连铸机扇形段辊子漏水改造治理
2019-09-10 18:34佘超
名城绘 2019年10期
佘超



摘要:针对邯钢引进国外板坯连铸机扇形段辊子漏水问题,改进密封形势及结构,同时通过改善水质等诸多因素,有效降低辊子漏水几率,提高辊子在线使用寿命。
关键词:板坯连铸机,辊子,漏水,密封
邯寶炼钢厂230*2150连铸机于2008年10月份投产,在2009年4月份试生产阶段,扇形段辊子开始漏水。同时由于早期安装施工因素,由供水泵站供给的设备冷却水水质硬度大水中杂质多,扇形段辊子漏水进一步加剧恶化,由正常连铸机的设备水补水量仅600吨/小时,漏水严重时每小时补水量竟达2000吨,几乎到了供水泵站24小时补水无法平衡的局面。
扇形段辊子漏水表现形式是:从矫直段7段到水平段17段,三分节辊子中间轴承座漏水。大量的设备水从轴承座漏出,直接喷向铸坯表面,极大扰乱了铸坯二冷制度[1]。坯子扣头、扇形段压不到位、滞坯甚至因滞坯而停浇。由此导致的设备损坏是矫直段上线后仅一个月辊面塌陷20mm左右,水平段上线一周即开始漏水。
1 原因分析
辊子漏水多发生在矫直段到水平段自由辊,由于自由辊是三分节辊,漏水部位是三分节中间轴承座部位。辊子中间轴承座部位密封形式是接水套加设两道O形圈,在安装、吊运、以及辊子运转过程中,O形圈易被磨损导致漏水;而辊子漏水后大量的水直接喷向铸坯表面,又导致铸坯局部区域温度降低,铸坯表面硬度加大,从辊子受力角度考虑,易导致导致三分节辊子受力不均衡,挠度增大,O形圈磨损几率增大,辊子漏水进一步恶化。
中间轴承座漏水后,往往导致辊子运转阻力增大,从而进一步影响三分节辊侧轴承座的水路密封,往往在中间轴承座漏水不久,侧轴承也开始漏水。
由于原设计的设备冷却水水质硬度介于软水与硬水之间,在实际运行过程中水质往往超标,如果水质杂质超标,轴承座冷却水孔内结垢堵塞现象严重,导致辊子本体温度升高轴承抱死或轴承盖爆裂,重新加剧辊子轴承座漏水。
扇形段下线后,检测辊面数据,发现辊子塌陷现象严重,尤其是矫直段辊面,有时是崭新的扇形段上线后不久也有辊面塌陷现象,在生产过程中,站在矫直段旁边发现扇形段有明显的振动摆动现象,根据辊子轴承载荷计算反推辊子受力,在拉钢过程中辊子轴承受力已超过其极限值,导致辊子浮动轴承的角位移已经超出其设计范围[2]。同时滞坯现象时有发生。此现象发生在试生产的早期阶段。
