
射频识别技术(RFID)在空调生产中的应用研究
2019-10-12 02:59吴晗范乐瑶
制冷 2019年3期
吴晗,范乐瑶
(1. 珠海格力电器股份有限公司,广东珠海 519070;2. 珠海凌达压缩机有限公司,广东珠海 519010)
0 引言
根据工业4.0及《中国制造2025》发展指导思想,未来要打造智能化、数字化工厂、自动化工厂,以格力电器RFID信息化系统作为总装分厂生产管理的核心骨干平台,通过运用射频识别技术,在生产线关键岗位配置相应硬件,并与企业MES、BOM系统有效集成为总装生产提供各类信息化服务,消除人工扫描采集数据的作业方式,实现自动化、数字化、信息化的智慧工厂[1]。
1 射频识别技术
射频识别技术(Radio Frequency Identification,RFID),又称为无线射频识别,利用无线电波或微波能量进行非接触双向通信。当贴有电子标签的待识别物料出现在读写器的读出范围内时,读写器自动以非接触的方式将电子标签内的识别信息取出,实现物料自动识别和数据交换功能。RFID系统一般由电子标签(Tag)、读写器(Reader)以及远距离收发信号的天线(Abtenna)组成,读写器向电子标签发送射频信号,电子标签进入射频信号的识别区域后将产生感应电流从而获得能量,并将电子标签信息通过嵌入式天线发出去,读写器将电子标签信息利用解码板进行解码,再通过网络或RS232等接口将标签信息传送到计算机。将RFID技术应用到空调生产系统中,能够把管理层中的产品数据、柔性生产计划、排产调度指令等信息下达到生产层,同时又能实时采集生产层的现场数据并传输到管理层,有助于管理调整生产计划和调度安排,实现柔性生产和数字化管理,解决传统制造业生产工艺路线固定、生产信息脱节、售后难以追溯等诸多问题[2-4]。
电子标签由耦合元件和芯片组成,根据标签有没有电源分为有源和无源标签,无源标签的电能供应从读写器发出的射频信号中取得,因此要求读写器有较高的发射功率,系统识别距离较近。有源标签依靠自带的微型电池供电,系统识别距离较远。读写器是RFID系统的核心,其作用就是作为连接上位机和电子标签的数据交换环节[5]。
RFID系统的运行原理如图1所示。上位机程序将指令发送到读写器,读写器将要发送的信号经过编码加载在某一频率的载波信号上经天线向外发送。进入读写器工作区域的电子标签接受此脉冲信号,电子标签中的芯片对信号进行调制解调,对读命令或写命令进行操作,之后再把读到的信息反馈给读写器,读写器将信号处理后发送至上位机信息系统进行有关数据处理[6]。射频识别技术利用无线射频的方式在读写器和电子标签之间进行非接触性的双向数据传输,以达到目标识别和数据交换的目的。
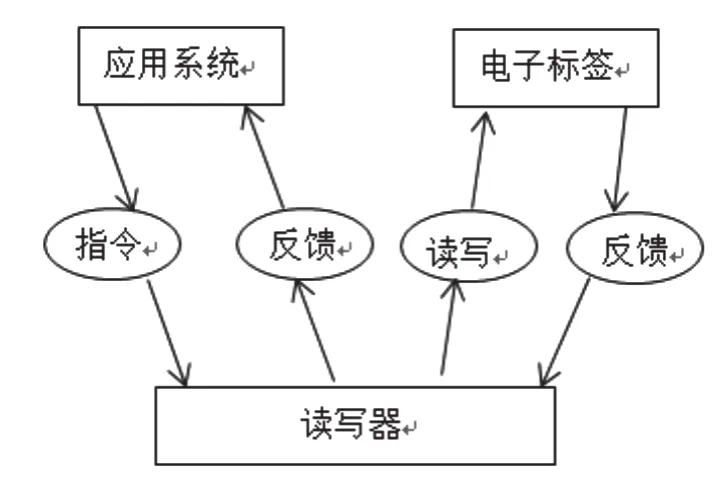
图1 RFID系统原理图
2 RFID系统网络结构设计
RFID系统工作运行依赖于其他控制设备,因此RFID设备需要与其他设备进行通讯,并能够被其他设备控制。读写器通讯协议网关主要用于RFID读写器在不同的通讯协议之间进行转换,使得RFID设备能够更加容易地与其它设备进行通讯,RFID系统数据采集中间件使用主要为TCP/IP方式,如图2。
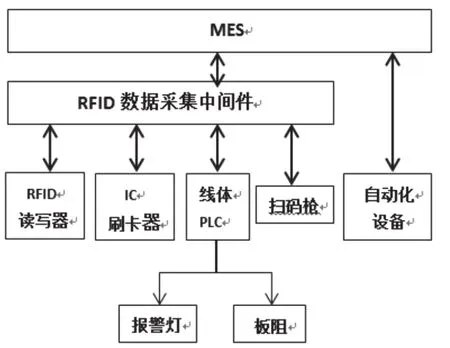
图2 TCP/IP技术路线图
在空调总装生产线上,RFID读写器被大批量地部署在产线的不同位置,并由同一个控制设备控制。每一台读写器都需要通过数据接口连接来与产线控制设备进行通讯,但各种控制设备支持的通讯协议种类不尽相同,在RFID产品的应用过程中需要重新编写其在控制设备中的程序,以实现控制设备与RFID读写器的通讯。如图3所示,为RFID系统网络结构图。

