
螺杆式冷冻机组应用与常见故障分析处理
2019-10-18 06:00胡学东
中国氯碱 2019年9期
胡学东
(中盐吉兰泰盐化集团有限公司氯碱厂,内蒙古阿拉善750336)
1 冷冻机组工作原理
螺杆式制冷压缩机属于容积式制冷压缩机,利用一对相互啮合的阴阳转子在机体内做回转运动,周期性的改变转子每对齿槽间的容积来完成吸气、压缩、排气过程。
目前使用较广的制冷剂为氟利昂,即机组制冷过程也是氟利昂气相液相的转化过程,先由储氟器经供液电磁阀与节流阀供液到机组蒸发器,在蒸发器内氟利昂与冷媒介质进行换热,氟利昂吸热气化后,经机组吸气阀进入机组完成压缩过程,再经排气阀到氟利昂冷凝器,通入循环水换热后,气态氟利昂冷凝成液态,进入储氟器进行下一个循环。
2 冷冻机组工作过程
(1)吸气过程
当转子转动时,齿槽容积随转子旋转而逐渐扩大并和吸入口相连通,由蒸发系统来到吸气阀进入齿槽容积进行气体的吸入过程。在转子旋转到一定角度以后,齿槽容积越过吸入孔口位置与吸入孔口断开,吸入过程结束。
(2)压缩过程
当转子继续转动时,被机体、吸气端座和排气端座所封闭的齿槽内的气体,由于阴阳转子的相互啮合和齿的相互填塞而被压向排气端,同时压力逐步升高进行压缩过程。
(3)排气过程
当转子转动到使齿槽空间与排气端座上的排气孔口相通时,气体被压出并排气阀排出,完成排气过程。
由于每个齿槽空间里的工作循环都要出现以上3 个过程,在压缩机高速旋转时,几对齿槽的工作容积重复进行吸气、压缩、排气循环,从而使压缩机的输气连续、平稳。
3 螺杆式制冷机组运行情况说明
中盐吉兰泰氯碱化工有限公司(以下简称“吉兰泰氯碱”), 共2 期, 其中第一期建设投产日期为2007 年,二期投产为2010 年,烧碱产能为36 万t/a,PVC 树脂产能为40 万t/a。螺杆式制冷机组共有9台, 其中氯碱厂用于液氯液化用3 台机组,2 开1备,脱硝乙二醇冷冻机组1 台;树脂厂氯乙烯车间有盐水冷冻机5 台,设计为4 开1 备。
3.1 氯碱厂制冷机组运行情况
氯碱厂液氯液化冷冻机单台功率为220 kW,单台设计年产液氯为2 万t,其中一期2 台机组,为1 开1 备;二期采购1 台机组,3 台机组从投入运行至今未发生过任何较大故障,运行一直较为稳定,只是日常按操作说明书严格维护并执行计划性大修工作,维护润滑油更换周期为12 个月,同时更换油气分离器滤芯与油精过滤器,大修周期为3 年1 次;目前主要出现问题是油冷却器列管泄漏进行了更换。
氯碱厂脱硝乙二醇冷冻机组功率为315 kW,该机组结构较为简单,主要由油气分离器、油冷却器、氟冷凝器、蒸发器组成一个模块,2012 年装置建成投入使用后一直运行较为稳定, 维护保养周期亦为12个月,大修周期也是3 年1 次。2018 年机组出现较大故障,制冷效果较差,对整个装置运行影响较大。
(1)蒸发器受乙二醇腐蚀影响,导致蒸发器固定列管端板腐蚀,堵漏后减少换热面积,制冷受限,2018 年已更换添加缓蚀剂的冰河冷媒。
(2)油冷却器列管泄漏,主要由于机组正常运行时,为保障油温在45~55 ℃,循环水阀门开度较小,致使水循环量小,列管为碳钢材质,长时间运行造成垢下腐蚀。
(3)油气不能很好分离,致使大量润滑油进入蒸发器,影响机组制冷较为严重,经查为机组排气管道脱落所致,具体位置见图1。
3.2 树脂厂氯乙烯车间制冷机组运行情况
树脂厂氯乙烯车间盐水制冷机组单台功率为800 kW,运行需求温度为-23 ℃,一期3 台机组,二期2 台机组,正常设计为4 开1 备,该机组2015 年未改造之前,开5 台机组运行制冷一直也不能达到生产需求,对整体负荷提升有一定制约,主要原因是机组运行系统不独立,一期3 台机组公用1 套储氟器与冷凝器,蒸发器3 台机组配套2 台,二期2 台机组共用1 套储氟器与冷凝器,上面提到氯碱厂制冷机组常出现问题主要为油冷却器易出现泄漏,盐水冷冻机组也一样。