密封结构,冷却水质,辊子受力是导致辊子漏水的三个主要因素。
2 技术改造
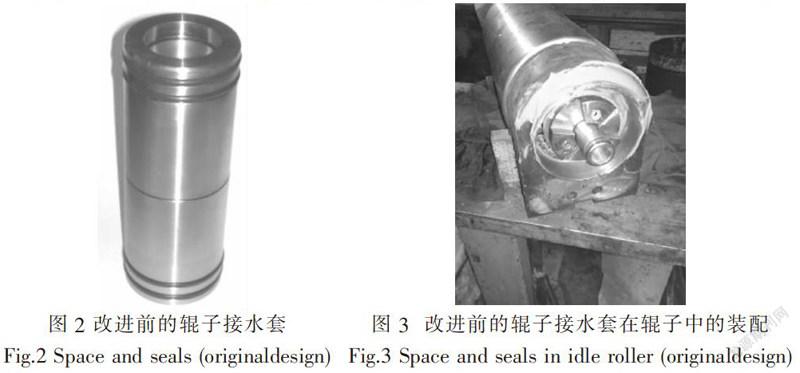
1.根据邯钢DANIELI连铸机的辊子密封形式,由原来的O型圈密封逐步为蕾型密封,从密封本体上增大密封件的面积,即由原来O形圈的线密封(图2)改进为蕾型密封的面密封(图4)。如下图所示:
辊子中间轴承座漏水治理取得效果后,侧轴承座又成为新的漏水点。通过观察发现,由于中间轴承座在使用蕾型密封之后,工人在往扇形段上安装辊子时候,为了使轴承座销孔对应好定位销,习惯性地用锤子敲击侧轴承座,导致内置式旋转接头陶瓷密封损坏(图5)。为此,我们把内置式改为外置式旋转接头,即使外置式旋转接头漏水,也可以单独更换旋转接头,而不必整台更换扇形段。
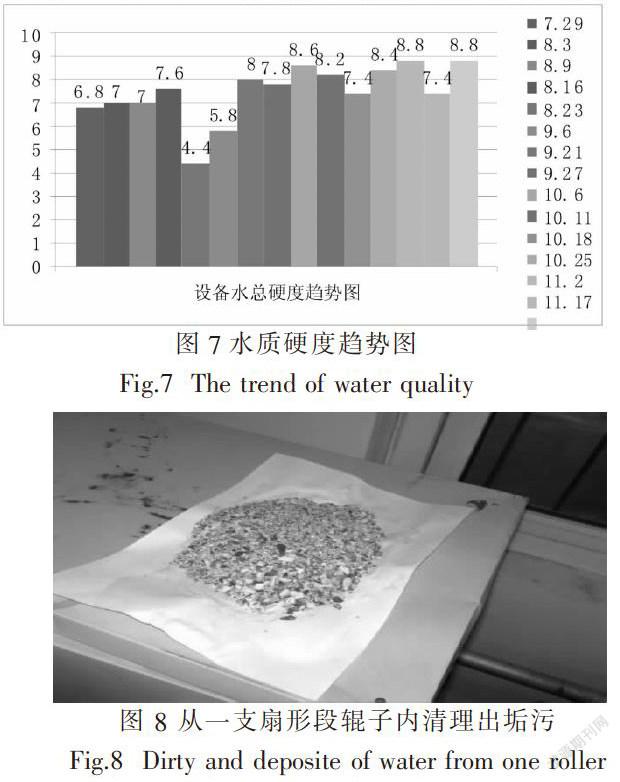
2.扇形段辊子漏水除了辊子结构密封形式设计存在先天不足外,来自综合泵站的设备水质也是导致辊子漏水的重要原因。因为冷却不足直接导致润滑脂碳化,密封老化,表现为轴承座开裂,辊子不转,及其原因有二:设备水硬度大;设备水存在杂质。图7是2010年做的水质检测结果,辊子冷却水质标准硬度是0.3-3.2umol/l ,但每次检测全部超标。图8是从一支辊子中清理下的水垢。
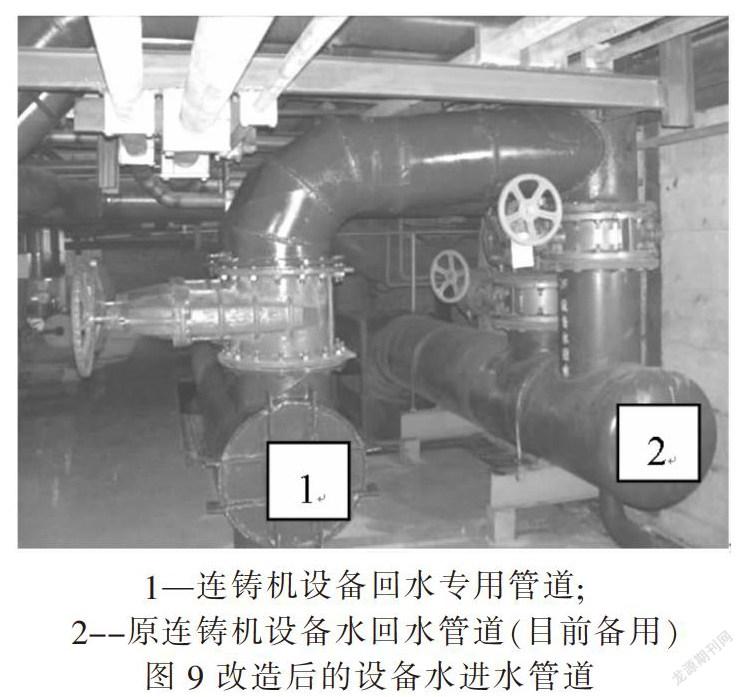
由于原来的连铸机设备水回水管道与转炉、热轧等区域设备共用一个DN1300管道——流量大、回水压力大,且最后终回流一个大池内,加药软化难度大,水质清洁度控制难度大。鉴于以上因素,我们做如下改进:1.铺设新的连铸设备水回水专用管道,单独把连铸设备回水流入连铸专用回水池内,这样利用加药降低水质硬度,使设备水的水质硬度处于可控范围之内;2.在设备水进水主管道增设过滤器,同时在连铸各扇形段进水管道上再加设Y型过滤器,定期清理滤芯,使设备水水中杂质能得到有效过滤;3. 在冬夏两季通过泵站适当调整设备水进水压力,比如在冬季设备水进水压力调整为7.4bar,而对应出水压力仅3.4bar,从设备水进水压力上减少辊子漏水几率。
