
浅析超重力法循环碱液再生新技术
2019-09-10 08:52范威林禄军让岳祥龙杜小华
天然气与石油 2019年4期
范威林 禄军让 岳祥龙 杜小华
中国石油庆阳石化公司, 甘肃 庆阳 745002
0 前言
中国石油庆阳石化公司具有370×104t/a炼油总加工能力[1],配套185×104t/a催化裂化装置及35×104t/a液化气精制装置[2]。35×104t/a液化气精制装置于2009年4月6日破土动工,2010年10月1日建成并一次性开车成功。
该装置液化气脱硫采用胺法脱硫工艺[3],脱硫溶剂采用我国开发的复合型甲基二乙醇胺(MDEA)溶剂[4]。该工艺[5]具有硫化氢选择性好、使用浓度高、溶剂循环量小、腐蚀轻等特点[6]。为稳定脱硫和溶剂再生系统的操作,降低胺耗,溶剂浓度按25%(w)设计。
该装置液化气脱硫醇[7]采用兰州石油机械研究所自主研发的纤维膜[8]脱硫醇专有技术[9],该工艺是利用碱液与液化气中的硫醇通过纤维膜[10]的传质接触发生反应,产生的硫醇钠溶于碱液中,碱液经空气再生、除去生成的二硫化物后循环使用。与传统脱硫醇工艺相比,该工艺具有如下优点[11]:单位体积的传质面积大,处理能力大;传质距离短,有效时间长[12],传质表面不断更新,传质效率大大提高,能更彻底地脱除液化气中的硫化氢、硫醇[13];采用非弥散态[14]传质方式,避免了乳化和夹带。
但该装置开工以来存在新鲜碱液消耗量偏高、碱渣产生量大的问题,究其原因,是碱液再生系统工艺设计落后。
1 传统Merox工艺
1.1 工艺原理
传统的Merox工艺中,硫醇钠在磺化酞菁酤或聚酞氰酤催化剂作用下,与水以及氧发生反应,重新还原为氢氧化钠,并循环进入抽提单元参与脱硫醇过程。其反应方程式如下:

在实际操作中,传统工艺由于氧化风/碱液的接触效率不高,导致硫醇钠转化率低,进而促使碱度迅速下降,抽提能力也随之下降。另一方面,待生碱液中硫醇钠氧化生成的二硫化物在碱液中平衡浓度较高,在自然重力沉降分离条件下,二硫化物与碱液分离困难,大量未分离的二硫化物随再生碱液进入到抽提单元,并被反抽提至液化气中,导致脱后液化气总硫含量超标。因而要保证纤维膜法液化气脱硫醇的抽提效果,需要连续稳定的再生碱液质量保证。纤维膜精制流程及碱液再生系统流程见图1。
1.2 存在问题
传统Merox工艺无法解决氧化生成二硫化物与碱液的有效分离问题,再生碱液中二硫化物含量偏高,二硫化物含量偏高的再生碱液在D-3301及D-3302再次使用时,液化气脱后总硫含量居高不下,产品质量不合格,其中硫醇硫不合格,脱后总硫含量在35~65 mg/m3,严重影响后续装置聚丙烯装置生产,只能通过置换新鲜碱液来降低液化气脱后总硫,这样操作的后果是新鲜碱液消耗量偏高、碱渣产生量大,新鲜碱液消耗量达35 t/月,碱渣产生量达55 t/月,大大高于设计指标,直接多发生费用316.32万元/a。
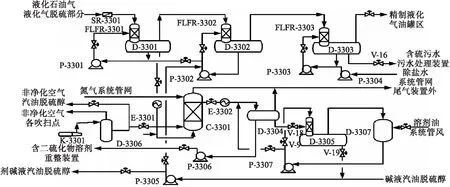
图1 纤维膜精制流程及碱液再生系统流程图
2 超重力法循环碱液再生新技术
2013年北京石油化工研究院、中国石油庆阳石化公司和中国石油集团东北炼化工程有限公司葫芦岛设计院联合成立液化气深度脱硫工业试验小组,确定在庆阳石化公司35×104t/a液化气脱硫装置进行超重力法[15]循环碱液再生新技术的工业试验,2014年9月完成装置配套的碱液再生系统改造,具备工业试验条件并进行试生产运行。
2.1 装置概况
在运行一部脱硫装置内新建碱液[16]再生单元一套。该单元采用中国石油石油化工研究院开发的液化气深度脱硫技术(LDS)[17],应用超重力法循环碱液再生新技术进行碱液再生[18]。
本单元由碱液闪蒸罐、超重力反应器、气液分离器、分液罐、碱液缓冲罐、鼓风机、待生碱液泵、再生碱液泵等设备构成。
2.2 超重力法循环碱液再生新技术原理
液化气深度脱硫(LDS)技术针对传统Merox工艺和纤维膜抽提工艺的碱液再生过程中存在的问题,采用超重力循环碱液再生方法[19],成功实现了持续保持再生碱液品质和生产低硫液化气产品。该技术原理是利用超重力破坏气液相间传质过程中液相表面张力的不利影响,促使气液相间传质过程得到极大强化。在超重力反应器中,利用高速旋转形成的离心力克服液体表面张力,碱液延径向甩出被拉成液丝、液膜和极小液滴,使气液在更大比表面上完成接触、传质,且界面快速更新。硫醇钠氧化生成氢氧化钠和二硫化物的反应为快速反应,气液传质强化使硫醇钠转化率比常规技术中硫醇钠转化率提高3~5倍,确保碱液中的硫醇钠较为彻底地转化为二硫化物,再生碱液碱度在更长时间内稳定维持在较好水平。另外,在超重力条件下,气液逆流操作的液泛点远高于常规重力场的液泛点,因此可提高气液比操作,将二硫化物解吸至气相中与循环碱液分离[20]。
超重力法循环碱液再生新技术所采用的超重力反应器工作原理见图2。气体自超重机周向导入外腔,在压力作用下自转鼓周边进入填料床层,然后进入内腔,从中心的气体出口管排出。碱液由位于转鼓内腔静止液体分布器均匀喷洒在转子内缘上进入填料床层,在高速旋转产生的离心力作用下,由转鼓内缘沿径向向外流动,止于器壁后落下,自位于底部的液体出口排出。
采用超重力技术实现碱液中硫醇钠再生和二硫化物的脱除,碱液中二硫化物进入到氧化尾气中被带走。根据硫平衡分析,氧化尾气中的硫浓度通常会在2 200 mg/m3以上,氧化尾气经两次分液后进入催化烟囱,经催化烟气脱硫系统统一处理后达标排放。

图2 超重力反应器工作原理图
此外,本工艺另一特点是能够有效脱除再生碱液中的溶解氧,避免硫醇钠在催化剂作用下与溶解氧再度生成二硫化物进入脱后液化气。
2.3 工艺流程
自液化气一级抽提反应器来的待生碱液进入闪蒸罐(D-3309),闪蒸脱除夹带的少量轻烃,闪蒸后碱液进入碱液加热器,与热媒水换热升温至50 ℃后,进入超重机反应器,待生碱液与来自罗茨风机(K-3302 A/B)的非净化风逆流接触,在磺化酞菁钴催化剂作用下,碱液中硫醇钠反应生成为二硫化物,并迅速挥发进入气相,随含硫尾气离开超重机。再生碱液自超重力反应器底部液相出口,经再生碱液罐(D-3312)罐顶填料柱上部进入,与自填料柱底部进入的氮气逆流接触后进入再生碱液罐(D-3312),经再生碱液经泵(P-3310)抽出后进入碱液冷却器,在碱液冷却器中降温至40 ℃后进入液化气二级抽提反应器。
非净化风经空气过滤器从大气引入,经罗茨风机升压后进超重机与待生碱液沿径向逆流强制接触,含硫氧化尾气离开超重机进入到气液分离罐(D-3310),其所夹带碱液经拦截分离收集;液体从气液分离罐罐底以自流方式从再生碱液罐(D-3312)顶部填料柱上部进入,以实现回收利用;脱液后的氧化尾气经冷凝分液罐分液后进入催化烟囱,由催化烟气脱硫装置集中处理达标排放。
液化气深度脱硫原则流程见图3,再生碱液去液化气精制流程见图4。
3 改造前后运行效果对比
3.1 数据对比
超重力法循环碱液再生新技术运行工艺参数见表1。改造后液化气脱后总硫含量2018年1月至8月数据分别为:21、26、27、23、24、23、27、23 mg/m3。

