
浅析铅电解生产中杂质金属的行为及影响
2019-08-30 02:47彭少君徐庆新
中国有色冶金 2019年4期
彭少君, 徐庆新
(中国恩菲工程技术有限公司, 北京 100038)
铅的电解精炼技术在我国、日本和加拿大等国家应用广泛,目前,用电解方法生产精铅量约为总精炼铅量的五分之一。与纯火法精炼相比,电解精炼具有电铅质量稳定、贵金属回收率高、成本低等优点。目前由于铅锭应用的局限性,越来越多的铅厂更倾向于采用电解生产精铅,从而获得质量稳定的电铅。
由于铅精矿成分各异,为使铅电解工艺更适应于不同种类的原料,了解各杂质成分在铅电解中的行为非常必要,本文结合阳极泥层中的电化学反应和工厂实践,对铅电解生产工艺中杂质的行为及影响进行了探讨,并提出了相应的解决办法。
1 铅电解工艺过程简介
目前国内铅电解采用的是柏兹法铅电解,在该电解精炼体系中,阳极为含有少量杂质的铅,阴极为纯度大于99.99%的铅,电解液的主要组成为PbSiF6和H2SiF6的水溶液。当直流电通过时,铅自阳极溶解进入电解液,并在阴极放电析出。阳极中的杂质除一小部分与铅一道进入电解液外,绝大部分不溶而形成阳极泥,黏附在阳极表面,阴极铅经洗涤后,熔化并氧化精炼除去微量杂质铸成成品铅锭,阳极泥经处理回收其中的金、银等有价金属。
2 阳极板中杂质金属的行为及影响
柏兹法铅电解之所以被广泛应用,一个非常重要的原因是该法能在阳极表面上形成一个多孔的网状阳极泥层,这种阳极泥层不仅能导电,而且还具有一定的粘着性而不脱落,否则便会污染电解液和阴极沉积物。在阳极板中标准电位比铅正的杂质金属Cu、As、Sb、Bi、Ag等,电解时基本不溶解而留在阳极泥中,这些金属对铅电解有着至关重要的影响。
2.1 铜
铅阳极中铜的存在会严重影响阳极泥的物理性质,铜在阳极板中主要以Pb-Cu合金形式存在,当阳极含铜超过0.06%时,阳极泥明显致密变硬,阻碍铅的正常溶解,使槽电压升高,从而引起更多的杂质溶解。因此,电解精炼前,粗铅必须经火法初步精炼,将铜含量降到0.06%以下,实际生产中一般要求阳极含铜≤0.05%。在生产中,需控制铅电解液中的Cu≤0.002 g/L,这样可控制析出铅的含铜量在0.000 5%以内。
2.2 锑
阳极中的锑对阳极泥层的性质和结构影响也很大。锑能在阳极表面形成粘着性好和多孔的网状结构。这种网状结构能固定阳极泥,使其成为海绵状的泥层,不从阳极表面脱落。因此,阳极板中必须含有一定量的锑。阳极中的含锑量视各厂的具体条件而定,一般保持在0.5%~1.5%范围内。锑低时,阳极泥易脱落进入电解液中,锑高时,阳极泥变硬,难于从阳极上刷洗下来,这是由于锑被氧化覆盖在阳极表面造成的。图1为某高锑铅电解厂的工人在铲刮阳极泥。同时,锑高还会造成电解液中的硅氟酸和铅离子的贫化,以及槽电压的升高和阴极质量不达标等问题。

图1 某铅厂人工铲高锑阳极泥
2.3 砷
