HT150离心铸造机用冷模开裂原因分析
2019-08-30 09:01郭亚森郭利斌
大型铸锻件 2019年5期
郭亚森 郭利斌 王 博
(中信重工机械股份有限公司质量保证部,河南471000)
管模是离心铸造机上的关键部件,每次生产循环时,管模都受到铁水高温加热和环境冷却的交互作用,同时旋转速度非常高,冷模还会受到摩擦力和震动冲击力的作用,工作环境非常恶劣。
某840离心铸造机用冷模,重量9440 kg,在离心浇铸某高铬铸铁零件过程中,当浇铸铁水约3400 kg时发生开裂事故,在失效开裂冷模上取样分析以判定开裂原因。开裂冷模的结构见图1。
1 试验设备及手段
使用100 t型液压万能试验机压制断口,观察其宏观断口形貌;使用ZEISS MAT200型金相显微镜观察其金相组织;使用ZEISS EVO18型扫描电子显微镜观察其断口微观形貌;使用SANS 60 t液压电子万能试验机进行拉伸试验。
2 实验过程与结果
2.1 宏观断口分析
由于冷模开裂以后,裂开的几部分被雨水冲淋,在现场查看时断口已经严重锈蚀,无法判断裂纹源位置,也无法观察断口宏观特征。其中一部分断口形貌见图2,从图2及现场查看发现,冷模大体上等分开裂为四部分,裂纹面全部通过图1中销钉孔的部位。按图2中划线所示位置取样分析。
取下的三块断口试片见图3,从左至右分别编为1#、2#、3#。沿画线位置开槽并压制断口,断口形貌见图4。由断口形貌可见,冷模从端头(1#试片)到心部(3#试片),从要承受高温的内表面(2#试片左侧)到外表面(2#试片右侧)断口形貌无明显差异,无石墨偏聚现象,断口上无明显的疏松、夹渣等铸造缺陷。
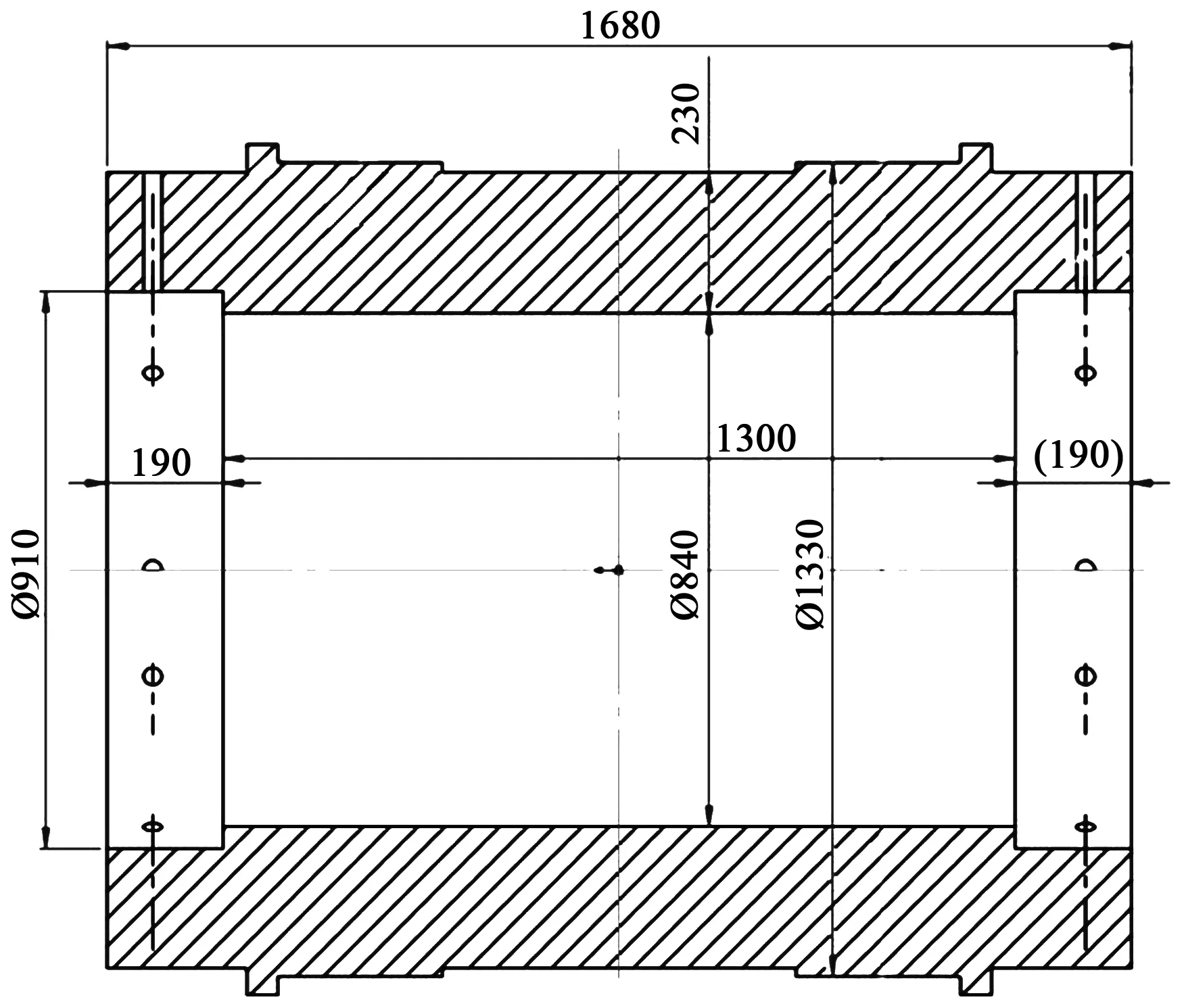
图1 开裂冷模结构图Figure 1 Structure diagram of cracking cooled metal mold
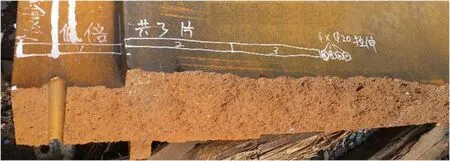
