Fabia行李舱盖锁失效技术攻关
2019-09-10 12:14王剑皖
汽车与驾驶维修(维修版) 2019年4期
王剑皖


摘要:本文介绍了Fabia行李舱盖锁的结构和原理及零公里出现的2种常规的故障模式。通过人、机、料、法、环、测等各因素对缺陷进行系统分析,并从焊接强度及铆接工装优化等方面进行了改进提升。同时对行李舱盖锁的原设计结构进行了优化,通过增加制动块与释放杆挡点的干涉量来提升结构的鲁棒性,解决了行李舱盖锁失效的关键问题,有效杜绝了此类缺陷的复发,对类似锁结构有一定的指导和参考意义。
关键词:行李舱盖锁;异响;失效;结构优化;鲁棒性
中国分类号:U461 文献标识码:A
1 背景及原理介绍
Fabia行李舱盖锁生产线及售后常见的问题主要有以下2类:一是行李舱盖锁开启异响,会发出“哒哒”的连续异响,声音非常明显;二是行李舱盖锁功能问题,行李舱盖锁无法关闭。此款行李舱盖锁主要由驅动器和机构2部分组成,驱动器部分接受外部信号并通过驱动电机产生动力源,同时内部的传动机构确保行李舱盖锁有效完成开锁关锁功能。机构部分主要为锁体主结构,驱动电机通过机构部分的机械传动完成行李舱盖的锁止和解锁功能[1]。
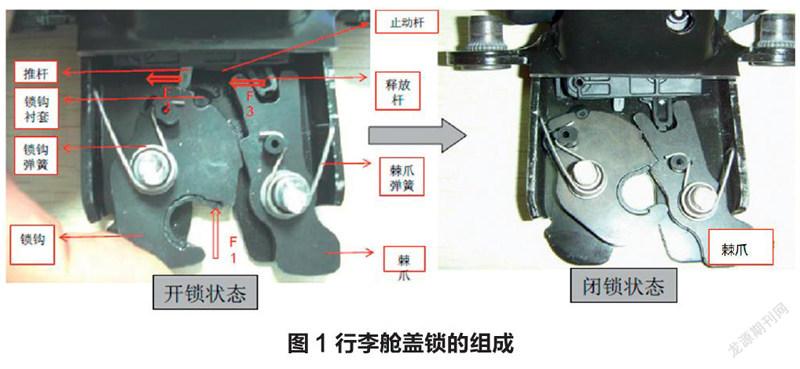
为了更好地描述缺陷模式、控制措施和优化方案,首先介绍下行李舱盖锁的工作原理。从开锁状态到闭锁状态,锁钩处于打开状态,空出的间隙能保证锁丁钩能弹出锁钩内的凹槽,机械结构中的棘爪、锁钩和锁钩衬套的开锁位置如图1所示,而驱动器部分与机构部分通过推杆、止动杆、释放杆、棘爪和锁钩衬套进行连接和传递。行李舱盖锁由开锁状态变成锁止状态则是在行李舱盖重力及人为操作的作用下,使行李舱盖锁锁钩与锁丁钩碰撞受力从而产生一个F1的作用力,推动锁钩产生转动,从而带动锁钩衬套转动给白色推杆产生一个F2的作用力,推杆带动止动杆向上运动,此时释放杆便不受止动杆的约束在棘爪弹簧力F3的作用下,棘爪推动释放杆向左运动,棘爪也同时向左运动,实现闭锁功能。
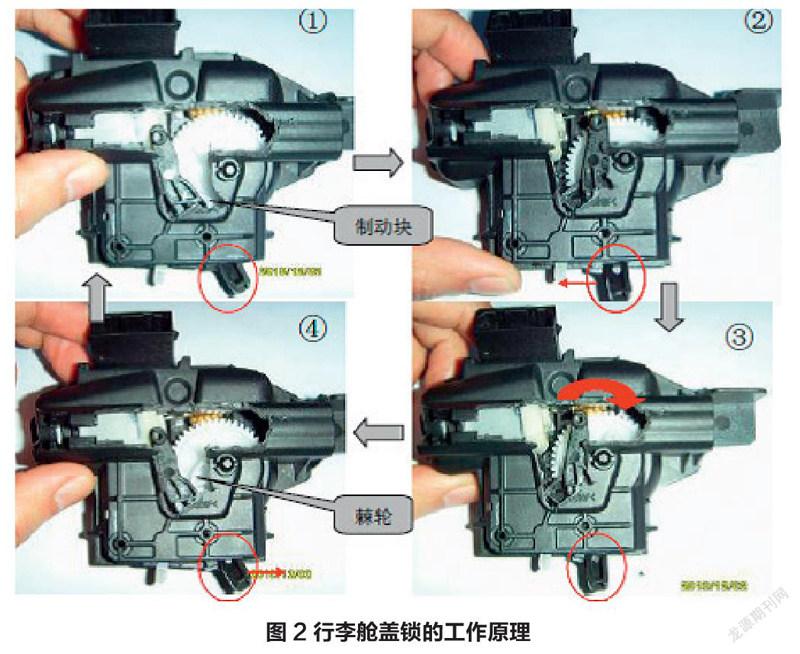
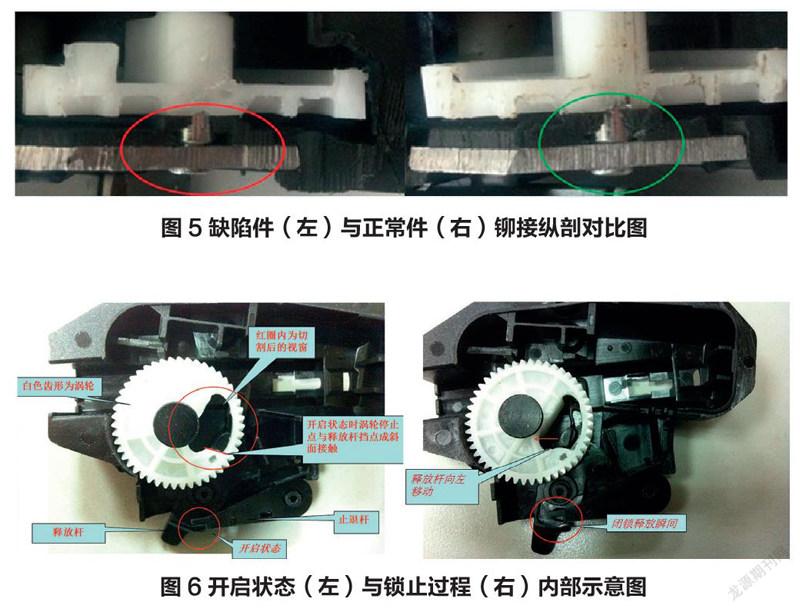