图3 液化气深度脱硫原则流程图

图4 再生碱液去液化气精制流程图
表1 超重力法循环碱液再生新技术运行工艺参数

项目安全运行指标超重力反应器压力/MPa0.01~0.06超重力反应器温度/℃35~55超重力反应器压差/kPa1.0~6.0待生碱液循环量/(t·h-1)8.0~12再生碱液循环量/(t·h-1)2.0~6.0风量/(m3·h-1)2 800~4 800待生碱液罐D-3309液位/(%)30~60再生碱液罐D-3312液位/(%)30~60碱液闪蒸罐液位/(%)30~60气液分离器液位/(%)0~30
3.2 经济效益对比
3.2.1 新鲜碱液消耗量
新鲜碱液消耗量由35 t/月降至8 t/月,节约27 t/月,碱液单价为0.28万元/t,每月节约费用=27 t/月×0.28万元/t=7.56万元/月,全年节约费用约90.72万元/a。产品质量全面达标,既降低了装置能耗又节约了加工成本。
3.2.2 碱渣产生量
碱渣产生量由55 t/月降至8 t/月,减少47 t/月,每月节约的碱渣处理费用=47 t/月×0.4万元/t=18.8万元/月,全年节约处理碱渣费用225.6万元/a。
直接节约费用=90.72万元/a+225.6万元/a=316.32万元/a。
4 结论
1)中国石油庆阳石化公司35×104t/a液化气精制装置存在新鲜碱液消耗量偏高、碱渣产生量大的问题,采用中国石油石油化工研究院开发的液化气深度脱硫技术(LDS)对其碱液再生系统进行了改造,应用超重力法循环碱液再生新技术进行碱液再生。
2)改造前存在如下问题:液化气脱后总硫平均在35~65 mg/m3,偏高不达标。新鲜碱液消耗量偏高,为35 t/月。碱渣产生量大,为55 t/月。生产工艺难控制,操作波动大。再生碱液中二硫化物含量偏高,循环碱液存在硫醚残留、碱液氢氧化钠浓度下降、碱液洁净程度下降等问题。加工成本偏高,全年多发生直接费用约316.32万元。
3)通过采用超重力法循环碱液再生新技术,在超重力机中实现了碱液中硫醇钠氧化反应和产物二硫化物的高效分离,待生碱液得到充分再生,再生碱液硫醇钠含量0.01%~0.02%,验证了该技术针对液化气深度脱硫醇目标,能够较好地满足产品质量和下游装置工艺要求。液化气脱后总硫含量正常达标,脱后总硫含量平均在20~25 mg/m3,确保了聚丙烯装置的正常生产。实践证明,超重力法循环碱液再生新技术操作较为便利,操作流程设计较为合理,大大节约了新鲜碱液消耗量,同时碱渣产生量也大大降低,直接节约费用316.32万元/a。
猜你喜欢
石油和化工设备(2022年2期)2022-03-11
食品与生物技术学报(2021年5期)2021-01-16
湖南安全与防灾(2021年6期)2021-01-07
化工设计通讯(2020年7期)2020-07-25
化工技术与开发(2020年5期)2020-05-29
化工设计通讯(2020年2期)2020-04-08
当代化工(2020年1期)2020-03-05
中国油脂(2019年3期)2019-04-29
能源(2018年8期)2018-09-21
喜剧世界(2016年9期)2016-11-26