图2 开裂冷模的部分断口形貌Figure 2 Partial fracture morphology of cracking cooled metal mold
2.2 微观断口分析
如图4(b)中方框所示,在2#断口试片的内壁和外壁分别切取断口微观分析试样,分别编为21和22。使用扫描电镜观察其微观断口形貌,见图5。由图可见,冷模内外壁断口形貌均为解理断裂,基体断口形貌无明显差别。
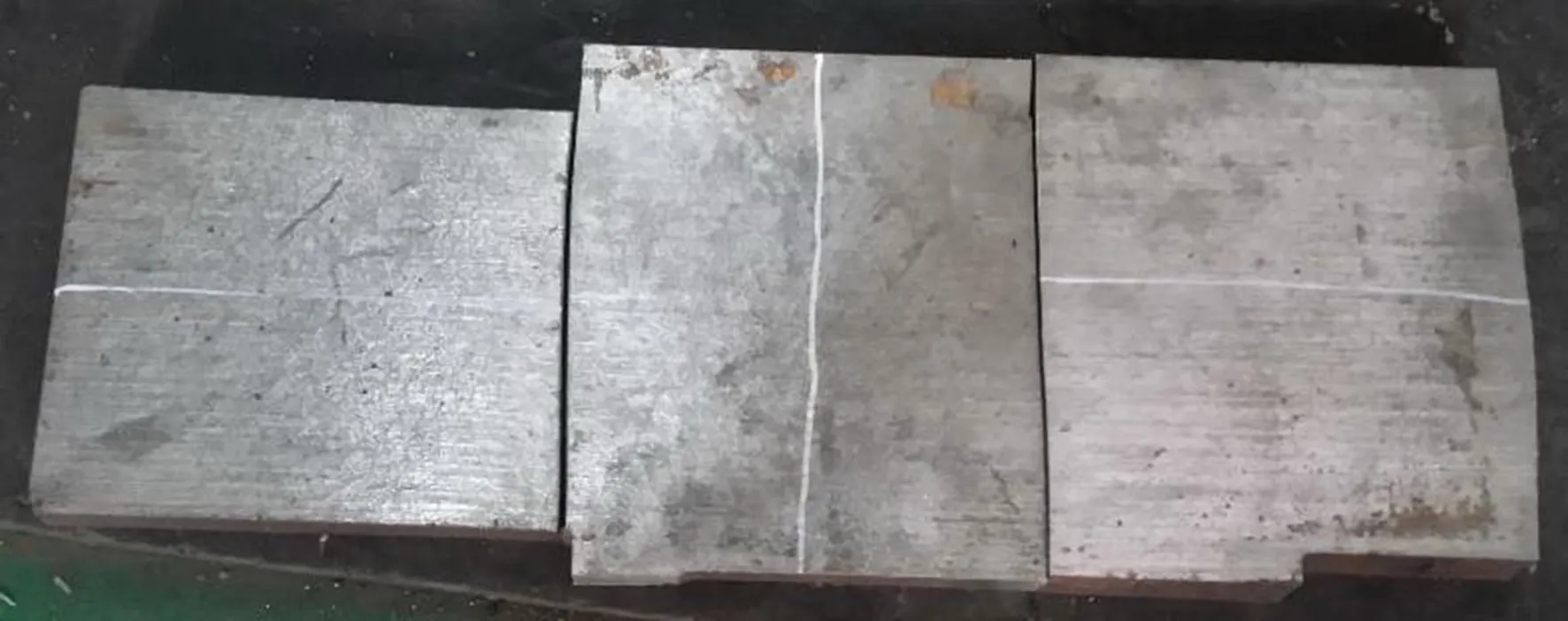
图3 取下的断口试片及断口切槽位置Figure 3 The fracture test piece and the groove position of the fracture

(a)1#试片

(b)2#试片

(c)3#试片
图4 宏观断口形貌
Figure 4 Macroscopic fracture morphology
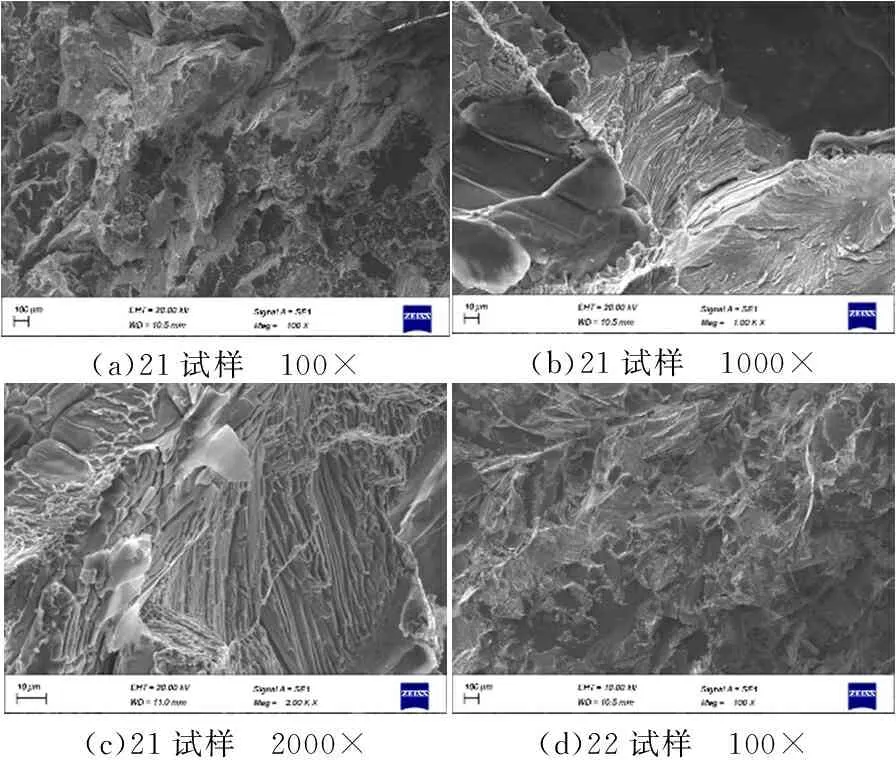
(a)21试样 100×(b)21试样 1000×(c)21试样 2000×(d)22试样 100×

图5 微观断口形貌Figure 5 Microscopic fracture morphology
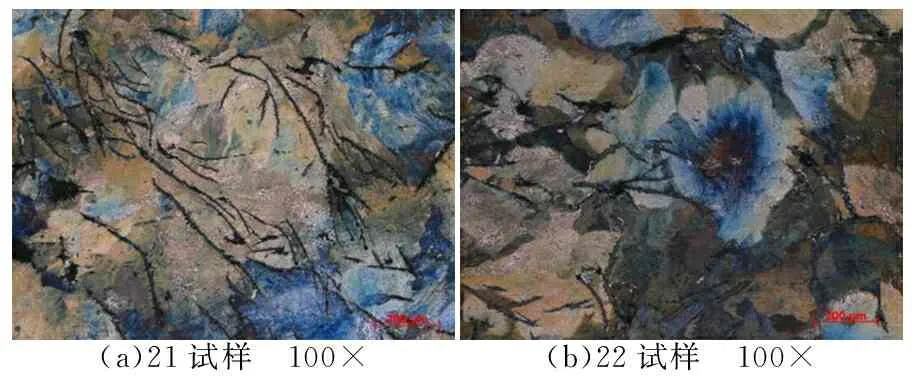
图6 石墨分布形状Figure 6 Graphite distribution shape
图7 基体组织
Figure 7 Microstructure of the base
2.3 金相分析
2.4 拉伸性能检测
在3#试片的冷模内外壁位置分别取一个拉伸试棒,编号为31(内壁)和32(外壁),检测结果见表1。可见,冷模的本体拉伸性能指标达不到该材质150 MPa的指标要求。
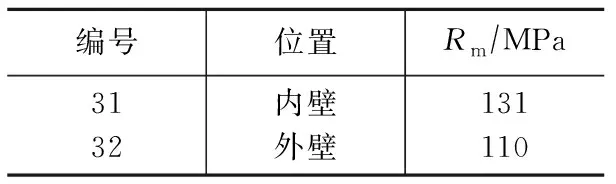
