
喷气织机气动折边装置工作原理与使用
2019-09-25 03:06雒小龙魏永东
纺织器材 2019年4期
雒小龙,魏永东
(陕西长岭纺织机电科技有限公司,陕西 宝鸡 721000)
0 引言
随着喷气织机对织造品种适应性的不断扩大,其已成为众多织布厂的首选机型。喷气织机为单侧引纬织造,每引一纬后必须剪断纬纱,不仅织物两侧形成毛边的经纱容易脱落,且纬纱剪断后与边经纱交织形成毛边,降低坯布使用率,造成浪费。当织机安装了折边装置后,织造的坯布布边紧密牢固、布面平整光洁,将其用于家纺床品,不但可降低制品加工费,还能节约布料;因此,喷气织机织造光边织物过程中的折边装置不可或缺。
1 织机气动折边装置
有别于机械折边装置,织机气动折边装置通过气流引导纬纱实现纬纱的折入,可避免机械折边装置难以高速运行的缺点,很好地满足了喷气织机高速化运行的要求。
1.1 结构和功能
气动折边装置(如图1所示)主要由左、右折边器,左、右剪刀,气路、气路控制单元,专用筘、虚拟筘和弃边纱装置等组成。

图1 织机折边装置
折边器是当纬纱剪断后的断头折入经纱的重要功能部件,如图2所示。它主要通过三路气流的顺序吹气完成纬纱头端的握持和折入。折边器气流一由管路1、8构成出口气流11以折入纬纱,气流二上通道由管路1、10、3构成出口气流4以折入纬纱,气流二下通道由管路1、9、6构成出口气流5以折入纬纱,气流三通道由管路2、7构成以折入纬纱。
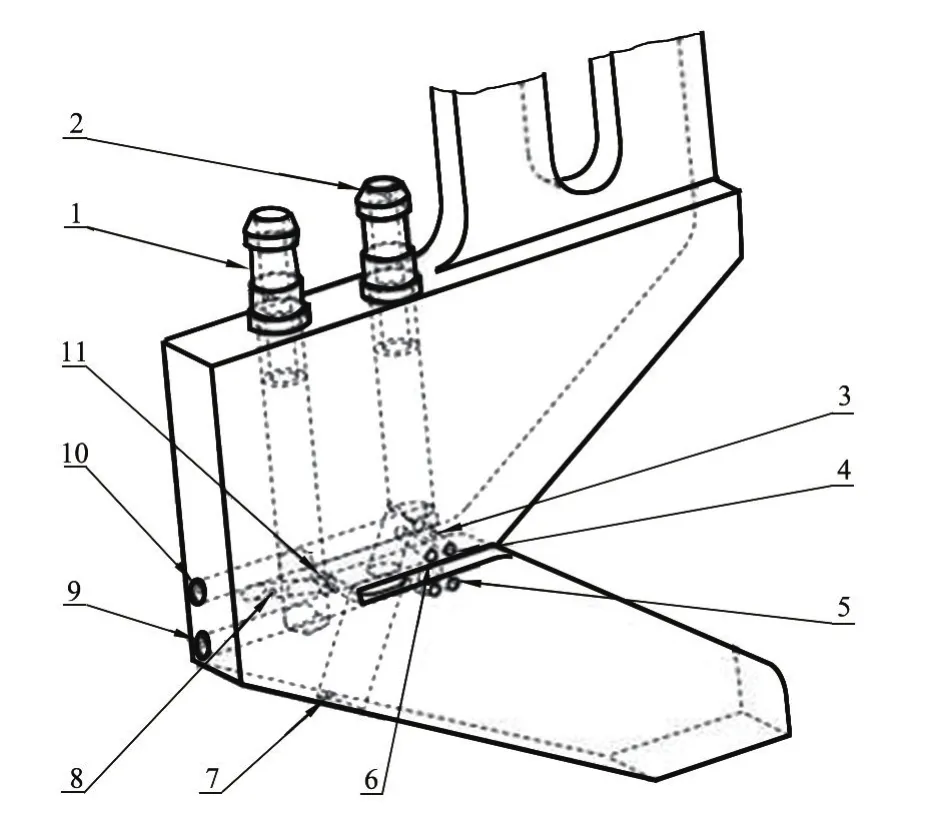
图2 折边器轴测图
剪刀机构可采用机械式或电子式剪断纬纱。左剪刀功能与常规喷气织机左剪刀功能相同,右剪刀按照设定的时间剪断上一纬被握持的纬纱,保证该纬纱头端长度符合折入长度的要求。
气路部分包含两位两通电磁阀、节流阀、管路、管接头和控制单元;专用筘主要取决于所穿筘幅尺寸满足织物下机幅宽要求,虚拟筘主要用于满足探纬要求;弃边纱收集装置主要完成多余纬纱的收集。
1.2 工作原理
在喷气织机开始织造前应预先通过调压阀调节好各气路的压力,当织机开始引纬后,在织机引纬侧将剪刀剪断纬纱时相应的电磁阀开启使气流三通道打开,上握持孔2喷射气流将纬纱断头吹入下握持孔7中;当织机运转到一定角度时该电磁阀关闭,同时控制其他通道电磁阀开启使气流一和气流二通道打开,向机后折入孔11斜吹气流,并与指向梭口的折入孔4和5聚合后将纬纱末端吹入梭口,随后来引入纬纱一起打入织口,完成一次折边织造。
在动力侧,织机探纬器探测到纬纱后相应的电磁阀开启使气流三通道打开,上握持孔2喷射的气流将纬纱断头吹入下握持孔7中;剪刀剪断多余纬纱,当织机运转到一定角度时关闭该电磁阀,同时控制其他通道的电磁阀开启使气流一和气流二通道打开,向机后折入孔11斜吹气流,并与指向梭口折入孔4和5聚合后将纬纱末端吹入梭口,随后与引入的纬纱一起打入织口,完成一次折边织造;如此往复即可形成光边织物的效果。
2 气动折边装置的控制
折边装置凭借三路气流作用完成折边动作,同时剪刀按时剪断纬纱也是折边器折入纬纱断头的必要条件;因此,折边装置气流的控制和剪刀剪切时间在整个气动折边装置中显得尤为重要。
2.1 折边气流和剪刀控制
折边器气流按时吹出、剪刀机构准确完成剪切是实现纬纱折入的必备条件,二者时序如图3所示。

图3 折边器气流打开和剪刀动作时序
毛边折入通常是将当前纬纱断头折入下一纬织口中,即在当前纬纱织入织口前后,折边器和剪刀依次完成握持、剪切和折入动作。供纱侧握持气流打开时间为350°~80°,左剪刀剪切时间为10°~26°,折入气流打开时间为180°~220°;动力侧握持气流打开时间为350°~80°,右剪刀剪切时间为10°~30°,折入气流打开时间为180°~220°。
2.2 附属装置调节