3. 随着扇形段辊子漏水的进一步减少,对铸坯进行精确的二冷冷却以及改进优化生产过程中的扇形段辊缝值成为日常生产的重要工作。我们先从清理喷嘴入手,同时点检矫正喷嘴角度和方向,使喷嘴清理检查工作定期化、日常化。利用定修时间通过连铸主控、连铸电气、连铸机械三方同时从不同角度检测二冷水自动调节阀控制精度,检查管道系统对二冷水二冷气的分配情况。同时逐步改进了原设计中不合理的辊缝值,使铸坯按照确定的冷却曲线,形成规则的凝固和形变,最终形成均匀的坯壳厚度,使铸坯和扇形段辊系之间作用力尽可能接近理论受力状态。实现:铸坯凝固实际收缩——设定的扇形段各段辊缝值——辊子受力和辊缝变形[2],三者处于良性循环状态。从辊子受力上减少漏水几率。
3 应用效果
2012年12月份定修期间,对1#,2#连铸机扇形段进行漏水排查。仅2流扇形段5固定侧第5,6,7排辊子在轴承座垫片处漏水,4流17段内弧第7排辊子漏水,3流14段内弧第7排辊子漏水,漏水辊子所占比例:
5 ÷816×100% = 0.0061% < 0.1%
连铸机设备水总补水量不足270吨/小时,扣除设备水冷却塔内的正常挥发量150吨/小时,以及部分风机冷却水、切割车冷却水设备的敞开直排量80吨/小时。整个连铸机的漏水量不足40吨/小时,两台连铸机4个流扇形段共有冷却水软管1632支,存在一定比例的软管、接头漏水。从整体而言,连铸扇形段辊子漏水治理已达到预期效果。
参考文献
[1] 干勇, 倪满森, 余志群. 现代连续铸钢实用手册, 北京, 冶金工业出版社, 2010.
[2] 刘明延, 李平, 栾兴家, 等. 板坯连铸机, 北京, 机械工业出版社, 1999 .
(作者单位:河北钢铁集团邯钢邯宝炼钢厂)
猜你喜欢
阅读(科学探秘)(2022年6期)2022-06-23
动漫界·幼教365(大班)(2019年10期)2019-10-28
科技资讯(2019年4期)2019-05-14
小天使·二年级语数英综合(2019年2期)2019-01-12
作文周刊·小学一年级版(2019年44期)2019-01-08
伴侣(2018年6期)2018-06-27
北京心理卫生协会学校心理卫生委员会学术年会论文集(2018年1期)2018-05-10
科学与财富(2018年35期)2018-01-15
中国建筑防水·悦居(2017年7期)2017-09-07
学苑创造·A版(2017年4期)2017-05-13