闭锁状态到开锁状态。如图2中①所示为驱动器部分的开锁状态,通过行李舱盖开启按钮或者通过遥控钥匙给予行李舱盖锁开锁指令。行李舱盖锁的驱动电机接收到指令后动作,带动蜗杆顺时针转动,齿轮通过与蜗杆的啮合也受力产生顺时针转动力。当齿轮上的棘轮在转动到释放杆位置时,将释放杆向左推开,释放杆头部向右运动,如图2中②所示,并带动机构部分的棘爪转动,使其与锁钩脱离,锁钩在锁钩弹簧力的作用下顺时针旋转,行李舱盖锁便处于开锁状态。如上所述,按动行李舱盖开关给驱动电机通电,电机上的蜗杆带动蜗轮转动,齿轮上的棘轮将释放杆推开,此时锁体打开。打开后电机并未停止转动,为了保证行李舱盖锁的开启功能,开锁时电机的通电时间设计为0.6 s。如果没有制动,蜗轮将转动6-7圈才会停止转动,而停的位置不固定,将影响下一次的开闭锁功能。所以在开锁过程中,齿轮上的制动块在转动到释放杆的挡点上时,齿轮转动由于受到阻力便会停止转动,如图2中④所示,电机也会强行停止,保证行李舱盖锁开锁初始状态的位置。
2 原因分析及措施
对于“哒哒”异响问题,第一步通过对缺陷一直可复现的行李舱盖锁进行单个行李舱盖锁通电测试,结果故障模式依1日存在,从而可以排除与车身尺寸及电压匹配等其他相关可能因素。第二步把缺陷行李舱盖锁和合格行李舱盖锁的驱动器部分进行互换,即缺陷驱动器与正常机构部分组合,正常驱动器与缺陷机构部分组合,然后分别单个锁体通电测试。结果缺陷驱动器与正常机构组合的锁体能够重现故障,而正常驱动器与缺陷机构部分组合则缺陷消失,最后再把缺陷驱动器与缺陷机构组合故障依然存在,从而判定异响缺陷跟驱动器相关,跟机构部分无关。锁定缺陷后,对驱动器部分局部进行解剖,使其在通电运行时情况下内部传动机构可见。分析中发现,行李舱盖锁在运行过程中齿轮不只转动了1圈,而是一直在转动,蜗轮上的制动块在转动到释放杆的挡点上时,也并未停止而是继续转动并发出了“哒哒”的响声。
对于第二种缺陷行李舱盖锁无法锁止问题,在分析零件过程中发现一个现象,个别缺陷件在分析异响过程时,会出现无法关闭的情况,难道2种缺陷模式为同一原因导致的?对缺陷件进行分析后验证了这个设想,由于齿轮在开锁过程中一直打转无法有效限位,导致在电机断电后齿轮的停止位置不固定。当齿轮的停止位置在一定角度下,齿轮的棘轮刚好与释放杆接触,使释放杆一直处于解锁状态,行李舱盖锁无法有效关闭。这样就确定了行李舱盖锁开启异响及行李舱盖锁无法关闭都是由于齿轮无法有效限位导致。确定了缺陷问题后,对缺陷件进行了整体解剖分析,通过对比缺陷件与正常零件,发现涡轮的制动块存在挤压变形(图3)。
