料的拉伸强度分别提高了32.6 %和25.0 %,弯曲强度分别提高了49.9 %和53.8 %,但断裂伸长率降低;
(2)KH570降低了WP纤维和WF纤维的极性,改善了复合材料的界面相容性,提高了力学性能,降低了吸水性能;当PE-HD/WP和PE-HD/WF复合材料的KH570含量分别为1 %和2 %时,复合材料的综合力学性能最佳;
(3)WP纤维和WF纤维的长径比分别为24.2和12.5,WP纤维较细,WF纤维较粗;PE-HD/WP复合材料的力学性能、吸水性能及界面结合均优于PE-HD/WF复合材料。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
建材发展导向(2021年15期)2021-11-05
食品安全导刊(2021年21期)2021-08-30
建材发展导向(2021年8期)2021-06-07
能源工程(2021年1期)2021-04-13
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
建材发展导向(2021年24期)2021-02-12
中国建材科技(2020年4期)2020-10-30
模具制造(2019年7期)2019-09-25
中国铸造装备与技术(2017年3期)2017-06-21
