
张力对冷轧板带轧机横向刚度影响的研究★
2019-09-21 03:11何宗霖
山西冶金 2019年3期
何宗霖
(山西工程职业技术学院机械工程系, 山西 太原 030009)
对于板带材复杂板形往往无法简单用板凸度来描述,比如:四分之一边浪、中浪和边浪的复合浪等。对于此,本文提出冷轧板带轧机横向刚度理论,可以充分描述板带板凸度抵抗因轧辊辊形导致的轧制力波动的能力。
影响板带轧机轧辊横向刚度的因素有三:轧辊、工艺、板带材。轧辊主要是指辊身直径;工艺主要是指前后张力及压下率;板带材主要指宽度、屈服极限等。本文主要研究工艺(及前后张力)对横向刚度的影响。
1 横向刚度
轧制板带过程中,轧辊会因轧制力的作用而产生弯曲挠度。而横向厚度差是由于轧辊的挠度,改变了初始辊缝的曲线,导致厚度在轧件宽度方向上分布不均。
板带轧机的横向刚度指板带在轧辊出口处凸度变化所对应的轧制力增量[1],即:

式中:KC为横向刚度;ΔP为轧制力波动值;ΔC为出口板带凸度波动值。
一般情况下,ΔP与ΔC的关系成非线性关系,但如果轧制力正常波动,则可近似地认为ΔP和ΔC呈线性关系[2],即:

式中:P1、P2为正常波动的轧制力;C1、C2为 P1、P2与相对应的板凸度。
为研究出口板带宽度上局部的横向刚度,将板带横断面按照图1的方式进行区域均匀划分,则横向刚度表达式为:

式中:KC(i)为第i个区域的横向刚度;ΔC(i)为第i个区域对应的凸度波动值。

图1 轧件断面区域划分
2 实验研究
2.1 实验设备
实验用四辊冷轧板带轧机[3]如图2所示,通过电动压下装置将轧制力传递到上支撑辊,再由上支撑辊对工作辊产生向下的轧制力,并作用到变形板带上。

图2 四辊板带轧机总图
2.2 实验步骤
轧制工艺中,对于板带张力的控制调整是保证板带金属流动合理,轧制顺利的重要手段[4]。张力包括前张力和后张力[5]。张力使整个板带钢在轧制过程的受力状态[6]得到了大幅度的改善,对于良好的板形有着重要的意义。为研究前后张力变化对横向刚度的影响规律,分两种情况研究:张力20 MPa不变,前张力分别为25MPa、40MPa和60 MPa;前张力30 MPa不变,后张力分别为15 MPa、20 MPa和25 MPa。
3 结果分析
第一种情况,得到的横向刚度随前张力变化分布规律如图3所示。

图3 横向刚度随前张力变化分布规律
第二种情况,得到的横向刚度随后张力变化分布规律如图4所示。
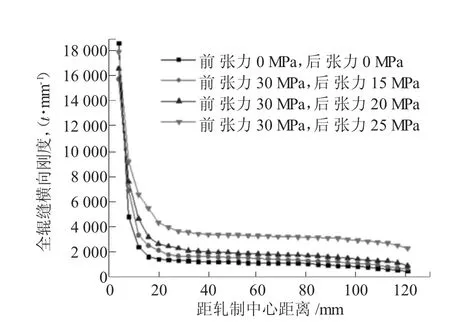
图4 横向刚度随后张力变化分布规律
由图4和图5可看出,随着前后张力的加大,辊缝内各点的横向刚度变大。
取板带距离轧制中心线3个位置以及板带边部的横向刚度值进行对比,其变化规律如图5所示。对比图5中的5-1、5-2两图可知:横向刚度随着前后张力的逐渐增大呈现单调增长的趋势,且距离轧制中心越近增长率越快。而后张力对于横向刚度的影响从5-2图可看出,相比5-1图要比前张力的影响要大。

图5 不同前后张力时轧件宽度方向上各位置刚度对比
4 结论
张力对冷轧板带轧机横向刚度的影响:
1)轧机横向刚度可由增加前后张力的大小来提高。
2)后张力对轧机横向刚度的影响比起前张力来说更明显。本文通过张力的变化对辊缝刚度影响这一规律,为以后进一步研究板形提供了新素材。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
山东冶金(2022年1期)2022-04-19
一重技术(2021年5期)2022-01-18
冶金设备(2021年4期)2021-10-29
中南大学学报(自然科学版)(2020年11期)2020-12-18
重型机械(2020年3期)2020-08-24
有色金属材料与工程(2018年4期)2018-11-25
西安理工大学学报(2018年3期)2018-10-29
科技风(2018年35期)2018-05-14
建筑建材装饰(2017年8期)2017-07-06