表1 冷模本体试棒拉伸性能检测结果Table 1 Test results of tensile properties of cooled metal mold body test bar
3 分析讨论
前述理化检测情况表明,冷模材质中不存在石墨漂浮、共晶团、碳化物等会降低材料使用性能的不良组织,但其在使用两次后的本体力学性能偏低,强度不满足牌号标示的150 MPa这一指标。而且冷模开裂部位全部位于销钉孔的纵向母线上,该位置因销钉孔的存在成为冷模结构上的薄弱环节,又进一步降低冷模的承载能力。然而,虽然强度指标偏低,一定程度上会导致冷模不能经受离心力的作用而开裂,但是由于安全系数的存在,冷模并不会因为强度偏低而仅使用两次就开裂,因此导致冷模开裂必然另有原因。
在离心浇铸机冷模的实际使用过程中,当铁水浇入冷模时,冷模内表面的温度迅速升高,而冷模外表面则仍保持较低的温度。因冷模内表面的温度高于中间层的温度,内表面的热膨胀量大于中间层的热膨胀量,因而使内表面受到压应力的作用,外表面受到拉应力的作用[1]。刚浇注时,冷模内外表面温差最大,如果冷模预热温度不合适就投入生产,或者冷模上存在裂纹,就会迅速在离心力作用下发生开裂。
此外,如果冷模加工精度不够,或者受到摩擦力过大或者出现异常摩擦的情况,比如冷模端面与端盖之间松动产生摩擦,以及辊道面与托轮配合不良产生异常摩擦等,就会导致冷模在转动过程中出现异常震动[2-3]。而当震动超过一定程度时,加上冷模选用的是抗冲击能力较差的灰铸铁材质,这就会导致冷模在震动冲击和离心力以及热应力的共同作用下发生开裂。
有研究[4]表明,裂纹在灰铸铁中沿与外应力垂直的片状石墨与基体的界面连续扩展,扩展速率较球铁和蠕墨铸铁中要大。也就是说,开裂冷模所选用的灰铸铁材质,在产生原始裂纹后,抵抗裂纹扩展的能力较差。
因此,导致冷模开裂的原因是复杂多样的,可能是多种因素共同作用造成的。这些因素主要有:冷模选材及结构设计不恰当、预热温度不合适、内表面检修不彻底、受到异常摩擦或震动冲击,以及材质性能偏低。
