电机转子轴轴肩磨损修复
2019-10-21 17:23陈春锋何多胜刘明
中国化工贸易·中旬刊 2019年10期
陈春锋 何多胜 刘明
摘 要:本文简述了电机转子轴承位出现磨损时伴随着轴承位轴肩磨损的修复,通过对轴肩允许的轴向串量的介绍,对三种修复方案的对比,最终确定激光熔覆修复方案。
关键词:轴肩磨损;轴向串量;传统焊接;激光熔覆;圆弧过渡
防爆电动机是一种可以在易燃易爆场使用的电机,作为主要动力设备通常用于驱动泵、风机、压缩机和其他传动机械等,应用广泛,常用于煤矿、石油天然气、石油化工和化学工业等行业。转子作为电动机重要部件之一,也是易损部件,常见损坏主要是转子轴的轴承位磨损造成轴承内圈与转子轴出现相对运动,俗称跑套”,严重时会造成轴承位的轴肩磨损。
1 轴肩磨损的发现及尺寸确定
轴肩出现磨损较少见,主要是转子轴“跑套”后关注点在轴承位轴径,容易忽略轴肩处磨损,轴肩磨损较均匀,从端面很难注意到,以往电机转子轴修复案例中,前期电气人员在拆卸时较难发现轴肩处磨损,后期修复通过测绘,轴肩原始尺寸通过前一轴肩位置到磨损轴肩根部的长度尺寸来确定,因轴承内圈端部都是圆弧过渡,一般不会磨到轴肩根部位置,测绘磨损轴肩根部较准确。
2 轴肩允许的轴向串量
一般轴向磨损在允许范围内可先不修复,一旦超过轴向允许串量时必须修复。
滚柱轴承允许轴向窜动0.5mm;滚珠轴承轴向窜动允许值规定:①轴的直径30~50mm、轴向串动0.12~0.22mm;②直径50~65mm、串动0.15~0.28mm;③直径65~80mm、串动0.20~0.35mm;④直径80~100、串动0.25~0.50;⑤直径100~120mm、串动0.30~0.55mm。
滑动轴承轴向窜动允许值:①电动机容量:10及以下kW,轴向串量范围:同一侧0.5mm,向两侧1.00mm;②电机10~20kW,同侧0.75mm,向两侧1.50mm;③电机20~ 70kW:同侧1.00mm,两侧2.00mm;④75~125kW:同侧1.50mm,两侧3.00mm;④125kW以上:同侧2.00mm,两侧4.00mm。并且电机轴径大于200mm,不得超过轴径直径2%。
3 轴肩修复方案的选择
3.1 定位环修复方案
最初考虑在磨损位置加定位环的思路,将送件轴径修复并将轴肩根部进行车削与轴径垂直,再测量到前一台阶的尺寸变化确定定位环厚度,环内外径根据轴承位轴径(间隙0.2mm配合)及轴承内圈大径(小0.5mm)定,但考慮装配时定位环压不紧会造成定位环与轴肩及轴承内圈均出现相对运动造成新的轴肩磨损,该方案被否定。
3.2 传统焊接修复方案
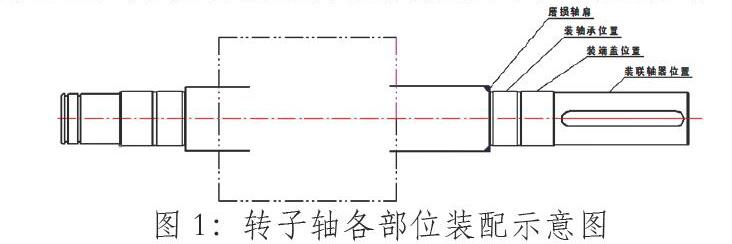
采用传统焊接堆焊轴径是以往电机转子轴修复最常用手段,现仍在采用。传统焊接方式一般有药皮焊条及气体保护电弧焊,两种焊接方式的焊接焊接热量大,局部高温1400℃左右,热影响区大,转子易从焊接点弯曲变形,修复要从磨损点往后(如图1位置)均需堆焊进一步精加工,工作量大,电机转子轴一般采用45#材质,焊接前需预热,焊后热处理,焊接容易造成应力残留、产生变形。
3.3激光熔覆修复方案
激光熔覆技术是1970年代随大功率激光器发展兴起的一种新的表面改性技术,在激光束作用下将合金或陶瓷粉末与基体表面迅速加热熔化,光束移开后自行冷却形成稀释率极低,与基体材料呈冶金结合的表面涂层,显著改善表面耐磨、耐蚀、耐热、抗氧化及电气特性等一种表面强化方法。应用特点:①激光熔覆应力小。激光熔覆技术单层熔覆层薄、热影响区小,控制在0~0.02mm;②熔覆层质量高。激光束是激光发生器产生并通过外光路传输到零件表面,能量集中且波动很小,熔覆层质量易控;③柔性精密加工。激光发生器+激光传输系统+机器人或数控机床,实现激光束扫描路径精确控制,配合同步送粉,获得精密激光熔覆效果。电机转子轴承位轴肩磨损后先对磨损位置进行车床装夹找正粗车见光,再选合适硬度焊粉激光熔覆堆焊修复位置,最后车床装夹找正精车至图示尺寸即可。
3.4 轴肩修复方案确定及修复时注意事项
对比可知,激光熔覆是轴类修复最佳选择,电机转子轴轴肩磨损后可采取的修复方案。修复要注意:①轴肩处上下两轴径存在一定直角落差,激光熔覆容易在根部形成应力集中(激光熔覆热量小,但熔覆瞬间温高1000℃以上),另直角位置激光熔覆会出现夹层,容易熔覆缺陷;采取将原轴肩位置车成斜倒角,使两个轴径斜坡过渡过去,过渡位置均采用圆角过渡,减小应力及避免熔覆缺陷产生,达到理想堆焊效果;②熔覆前粗车必须找正后进行,激光熔覆的熔覆层厚度有限,在粗车时车削的是偏心的,熔覆后轴径也存在偏心,精车时可能部分位置车削不上,需进一步熔覆堆焊。
4 修复后的最终结果
对轴肩出现磨损的转子轴经激光熔覆方案修复后,经电气车间对转子恢复安装过程中,未有不合适现象,说明轴肩尺寸测绘无误,电机回装后一直使用良好,未发生断轴及新问题,说明上面修复方案可行。
参考文献:
[1]李亚江,李嘉宁.激光焊接/切割/熔覆技术[M].北京:化学工业出版社,2012(7).
作者简介:
陈春锋(1982- ),男,汉族,湖北宜城人,2005年毕业于大庆石油学院机械设计制造及其自动化专业,技术高级工程师,主要从事石化设备配件测绘制造及修复工作。