砷也有增强阳极泥强度的效果,当砷锑总量大于1%时,阳极泥层不至于脱落。砷在阳极板中的含量一般为0.1%~0.6%,含量高时也会影响阳极泥的硬度,不利于阳极泥的洗刷。
2.4 铋
铋对阳极泥的影响与锑和砷相同,但其影响不如锑那样显著,铋在阳极板中的含量一般为0.1%~0.8%,生产中发现,阳极板含铋高时阴极表面易生成树枝状结晶,如图2。这是由于铋在阴极表面的析出速度更快,晶粒粒度更大,导致其在阴极表面生成了树枝状结晶。铋与锑类似,铋高时也会造成电解时硅氟酸贫化、槽电压升高等一系列问题。
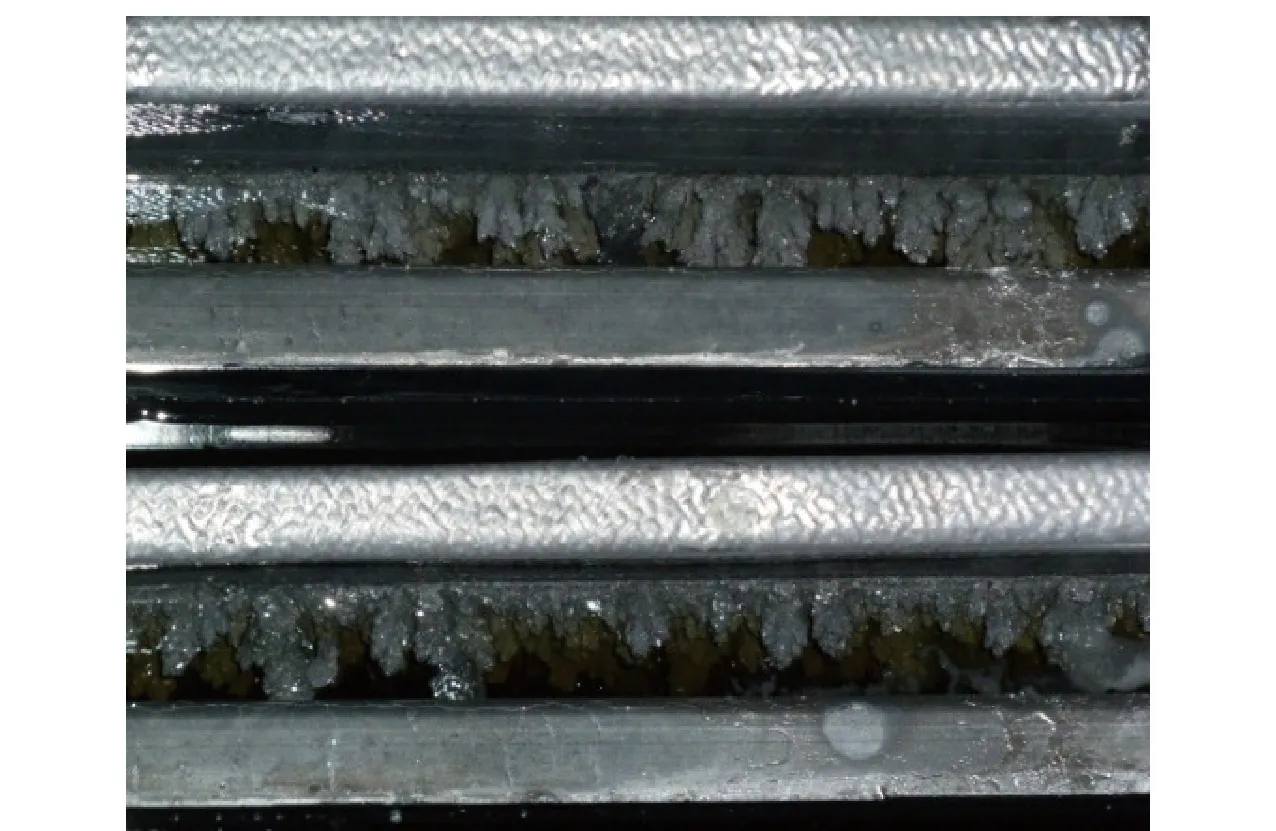
图2 高铋电解时阴极产生的树枝状结晶
2.5 银
银在阳极板中主要以铅银合金的形式存在,少量的银可增加阳极板的硬度和导电性,一般在阳极板中的含量≤1 000 g/t,当银过高时,也会使得槽电压升高、电解液中的硅氟酸和铅离子贫化。
2.6 锡
锡与铅的电位非常接近,理论上将与铅一道从阳极溶解并在阴极析出,在工厂实践中,锡并不完全溶解和析出,仍有部分保留在电解液和阳极泥中,生产实践表明,当阳极含锑为0.4%~0.6%时,仅有30%~40%的锡在阴极析出。因此在进行火法精炼时,有的工厂在除铜后接着除锡,以降低阳极的含锡量;也有的是电解后在熔铸析出铅的电铅锅中进一步除锡。
3 阳极泥层中的电化学反应
为了更好地控制铅电解生产过程,了解杂质金属对电解造成影响的原因是很有必要的。
3.1 铅阳极泥层中的水解反应
随着电解的进行,阳极泥层逐渐变厚,阳极泥层的过电位也随之增加,研究和实践表明,当阳极泥层的过电位控制在200 mV以内时,这种多孔的网状阳极泥结构仍然能保持得很好,杂质金属的溶解也会很少,这样可保证电解的正常进行。因此电解时必须控制好阳极泥层的过电位。

(1)
(2)
(3)
由式(1)可以看出,游离氢氟酸的存在会抑制PbSiF6的水解,因此式(1)的水解反应在酸度很低的情况下才会更易发生,当pH值为1~2时,式(3)被认为是主要的水解反应。阳极泥层中大部分的铅都以PbF2的形式存在,在阳极泥中还存在少量SiO2,而这些沉淀物的产生是造成阳极过电位的重要原因。
3.2 砷、锑、铋在阳极泥层的电化学行为
在正常电解时,As、 Sb、Bi在阳极泥层中基本不反应,但过电位或pH值的升高,会促使这些金属生成氧化物或其他可溶物。Sb是最先发生变化的,Sb会形成可溶的氧化物,在pH=0~1时,Sb在溶液中主要以SbO+的形式存在。同样,As在酸度低或电位高的情况下,会形成易溶的两性氧化物As4O6。Bi不易被氧化,但会生成类似于Bi6(OH)12+6的化合物,当pH=1.5,阳极泥层电解液中Bi浓度约0.01 mol/L。因此,当pH值上升或者过电位过高时,As、Sb、Bi会以不同形式溶解,从而在阴极析出,造成阴极的杂质超标。
4 高杂质铅电解生产实践及控制