图3 系统网络结构图
通过采用支持总线协议的网关,能够把读写器便捷地连接进入控制系统中,且在需要同时连接大量读写器的情况下,降低了布线难度、布线与设备成本。将采用私有协议RFID读写器通过接入拥有标准总线接口的网关,可简单地接入到各种控制器中,使其能够通过标准的总线协议程序访问并操作读写器。各种设备只要选用特定的协议网关,即可嵌入RFID功能,通过RFID设备读写空调流水线上工艺板的标签编码,以读取或保存工艺板的数据,进行绑定。如图4所示,是RFID系统网络总线图。
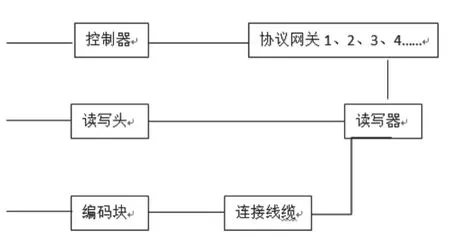
图4 系统网络总线图
在空调生产线应用中,采用了防失效设计、物联系统中间件等技术,可有效提升系统的高效性、稳定性和易用性。
3 RFID系统应用管理
RFID读写头与读写器通过馈线(射频线)连接,RFID读写器放置于小型配电箱内,安装在总装流水线附近的安全位置,通过网线连接到附近的网络端口,接入网络。空调总装生产线从零部件上线到成品下线包括了几十道工序,需要规划好重点信息采集岗位,布置并连接好RFID网络[7]。如图5所示,是RFID系统应用流程图。
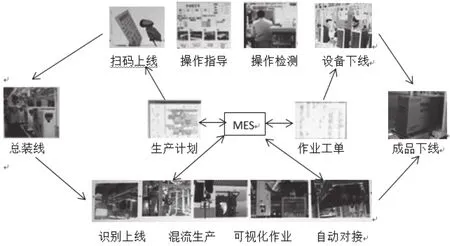
图5 RFID系统应用流程图
根据空调生产线功能需要,RFID系统可以为生产线提供产品识别智能化、生产可视化、产品检测智能化、设备管理、工艺质量管理等功能。产品识别智能化主要通过扫描条形码绑定的方式,在零部件上线点扫描条形码绑定,主要应用在预先已生成制造码(或MES条码)的场景,应用前提是上线工位配备了工位电脑并且可部署“RFID数据采集系统”工位客户端。在上线工位的工位电脑中配备配套软件及扫码器进行工装板同产品的绑定工作,并将相关上线绑定信息发送给MES系统,通过上线点的工装板将标记为已上线。上线前工装板系统状态应为空状态或已下线状态,对于状态为已上线的工装板通过上线点时会触发异常上线报警事件[8]。如图6所示,为信息绑定流程图。

图6 信息绑定流程图
通过在工位上安装数据采集点,在工位工控机上安装RFID系统工位客户端程序,并配置工位模块实现在工控机上显示工艺指导。基于现场电子看板的工艺指导显示一般由MES系统实现。在MES系统不具备相关软硬件功能的情况下,也可以提供相应成套解决方案。通过在工位上安装数据采集点、智能显示屏(安卓),并在RFID产线应用系统中配置工艺指导模块参数实现工位工艺实时指导。如图7所示,为空调产线应用实例图。

图7 空调产线应用实例图
通过RFID数据采集系统,对设备状态实时监控、预测性维护、异常模式自动识别。预测性结果分析和可视化实时信息,有效减少设备的停机,提高产出,而且提升工厂整体的运行性能。实现质量信息采集,主要依托RFID技术,系统以空调室外机产品生产工艺流程为主线,分别对生产线各工序的需求和实现功能进行细化设计,将各工序执行的异常情况及过程质量检测参数进行记录和统计,并形成电子指控卡。通过采集到的信息数据建立和完善质量标准,做到产前预警,产中控制,产后分析,从而建立机型健全的质量保障体系。
4 结语
通过将射频识别技术应用于空调总装生产线,实现RFID数据信息采集功能,实时采集空调在制品的生产过程信息,形成完整的基础数据;与线体对接实现产品自动分流控制,与生产、检测设备对接,实现空调在制品加工、检测参数的自动化调节;数据采集系统与MES系统对接,实现关键工件质量追溯防错、重点工序人员管控,支撑生产现况与管理的可视化需求实现。
实现混流生产过程中关键工件有效防错手段,根据产品自动判断和校验关键工件安装是否正确。混流生产的情况下,快速准确地识别在线产品并对工位工人提供实时工艺指导。纸质质控卡变为电子质控卡,核心质量部件做到同产品一一高效绑定,并提供完整的质量追溯。实现关键工位自动识别产品信息,并结合自动化对接工装,实现测试设备与空调产品的自动对接检测,并将测试结果、测试报告实现同产品绑定。实现产品、设备同MES等信息系统集成,打通信息通道,大大提升空调生产线的信息化水平。
猜你喜欢
橡胶科技(2022年10期)2022-11-03
自动化技术与应用(2022年7期)2022-08-17
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
中国交通信息化(2017年8期)2017-06-06
杭州(2015年9期)2015-12-21
创新科技(2014年16期)2014-07-27
中国交通信息化(2014年4期)2014-06-05
中国交通信息化(2014年8期)2014-06-05