对于挤压变形,将分别从材料、尺寸和装配环节,来分析齿轮制动块与释放杆的挡点接触干涉量不足的原因。首先分析了材料方面因素,齿轮的原材料为POM,型号为Delrin 500AL,其对应的Melt Mass-Flow Rate在190℃,在2.16 kg的条件下要求为12.0 - 16.8 g/10 min,缺陷件测量结果为14.9 g/10 min,符合要求。其次对2个匹配件的尺寸和释放杆及其他相关尺寸进行了测量和分析,缺陷件及批量件均符合要求。
在排除了材料和单件尺寸的因素后,开始重点分析行李舱盖锁的装配过程和零件本身的设计余量,确认下3方面因素对此缺陷构成不利影响,并分别采取了对应的控制措施。
2.1 行李舱盖锁焊接强度不足
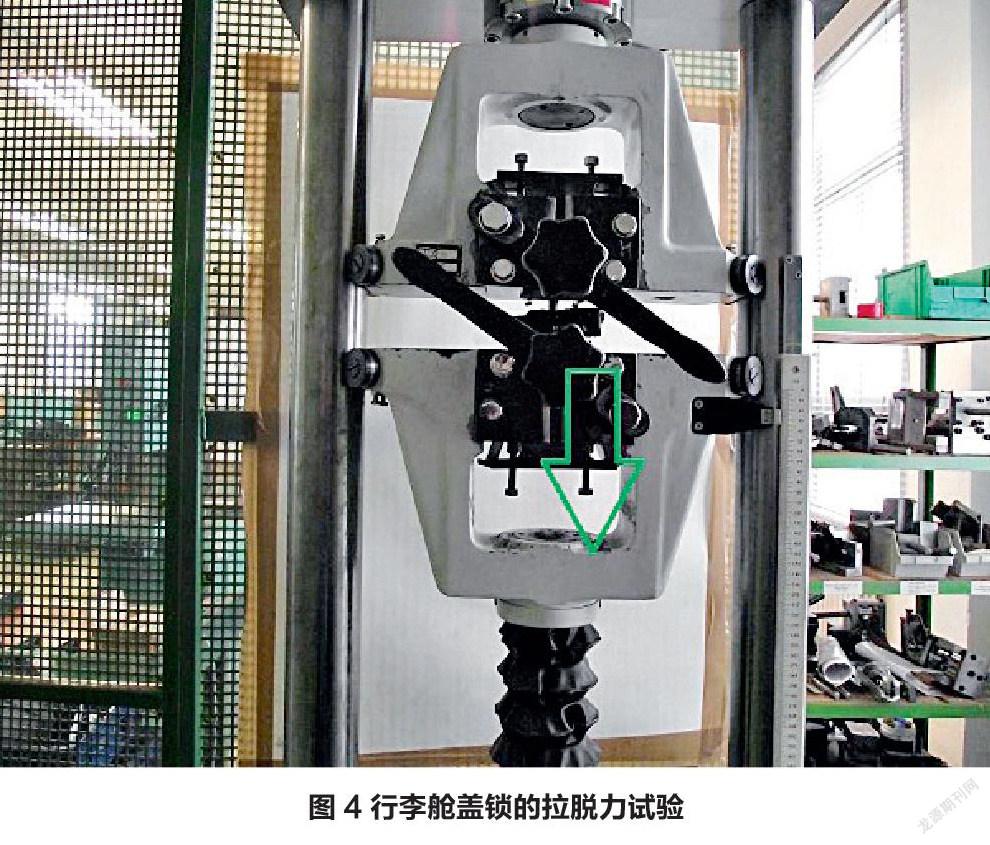
焊接强度是通过拉脱力试验和跌落试验来监控的,焊接拉脱力试验以往的控制要求是大于140 N。通过缺陷件的分析,发现部分缺陷件驱动器上下罩壳焊接处存在离缝,从而怀疑是焊接强度不良导致行李舱盖锁后续使用过程中碰撞破坏焊接强度,使驱动器内部的释放杆和齿轮之间存在间隙和松动,在开关锁过程中限位块和止位点的不断撞击下产生变形。
针对这个风险,要求供应商优化焊接工艺提高焊接强度,控制标准从140 N提高到220 N,提高标准后通过跌落试验的对比也可以发现行李舱盖锁的焊接情况有所改善(图4)。通过提高焊接强度和拉脱力试验的标准后,后续批量供货零件,跌落试验件及装车件均为未现驱动器焊接松动的现象。
2.2 铆接不到位
齿轮与释放杆存在轴向间隙(图5),未铆接到位使齿轮轴向存在间隙,在开锁过程中齿轮和释放杆存在轴向跳动,导致齿轮的制动块和释放杆的挡点没有足够干涉量,从而在电机冲击力下打滑产生异响。
查看铆接工装的结构和维护记录,由于没有辅助定位结构,铆接夹具容易弯曲和损坏,且下部铆钉定位销易松动导致铆接距离偏差,从而影响限位匹配。针对这个问题,要求供應商重新固定铆钉夹具,并把铆钉定位销调高0.5 mm,增加了—个新的铆接夹手作为辅助定位,确保行李舱盖锁及夹具在铆接过程中可靠稳定铆接夹具。调整后的零件进行了耐久试验,将铆钉通过了3 000次高温耐久试验,试验符合设计要求。
为了避免下部铆钉定位销松动导致铆接偏差,要求供应商增加—个过程控制点,并通过3D数模中选取了—个铆接后高度尺寸,并在控制计划中定义CKP关键尺寸(铆接高度-1.0±0.1 mm),并作为SP关键控制点。
2.3 优化设计结构
通过对缺陷模式的分析,发现齿轮的制动块和释放杆的挡点接触干涉量是一个重要的参数。由于齿轮的制动块和释放杆的挡点接触位置都是圆角设计,齿轮的制动块和释放杆挡点成斜面接触。当机构内部因其他各种因素导致传动部件间存在间隙松动后,此处的干涉量将会损失,在电机冲击力的作用下,齿轮会绕过释放杆的挡点,从而导致锁止失效,并产生异响的缺陷。
