相控阵全聚焦技术应用于某主吸收塔横向裂纹检测分析
2019-09-10 07:22龚吉春
信息技术时代·上旬刊 2019年4期
龚吉春






對某含硫天然气主吸收塔,采用超声横波进行检测发现大量横向裂纹,为了对该类缺陷更直观的成像和检测,选取两处采具有代表性位置的横向裂纹用相控阵全聚焦TFM技术对横向裂纹进行检测,然后与缺陷解剖后形态对比,对全聚焦在焊缝检测上的特点进行分析,为相控阵全聚焦TFM技术应用于带堆焊层焊缝横向裂纹检测提供一种解决办法。
超声横波;横向裂纹;带堆焊层焊缝;相控阵全聚焦TFM
1、概述
某天然气净化厂主吸收塔在进行定期检验过程中,采用超声横波检测主焊缝,发现焊缝内部存在大量超标横向裂纹,采用磁粉检测,发现存在表面开口的横向裂纹,为了对该类缺陷更直观的成像和检测,选取两处采具有代表性位置的横向裂纹,一处为焊缝内部横向裂纹,一处为表面开口横向裂纹,用相控阵全聚焦TFM技术对横向裂纹进行检测,然后与缺陷解剖后形态对比,对全聚焦在焊缝检测上的特点进行分析,为相控阵全聚焦TFM技术应用于带堆焊层焊缝横向裂纹检测提供一种解决办法。
2、主吸收塔主要技术参数
3、检测对象及范围
3.1、主吸收塔焊缝参数
4、全聚焦TFM技术
4.1、全聚焦TFM技术介绍
4.1.1全聚焦工作方式
对于多阵元相控阵探头,依次激励每一个晶片激发球形波射入材料,每一次发射后材料中不连续处的反射回波将同时被所有晶片接收。
4.1.2全聚焦数据采集方式FMC
以探头为4个晶片为例,第1个晶片T1发射信号,4个晶片接收信号;第2个晶片T2发射信号,4个晶片接收信号;第3个晶片T3发射信号,4个晶片接收信号;第4个晶片T4发射信号,4个晶片接收信号;这样一共得到4×4个信号。此过程被称为全矩阵捕捉FMC。具体过程见图3。
4.1.3全聚焦的数据处理方式
(1)以全矩阵捕捉FMC数据采集形成A扫数据为矩阵FMC(4x4);
(2)自定义一个二维矩形成像区,得到区域中任意一点P(x,y) 到探头任意一对晶片组合(M,N)的声程S M,P = 探头晶片M到成像区中一点P的声程;SP,N = 成像区中一点P到探头晶片N的声程;
(3)以成像区中的声程数据为依据,结合采集的矩阵数据FMC进行相干处理,根据不同的波型及算法对图像进行重构,以达到在成像区中各点能量高度聚焦的效果。
4.2、探头及楔块选择
4.2.1线阵探头
由于一次激发64个晶片,可以聚焦得更深,焦点尺寸更小,分辨力更好,信噪比更高所以通常选用64个晶片,本次选用线阵探头:5L64-N55S,具体参数如下表:
4.2.2楔块
通常缺陷与表面呈一定的角度,故选用一定的角度的楔块,对发现缺陷非常重要,且在频率相同的情况下,折射横波波长相对于纵波波长更短,检测灵敏度更高,故选择合适角度的楔块,进行波型转换和入射角度选择,本次选用的楔块形状及参数见图2。
4.3、全聚焦设置
4.3.1设置要求
扫查范围要能覆盖整个深度范围,由于全聚焦64阵元的探头采集的矩阵数据FMC的尺寸很大,通常在10几个G左右,故分两个深度范围0-60mm,40-88mm进行扫查,且两个范围有10-20%的重复区域;扫查的长度范围能覆盖热影响区域和焊缝金属区域。具体的扫查覆盖范围见图3和图4。
