压力容器焊接常见缺陷的产生和防治措施分析
2019-09-10 17:22姚正华
名城绘 2019年10期
姚正华

摘要:压力容器是一种封闭性的容器设备,主要用于建筑生产、机械制造、冶金等行业。为了确保压力容器的稳定运行,保障生产安全,对其制造的质量如气密性、强度等方面提出了较高的要求。导致压力容器质量出现问题的主要原因是压力容器制造时出现焊接缺陷,目前所产生的大量的压力容器事故超过90%都是由于焊接缺陷导致的。因此,通过分析压力容器制造常见的焊接缺陷,提出有效的防治建议,对促进压力容器高效、稳定工作,减少安全事故风险具有重要的现实意义。
关键词:压力容器;制造生产;焊接
焊接是压力容器制造的重要环节,在焊接过程中一旦受到一些主观或客观因素影响出现质量缺陷,可能引发重大的安全事故,威胁企业的可持续健康稳定经营。目前普遍存在的焊接缺陷包括咬边、气孔、夹渣、未融合或未焊透、焊瘤、裂纹等。这些焊接缺陷使压力容器产生破裂或者泄露,导致容器内的气体或者液体流失,如果未能及时得到处理,甚至可能进一步引发更大的安全风险,造成经济损失或威胁人员安全。因此,生产制造过程中重点关注压力容器焊接质量、有效的防范焊接缺陷是当前压力容器制造急待解决的问题。
一、压力容器焊接的常见缺陷及其成因
1.咬边
咬边指的是焊接过程存在的凹陷,如下图为咬边示意图。
咬边的产生原因主要是焊接过程中操作不当,如焊丝偏离中心位置,进而增加了熔池的存续时间,或者焊接的速度超出规定范围,使收弧后凹坑不能在有限的时间内被填满等情况都会导致出现咬边现象。
2.气孔
气孔主要指的是在进行操作时产生的气泡不能及时在熔池凝固前全部挥发,从而在焊接缝隙中存留孔洞,这种空洞会对压力容器的严密性产生不良影响。气孔产生的原因包括:在不夠干燥的焊接环境下,由于焊接速度超过限定范围,气泡在产生后未能及时通过熔渣;焊接坡口没有进行锈迹清理;焊剂与焊条未做干燥处理等[1]。
3.夹渣
夹渣指的是在焊接过程中未能及时清理焊缝中的残渣,导致残渣混入容器焊缝金属中,进而使容器的严密性和强度降低。产生夹渣的主要原因为:焊接速度较快、焊接坡口角度不正确,导致存在于焊接缝隙边缘的熔渣渗透到焊缝中;焊接过程中由于使用碱性焊条产生极性异常,进而产生夹渣。
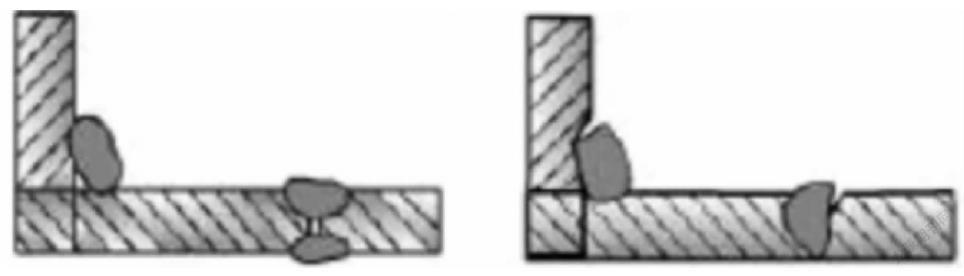
4.未融合、未焊透
该项缺陷属于重大事故缺陷,会对焊缝强度产生较大影响,甚至进一步使容器出现裂缝,引发安全事故。通常在进行焊接操作时,末尾处未能实现完全的熔化透彻就会出现未焊透现象。而在焊缝与个别焊件之间没有完全熔化透彻,就会产生未熔合现象。如下图为该缺陷示意图。
产生该缺陷的主要原因包括:坡口表面的氧化或油污污渍未及时得到清理、焊条的直径太大、焊接装配的空间太小等。
5.焊瘤
焊瘤指的是在操作过程中焊接的金属物质所产生的流体凝固到母材或者焊接的缝隙上所形成的小疙瘩。由于其不能与焊缝或者母材实现较好的融合,因此焊瘤的产生不仅影响容器美观,还会削弱容器的强度,减少有效截面,存在一定的风险隐患。导致焊瘤出现的主要因素包括焊接方向不正确、运条不均匀、电流超出限定值等。
6.裂纹
裂纹是对压力容器危害性最强的一种焊接缺陷[2]。压力容器常见的结构性损坏都是由于产生裂缝导致的。目前的裂纹缺陷包括热裂纹和冷裂纹两种。前者是在焊接金属凝结过程中产生的,裂痕较为明显,且多发生在焊缝周围,导致热裂纹出现的关键因素是由于熔池内部掺杂了熔点较低的物质。后者是金属冷却后产生的裂痕,通常位于熔合交界处。产生的原因包括接头处应力较大,焊接热循环产生淬硬组织;扩散氢发生浓集现象等。
二、压力容器焊接缺陷的防范与处理措施
针对压力容器的焊接缺陷,提出以下防治措施:1)咬边防治:合理控制运条速度以及操作方式;选择恰当的焊接倾斜角度;合理控制焊接电流以及电弧长度;严格按照标准的焊接工艺和焊接参数进行操作。2)气孔防治:焊接时禁止使用变质焊材或者氢超标的焊条;确保焊接速度、电流大小、电弧长度保持在可控水平;焊接前及时清理水渍、油污、锈迹等;优化工艺参数;提前做好焊剂和焊条的干燥处理工作。3)夹渣防治:焊接前将坡口熔渣处理干净;合理控制运条;控制焊接速度;时刻关注焊接金属的熔化情况,仔细清理残渣;进行埋弧焊,避免焊点偏移。4)未融合、未焊透防治:控制电流及焊接速度;清理坡口氧化层以及油污;仔细确定坡口角度以及大小;焊接封底尾端时注重运条摆动。5)焊瘤防治:合理选择倾斜角度,防止金属溢流;有效控制运条速度以及熔池温度。6)裂纹防治:焊接前详细了解和确定焊接参数以及工艺标准;合理控制冷却速度;可对母材进行预热,提高焊接线温度,防止出现结晶裂纹;提高焊缝外形参数;寻求专家帮助,对其他裂缝情况采取更加有效的防治措施。
三、结束语
综上所述,通过对常见几种焊接缺陷的介绍以及其成因的深入分析,为压力容器焊接制造过程的改进和优化指明了方向。通过加强对焊接缺陷的管理能够进一步保障压力容器制造生产质量,确保其使用的安全性和稳定性,有效防范安全事故风险。
参考文献:
[1]赖国雄.关于压力容器焊接常见缺陷的产生和防治措施分析[J].化工管理, 2018.
[2]薄志军.压力容器焊接常见缺陷的产生和防治措施[J].中国科技纵横, 2017(11).
(作者单位:江苏省特种设备安全监督检验研究院张家港分院)
猜你喜欢
科技视界(2016年26期)2016-12-17
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31
科技视界(2015年25期)2015-09-01
科技视界(2015年25期)2015-09-01