为了提高零件本生的可靠性和容错性,指导供应商并要求从设计结构上进行优化,经过各方面的分析和验证,最终确定下来增加齿轮制动块的厚度,也就是增加齿轮制动块和释放杆挡点的接触干涉量,来确保限位制动更为稳定可靠。厚度增加后进行验证发现,齿轮制动块厚度对行李舱盖锁的关闭功能会有影响,行李舱盖锁开锁状态到锁止状态,止推杆对释放杆已无止推功能,释放杆与齿轮接触部位将向齿轮圆心位置转动,使齿轮制动块能绕过释放杆挡点继续顺时针转动。由于在关闭过程中,制动块与挡点的间隙原有1mm,但当轮制动块厚度增加过大时,齿轮制动块由于与释放杆挡点干涉而无法继续顺时针转动,导致出现行李舱盖锁止后无法开启的故障。综合以上分析,决定将齿轮厚度增加0.6 mm(图7),由原来的4.8 mm增加到5.4 mm,来提高制动块与释放杆挡点的干涉量,同时也不影响制动块与挡点在锁止过程中的正常运作。
3 结束语
Fabia行李舱盖锁通过对缺陷件和缺陷模式进行全面分析,找到了缺陷的原因及相关不利因素,并及时提出了优化方案。增加供应商内部终检台的检测要求和改造优化终检台设备,增加自动记录微型开关动作次数来识别缺陷模式并自动记录的方式,在检验关卡增加了一道有效防线,为后续供货零件的状态提供了有效保障。最后通过对源头因素的识别并进行有效的纠正和优化,包括提高驱动器罩壳的焊接强度和拉脱离实验的标准,来提高行李舱盖锁的耐冲击行和耐久性;驱动器齿轮的铆接工装夹具的优化改造,增加了齿轮和释放杆连接的紧密性;要求供应商对齿轮尺寸进行优化,来提高行李舱盖锁的容错性和可靠性。
【参考文献】
[1] 吕大刚,宋鹏彦,崔双双,等.结构鲁棒性及其评价指标[J].建筑结构学报,2011,32(11):44-54.
猜你喜欢
科技研究·理论版(2021年22期)2021-04-18
农民致富之友(2017年5期)2017-04-06
电脑知识与技术(2016年28期)2016-12-21
汽车博览(2016年11期)2016-11-30
汽车科技(2016年5期)2016-11-14
家庭科学·新健康(2016年7期)2016-07-13
科技视界(2016年6期)2016-07-12
科技视界(2016年16期)2016-06-29
中国自行车·骑行风尚(2015年1期)2015-04-09
中国自行车·骑行风尚(2014年2期)2014-05-07