4.3.2覆盖厚度范围为0-60mm扫查
4.3.3覆盖厚度范围为40-88mm扫查
4.3.4扫查长度和宽度范围
扫查的长度范围能覆盖热影响区域和焊缝金属区域,具体是从位置1到位置2,长度为80mm,见图3和图4;为了对整个区域进行扫查,从位置1到位置2扫查完后,将探头向右侧移动60mm,继续扫查相邻的区域,直到将整个区域覆盖。
5、全聚焦检测
5.1、相控阵全聚焦TFM对内部横向缺陷的检测
5.1.1全聚焦检测
采用4.3的设置要求,经相控阵全聚焦TFM检测,对焊缝内部的一处横向裂纹进行检测,缺陷编号为1#,扫查图像见图5。具体检测结果见下表:
5.1.2、解剖结果
解剖发现,裂纹长度50mm,深度在56-83mm之间,分布在焊缝金属范围内,裂纹面与筒体内外表面和焊接方向均呈45°夹角,具体形态见图6。
通过对比,发现全聚焦TFM在检测内部横向裂纹图像与实际形态一致,且检测数据与实际也很接近。
5.2、相控阵全聚焦TFM对表面开口缺陷的检测
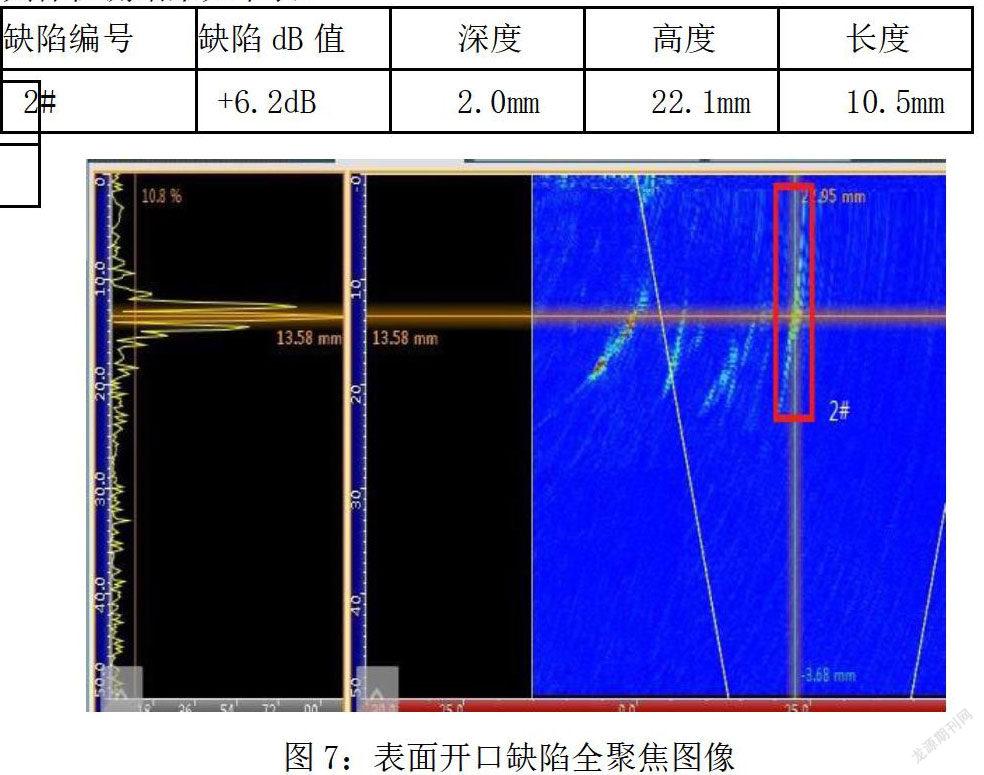
采用4.3的设置要求,经相控阵全聚焦TFM检测,对焊缝的一处表面开口横向裂纹进行检测,缺陷编号为2#,扫查图像见图7。具体检测结果见下表:
该缺陷为表面开口缺陷,而检测结果显示该缺陷离表面2.0mm,故全聚焦检测也具有一定的盲区,但近表面盲区较小。
6、相控阵全聚焦技术应用于带堆焊层焊缝检测总结分析
采用相控阵全聚焦技术,能有效的对焊缝近表面及焊缝内部缺陷进行检测,检测精度高,近表面盲区小,同时对缺陷的还原度高,成像直观,且不受内表面的堆焊层影响。
与常规超声横波和相控阵对比,相控阵全聚焦TFM的检测方式具有以下优势:
(1)常规超声横波和相控阵在检測带堆焊层的焊缝时,由于堆焊层会因为晶粒较大而发生不确定的的折射,无法采用一次反射波,对焊缝上部无法检测,存在很大的盲区,而全聚焦不需要一次反射波就能对整个焊缝区域进行覆盖;
(2)与常规超声横波和相控阵对比,其成像更直观,对缺陷的细节显示更精确,还原度更高。
(3)同时相控阵全聚焦也有一定的局限性,如同样存在表面盲区,但相比之下盲区较小。
参考文献
[1]NB/T 47013-2015《承压设备无损检测》
[2]TSG 21-2016《固定式压力容器安全技术监察规程》
[3]王悦民、李衍、陈和坤《超声相控阵检测技术与应用》
[4]李衍《超声相控阵全聚焦法成像检测》.
猜你喜欢
科学与财富(2021年11期)2021-07-04
现代信息科技(2021年21期)2021-05-07
装备维修技术(2020年3期)2020-11-20
能源研究与信息(2016年4期)2017-03-31
科技创新导报(2016年4期)2016-11-19
少年科学(2015年7期)2015-08-13
城市建设理论研究(2011年23期)2011-12-20
财经(2002年22期)2002-07-01