重型设备(烧结机柔传减速机)蜗杆蜗条副的爬行修理
2019-09-10 14:01孟凡挺
名城绘 2019年10期
关键词:工作台
孟凡挺

摘要 :蜗杆与蜗条是重型机床中比较常见的传动机构,是造成机床低速爬行的主要原因之一。本文针对蜗杆蜗条副的传动形式、测量和修理工艺进行了简单的介绍,所解决的方法和措施可供机床设计及维修人员参考。
关键词:工作台;爬行;蜗杆;蜗条;修配
在修理重型龙门铣床、高速铣床、端面铣床、卧式镗床、落地镗床、传动减速机等各种重型设备时,经常遇到蜗杆与蜗条传动的机构,这种机构如果修理得不好,工作台在低速进给时会形成爬行。机床产生低速爬行的原因,除了电气、导轨幅间的摩擦系数和传动机构的刚度等问题外,而蜗杆与蜗条的配合侧隙过大,是造成机床低速爬行的主要原因之一。
一、蜗杆蜗条副的传动形式
蜗杆蜗条的传动形式有两种:一种是蜗杆仅作旋转运动,而蜗条作直线往复运动;另一种是蜗杆作旋转运动外,又跟随滑座作往复运动,蜗条则固定不动。
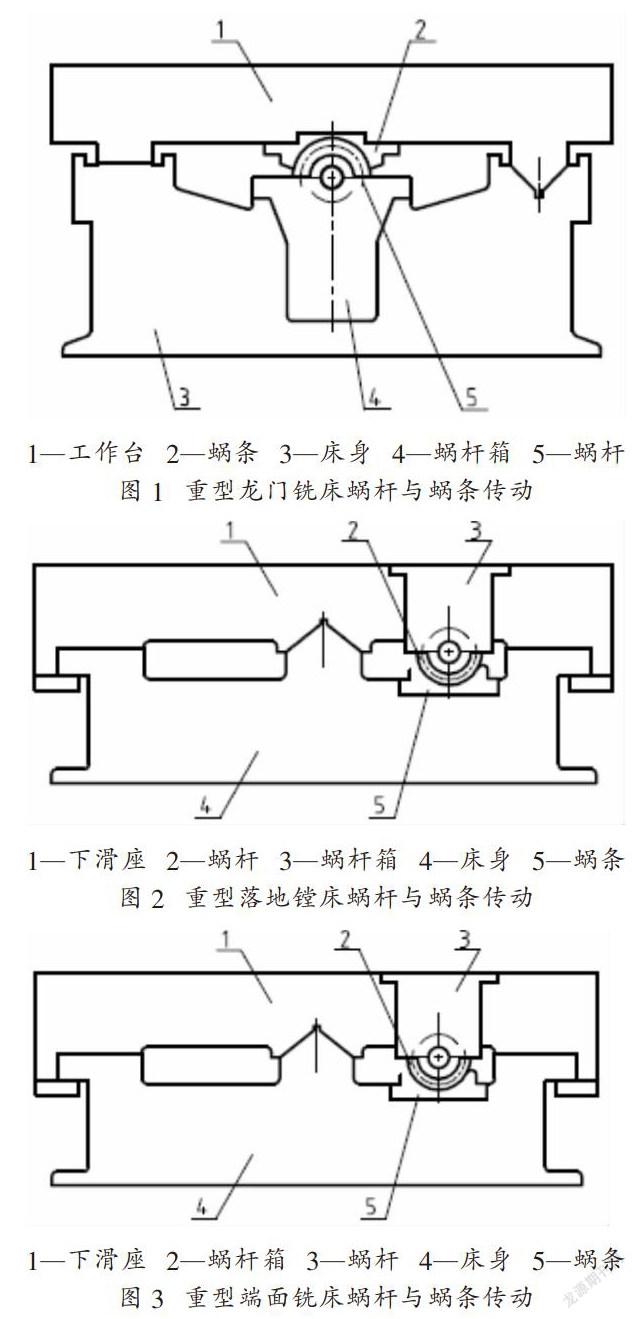
图1所示是重型龙门铣床工作台,就是用蜗杆蜗条副传动的,是属于前一种传动形式。图2所示是重型落地镗床下滑座,图3是重型端面铣床下滑座,是用蜗杆蜗条副传动的,是属于后一种传动形式。
二、机床产生低速爬行原因的分析
由蜗杆蜗条副作传动的重型机床,在长期使用之后,由于蜗杆蜗条副的磨损(蜗杆是用ZQA19-4铝铁青铜浇铸的双金属蜗杆,蜗条材料用Ⅰ级铸铁),因此啮合侧隙增长。由于啮合侧隙过大,会引起机床工作台在低速移动时出现爬行现象。
因工作台在开始传动时,由静止状态转变为运动状态,如图4所示,先由蜗杆齿面a与蜗条齿面b接触,当蜗杆继续转动时,将使蜗条推动整个运动部件,克服导轨表面的摩擦阻力而向箭头方向移动。当由静摩擦转变为动摩擦的一瞬間,使运动部件产生了一个惯性,由于这个惯性促使工作台前进速度高于蜗杆的推进速度(因蜗杆转动速度是固定的),引起蜗条c面与蜗杆d面相撞或接触。为此,必须经过一个短时间才能使蜗杆a面再与b面接触。在这个短时间内,运动部件上的蜗条因失去蜗杆的推动力,而运动部件在导轨面摩擦阻力的作用下,停止运动而又处于静止状态。当使运动部件继续进给时,又重复上述过程,如此循环,所以运动部件在运动中产生时停时冲的爬行现象。
三、测量爬行与蜗条副啮合侧隙的方法
1、测量运动部件的爬行。为了检查工作台或滑座在床身上移动时有否爬行(或称之谓冲击状况和间歇运动)现象,可以用百分表固定在工作台或滑座上,将滑座低速按箭头方向移动,这时滑座的爬行现象可以全部反映在百分表的指针上,从百分表上可以看出一走一停的爬行现象。
2、测量蜗条副的啮合侧隙。为了消除产生爬行,首先必须消除蜗杆与蜗条之间的啮合侧隙。方法是,先将旧蜗杆与蜗条之间原有的啮合侧隙测量出来。在测量时,不能用测量蜗杆与蜗条的名义尺寸来确定侧隙的大小,应在机床预检时测量。或者是在工作台与床身等零部件全部修复合格后,将蜗杆、工作台、蜗条等全部装上进行测量才能正确。
测量方法是先将工作台移至一端,使蜗杆与蜗条在工作台端面露出,然后用两个百分表固定在床身上,第一个百分表的其测头顶在工作台端面上,第二个百分表的测头顶在蜗杆齿面上,用手转动传动轴(或电动机)。先使蜗杆齿面a与蜗条齿面b接触(如图4所示),将两个百分表的指针对到0位,然后反转传动轴,这时蜗杆也随着相反的方向移动,第二个百分表的指针开始跟着转动,直到第一个百分表的指针起动时为止,这时第二个百分表上的读书C即是蜗杆与蜗条之间的实际啮合侧隙。然后拆下蜗杆,测量出蜗杆原有齿厚S,新配蜗杆的齿厚S?应为:
S'=S+C+△S-Cn
式中, Cn ——蜗杆蜗条副正常啮合侧隙
△S ——蜗条面刮研余量(在蜗条中段测量时取0.01~0.02毫米,在蜗条两端测量时,视蜗条磨损的不均匀程度按实际情况决定)。
重型机床的工作台,大多数是多段连接结构,为了能测量出蜗条中段的啮合侧隙。在一般情况下,蜗条中段的啮合侧隙,要比两端大些,故应将工作台先卸下一段,这样就可以量出蜗条中段的啮合侧隙。
有的机床结构是蜗杆箱装在滑座底下,用百分表测量时必须要将滑座移至床身一端,人站在滑座下面进行测量,这样测量比较困难。此时,可用压铅丝的方法进行测量。先将滑座吊起一点,时蜗杆与蜗条脱开,在蜗条齿的法向放上软铅丝(直径为Φ1.5~Φ2毫米的保险熔丝)。然后落下滑座,使蜗杆与蜗条啮合,将铅丝在齿缝中压扁,然后再吊起滑座,取出压扁了的铅丝,用千分尺测量出铅丝被压扁处的厚度△t,一个齿隙中的两边厚度△t相加,就是蜗条与蜗杆之间的啮合侧隙。
四、蜗杆蜗条副的修配工艺
1、蜗杆的配车工艺。为了保证蜗杆蜗条副的啮合质量,可以先将备件蜗杆车成半成品入库,待蜗条齿间尺寸确定后再进行精车螺纹。同时,为了防止在利用蜗杆进行刮研蜗条面时拉毛新蜗杆齿面,可以将旧蜗杆螺纹再精车一刀利用,但必须和配置新蜗杆在同一台车床上车削螺纹。精车新旧蜗杆时,必须保证两个蜗杆的齿形半角一致,并达到Ⅲ级精度。在精车旧蜗杆时,齿厚尺寸没有要求,但螺纹表面光洁度需达▽6,齿形正确,一般可用样板透光法检查即可。
2、蜗条的配刮工艺。合研蜗条时先将精车后的旧蜗杆装上作研具进行配刮,刮到蜗条齿面接触率达到50%以上,再换上新蜗杆,再进行配刮,蜗条齿面接触率在齿高上达到70%,在齿长上达到60%即为合格,刮研蜗条面应在床身与工作台导轨配刮之后进行。在刮研时可利用机床本身动力或临时传动机构拖地工作台,进行合研蜗条面。然后再用图6所示方法测量新蜗杆与蜗条之间的啮合侧隙。新蜗杆与经过刮研后蜗条面之间的啮合侧隙应为0. 10~0.15毫米。
3、尺寸链的补偿。龙门铣床的床身或工作台、落地镗床的床身或下滑座,由于研伤、拉毛,通过精刨磨损和修刮后,因与导轨面关联的尺寸链有了变动。蜗条与蜗杆箱的尺寸链亦随之变动。可用图5调整蜗杆箱A、B两块等高垫的厚度S进行补偿。
参考文献:
[1]高德学,牟平生.机床工作台爬行现象问题的若干思考.[J].精密制造与自动化.2012年第3期.
[2]杨延水,董传军,孙学斌.数控磨床工作台爬行现象浅析.[J].金属加工(冷加工).2009年第5期.
[3]杨晓东,李伟明.数控龙门镗铣床工作台爬行分析.[J].机械工程师2009年第7期.
(作者单位:常州中天钢铁第一烧结厂)
猜你喜欢
学苑创造·B版(2020年5期)2020-07-06
科技创新与应用(2017年30期)2017-11-07
山东工业技术(2017年20期)2017-10-17
科技创新与应用(2017年17期)2017-06-16
科技创新与应用(2017年10期)2017-04-26
科技创新与应用(2017年6期)2017-03-23
科技创新导报(2016年4期)2016-11-19
电脑知识与技术(2016年20期)2016-08-19
企业文化·中旬刊(2016年1期)2016-03-10
环球时报(2015-06-11)2015-06-11