探纬器和弃边纱的调整也会直接影响纬纱折入效果和折入效率,应保证探纬器在设定纬纱到达时间内准确地探测到纬纱,且弃边纱张力大小、穿入数量应适中,以保证牢靠稳定地与到达的纬纱交织,并便于右剪刀剪切多余纬纱。
3 气动折边装置的使用要求
3.1 折边器位置调整
喷气织机的供纱侧与动力侧各安装一折边器,依靠折边器的握持和折入孔喷出的气流控制纬纱的折入,而气流的流向直接影响纬纱的运动;因此,折边器的安装位置至关重要,对折入效率和布边的成形有重要影响[1]。
a) 折边器左右位置调整
供纱侧折边器与穿织物边组织筘的第一筘齿的间距为3 mm,动力侧折边器与穿织物边组织筘的终端筘齿的间距为2 mm。
b) 折边器前后位置调整
当织机位于0°位置时,调整供纱侧折边器机头内部喷嘴的喷射孔(图2中7)中心与织地筘背面的间距为5 mm,调整动力侧的间距为3 mm。
c) 折边器上下位置调整
当织机位于180°位置时,调整供纱侧折边器机头和动力侧折边器机头的上下喷嘴孔(图2中4和5),使2个孔处于上下层中间位置。
3.2 纱线质量控制
良好的纱线质量是喷气织机高效织造的必备条件[2],也是气动折边装置发挥功能的前提。纱线条干、单纱强力和毛羽等直接影响织机的经停和纬停,也决定着织口的状态和纬纱飞行的稳定性,织口的状态不佳、纬纱飞行不稳定将直接影响折边器对纬纱的握持和折入,进而影响织物下机的一等品率。
由于喷气织机入纬纱率高、速度快、经纱上机张力大等,要求经、纬纱均具有较高的强力和耐磨性,条干均匀、光洁且无织疵;因此,在优化配棉方案和纺纱工艺的基础上,保持设备状态良好,并采取一定的纱疵控制措施,使原纱CV值、细节和棉结均控制在乌斯特公报规定的50%或25%限度以内[2],以满足喷气织机的织造要求;此外,整经浆纱后织轴不能有交织、浆斑和张力不匀等问题。
3.3 织物边组织结构相
一般织物的边组织与地组织结构相相近,才能保证织物的外观质量、织造生产效率和染整效率。喷气织机为无梭织机,由于其引经方式决定其织物边组织结构相较地组织结构相低,所以为了保证布边平整、紧密,可提高边组织结构相。折边装置的折入原理决定了边组织的纬密应为地组织的1倍,为保证边组织和地组织结构相相近,可相应降低边组织结构相。
如:光边T/C 65×3514.6 tex×14.6 tex 116×76平纹织物,其边组织纬密是地组织纬密的1倍,等同于纬纱变粗、边织物组织结构相变相提高,边经纱弯曲较大导致布边过紧易断经,可将1122和6筘4入变化为1122和5筘2加1筘4入,以降低边经纱弯曲程度、保证布边平整[3]。
3.4 车间温湿度控制
车间温湿度直接影响喷气织机的生产能否顺利进行。由于喷气织机速度高,易产生飞花和落物,除要求做好机台、地面、墙板和高空飞花、杂物的清洁工作外,更要加强对车间温湿度的管理,采用调节空气相对湿度的方法平衡温度与湿度的关系,给喷气织机车间创造良好的生产环境。
4 结语
气动折边装置是喷气织机织造光边织物不可或缺的重要机构,其应用能有效地提升织物质量和档次,显著提高喷气织机对织造品种的适应性;使用过程中应结合织造品种进行调试,做好生产环境管理,使其发挥更强功能。
猜你喜欢
棉纺织技术(2022年3期)2022-11-21
晚晴(2022年2期)2022-06-01
国际纺织导报(2019年2期)2019-05-30
国际木业(2018年3期)2018-09-10
现代工业经济和信息化(2016年12期)2016-05-17
化纤与纺织技术(2015年1期)2015-12-26
化纤与纺织技术(2015年1期)2015-12-26
现代纺织技术(2015年3期)2015-06-15
科技传播(2013年22期)2013-10-17
东华大学学报(自然科学版)(2013年5期)2013-09-16