(1)由于系统不独立,所以单台机组油冷却器泄漏会影响整个系统的稳定运行,停机检查或保养情况下,油冷却器列管出现泄漏,则循环水会进入油系统,最终导致进入蒸发器,致使蒸发器出现冰堵问题,大大影响了机组的制冷效果;该蒸发器为满液式虹吸蒸发器,在冰堵情况下,氟利昂不能有效供入蒸发器,所以换热能力下降,从而影响机组制冷。
(2)氟利昂冷凝器由于公用,在夏季循环水温度偏高时,换热效果差,致使机组运行排气压力较高,可达1.6 MPa 左右,同时会有部分碎小填料进入换热器,也影响机组换热,但由于冷凝器为公用设备,无备用,所以不能及时进行清理、清洗,每到夏季影响较大。
2015 年通过改造增加3 套氟冷凝器与储氟器,让每台机组系统彻底独立,运行逐步趋于稳定,同时开4 台机组即可满足生产需求, 出水温度可达到-20 ℃左右,同时日常运行中可实现正常的维护、清理工作,夏季生产亦无压力,单体产能得以释放,产量逐年提升。
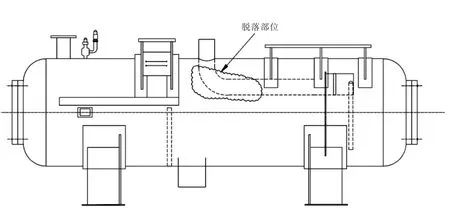
图1 机组排气管道脱落位置图
4 冷冻机组常见故障及分析处理(见表1)
5 运行中注意事项
(1)机组开机后,加载亦缓慢进行,加载不易太快,避免奔油,影响机组制冷。
(2)运行过程确保油温在45~55 ℃,确保油气分离效果,避免大量奔油到蒸发器而影响机组制冷。
(3)巡检时常关注机组储油器油位,保障上视镜1/2 即可,若发现油位下降明显需查明原因,确定油冷却器是否泄漏,避免缺油而损坏机组,或因水进入系统造成蒸发器冰堵。
(4)巡检时观察蒸发器视镜蒸发是否正常,氟利昂中是否含油,大量含油则影响机组制冷。
(5)按操作手册做好定期维护,确保油质正常,滤芯过滤、分离效果良好。

表1冷冻机组常见故障及分析处理一览表
6 冷冻机组油冷却器改造
机组正常运行时,吸气多少都会有一定的带液现象,所以导致油温偏低,而设备配套的油冷却器循环水阀门开度较小,致使冷却器循环水循环量不足,长久运行则会造成冷却器内部泥沙沉积,在一定温度下,形成垢层,腐蚀冷却器列管,导致冷却器泄漏。
结合实际,由于冷却器列管为碳钢管,表面光洁度较差,且冷却器为四流程式,循环水量较小时,易结垢,也容易造成列管腐蚀。为解决该问题,可对冷却器列管材质进行更换, 由碳钢管更换为紫铜管,同时可结合实际,把四流程式冷却器改为双流程式,即在保证油温的情况下,可适当加大冷却水的循环量,以此保障换热器的长久稳定运行,也避免了因换热器泄漏,而造成整个制冷系统的瘫痪。
7 运行管控的重要性
制冷机组稳定运行的关键与制冷的效果和冷冻润滑机油有着至关重要的联系。 机组奔油严重时,直接表现为机组噪音增加,由于缺油导致机组润滑不良,将影响机组正常运行,致使密封过早磨损,会大大缩短机组使用寿命;同时,由于机组奔油,大量润滑油进入蒸发器,则导致蒸发器换热效果差,致使机组制冷不足,影响装置生产的稳定运行,所以日常系统维护一定要严格执行操作手册,定期更换过滤器滤芯,正常巡检时,多关注润滑油位,发现油位有明显变化时,一定要查明原因并进行解决,否则后续带来的影响将很难控制;制冷机组停机后再次开机,由于操作不当,极易出现奔油问题,但只要整个系统正常,运行一段时间,经过油气分离,油会逐步回到储油罐,若长周期运行润滑油仍不能正常分离,则要严格对系统进行排查处理。
猜你喜欢
中国刑警学院学报(2022年6期)2022-12-30
化工管理(2022年14期)2022-12-02
防爆电机(2022年2期)2022-04-26
化工管理(2021年7期)2021-05-13
组合机床与自动化加工技术(2019年10期)2019-10-31
中国盐业(2018年16期)2018-12-23
中国科技纵横(2018年23期)2018-01-08
方圆(2017年8期)2017-05-04
浙江大学学报(工学版)(2015年1期)2015-03-01
中国锰业(2015年2期)2015-01-26