某铅厂处理的一批高锑粗铅,阳极板含铅90%~95%,铜0.34%~1.36%,锑3.5%~8.6%,铋0.17%~0.33%,为稳定析出铅的质量,电解采用低密度电流作业,电解工艺条件控制如下:电流密度150 A/m2,电解液成分Pb2+115~140 g/L、游离硅氟酸80%~100 g/L,总硅氟酸根145~160 g/L,电解液温度40~45 ℃,生产过程中提高了电解液中游离硅氟酸浓度,并对铅离子浓度进行了适时监控,随着电解作业的进行,Pb2+浓度贫化趋势逐渐加大,通过合理补加黄丹粉,使Pb2+浓度稳定在一定水平,电解槽压也稳定在0.4 V~0.5 V。
郴州某厂处理的高铋铅阳极板,阳极板含铅85%~90%,锑+砷小于3%,铋7%~10%,电解时采用低电流密度,约为110~120 A/m2, 并及时补充电解液中铅离子浓度及硅氟酸浓度,稳定电解液成分,保证电解液中Pb2+浓度60~100 g/L,游离硅氟酸浓度80~120 g/L,总硅氟酸根浓度120~200 g/L,同时增加阳极泥的洗刷次数,降低阳极泥的厚度,产出的阴极铅杂质含量仍不能保证达到国标1#电铅的质量标准,因此必须加强最终的火法精炼除去这些杂质。在该技术条件下,电流效率为92%,电铅直流电耗为100 kW·h/t。
某厂在处理的阳极板含银达2 700 g/t时,电解液中也发生了相同的贫化现象,这是由于银提升了阳极导电效率,导致Pb2+在阳极表面过快溶解和累积,从而发生了剧烈的水解反应,同时产生了过多的二次沉淀物造成的。
5 结论
综上所述,铅阳极中的杂质控制在一定范围内时,阳极板溶解的部分铅离子虽然也会在阳极泥层中发生水解反应,产生二次沉淀物,但电解液中的铅离子浓度是略增加或趋向平衡的。在高杂质电解时,由于过多的杂质破坏了阳极泥的网状结构,增加了阳极泥的阻力或提高了阳极导电效率,使得Pb2+在阳极泥层中浓度过高,产生了过多的二次沉淀物,而这些二次沉淀物进一步阻碍Pb2+的扩散,从而导致了电解液中硅氟酸和铅离子不断贫化的恶性循环,这种情况如果不加以控制,电解将无法正常进行。
因此,在高杂质铅电解生产中,为保证电解过程的正常进行,需定时向铅电解槽中补铅和硅氟酸,同时降低电流密度、缩短电解周期、增加阳极泥刮洗次数。通过这些生产调节,可获得质量达标的阴极铅及优良的技术经济指标。
猜你喜欢
电池(2022年4期)2022-11-07
铜业工程(2022年2期)2022-06-22
有色金属材料与工程(2022年2期)2022-05-09
化学工业与工程(2022年1期)2022-03-29
数理报(学习实践)(2021年5期)2021-04-07
矿产综合利用(2020年1期)2020-07-24
化工学报(2020年6期)2020-06-22
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
商品与质量(2019年23期)2019-09-27
中国校外教育(中旬)(2018年9期)2018-09-30