4 预防措施
根据前述综合分析,结合生产实际,提出了以下合理化建议:
(1)冷模材质和结构要求具有一定的强度,尽量选用球墨铸铁或低碳钢等材质;同时避免结构突变和应力集中等情况,以防冷模在高温铁水和离心力的作用下发生早期破裂。
(2)冷模和托轮配合部分的加工应当精准,尽量减少离心机本身的震动;防止机身各联接部分松动,或配合不良而引起震动;端盖螺栓应旋紧,端盖与冷模接触面的杂质应予以处理干净;同时安全罩必须坚固,使整个离心机均在罩内。
(3)对离心机必须有严格的检修制度。每次使用前,应将冷模预热到适当温度,避免冷模的温度过高或过低,减少内外表面温度差,提高冷模寿命。零件浇铸完成以后,必须按工艺要求清理冷模,将冷模内壁的杂质和铁渣刷除干净。
后续生产过程中,根据以上建议,将冷模材质更换为球墨铸铁,并加强了浇铸前的预热和浇铸后的检修,新冷模至今已重复使用16次,尚未发现裂纹等严重缺陷。
5 结论
(1)开裂冷模选用的灰铁150材质,强度偏低。冷模开裂于销钉孔所在纵向母线上,该部位为冷模结构上的薄弱环节。这是导致冷模开裂的主要原因。
(2)后续生产中,采取更换冷模材质、加强检修和提高生产安装精度等措施以后,有效避免了冷模早期开裂问题的重复发生。
猜你喜欢
机械制造(2022年9期)2022-12-28
中国铁路(2022年8期)2022-09-22
轻兵器(2022年3期)2022-03-21
腐蚀与防护(2021年8期)2021-09-07
石油学报(石油加工)(2021年3期)2021-05-14
热力发电(2020年9期)2020-12-05
哈尔滨轴承(2020年1期)2020-11-03
科学大众(2020年12期)2020-08-13
文萃报·周二版(2020年23期)2020-06-19
中国公路(2017年18期)2018-01-23