超高层高强超厚板焊接技术的研究与应用
2019-10-21 02:33郭智华
装饰装修天地 2019年9期
郭智华

摘 要:银川绿地中心项目伸臂桁架结构采用H型和箱型构件,板厚为100mm、80mm,材质为高强Q420C,伸臂式桁架构件自重大,现场场地狭小,核心筒与外框结构沉降差异大,对构件安装要求严格。为保证现场焊接质量,通过对超厚钢板的焊接参数进行计算及试验评定,确定高强超厚板焊接工艺参数,并对焊接热输入、焊接方法以及焊缝截面尺寸等几种措施对焊接变形进行试验,得出一套有效防止焊接变形的施工措施。
关键词:超高层建筑;超厚钢板;高强度钢板;钢板焊接;施工技术
1 引言
伴随着国民经济的飞速发展,钢结构工程在建筑行业中已占据越来越重要的地位,而钢结构焊接进度快慢、质量优劣对于钢结构及后序施工均会产生重要影响,钢结构焊接工艺特别是伸臂桁架焊接施工工艺具有更广泛的应用及发展前景。
2 工程概况
银川绿地中心项目位于银川市阅海商务区,建筑总高度为301.150m,地上66层。本工程主体结构采用框架--核心筒混合结构体系,外框架由钢梁和型钢混凝土柱构成,设置伸臂桁架。桁架层构件板厚最大达100mm,最重构件达33.4t。
3 施工特点
桁架层使用大量超厚钢板,焊接工作量极大;焊接部位处于高空危险区域,焊接环境恶劣;钢板厚度8cm、10cm,焊接难度极大。
4 焊接参数的确定
4.1 预热温度的确定
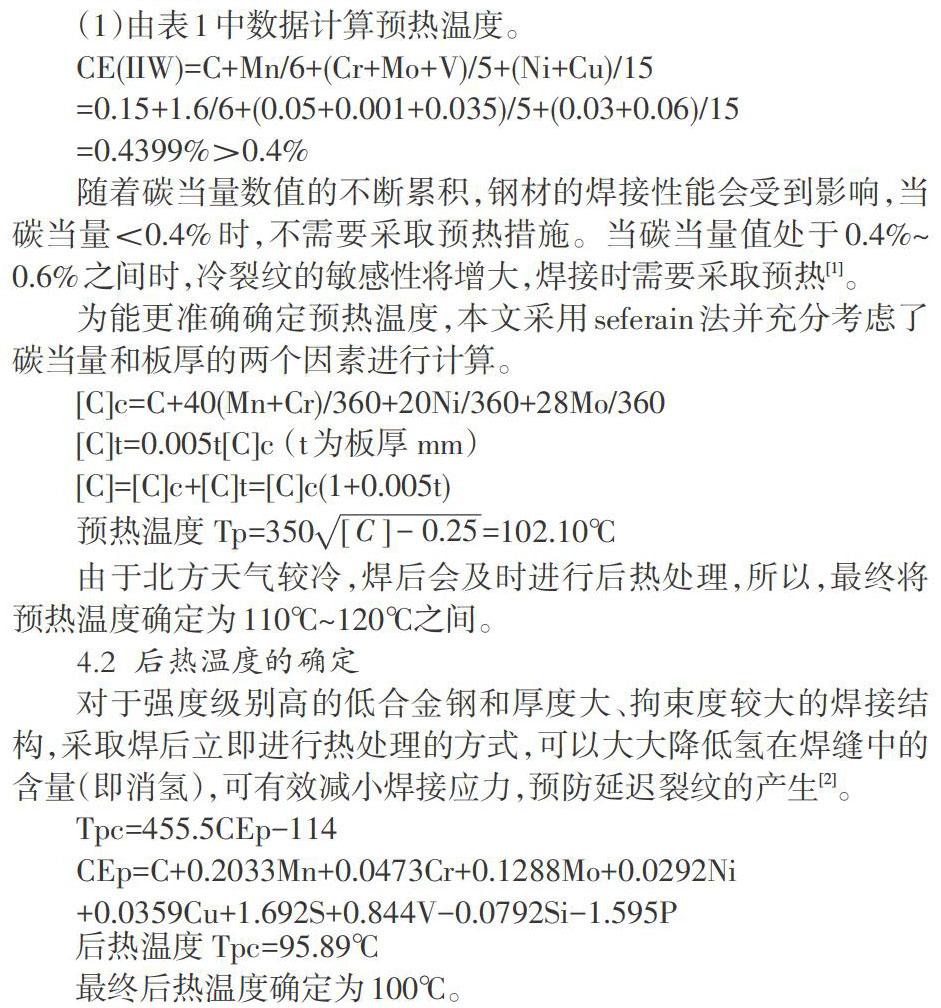
(1)由表1中数据计算预热温度。
CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
=0.15+1.6/6+(0.05+0.001+0.035)/5+(0.03+0.06)/15
=0.4399%>0.4%
随着碳当量数值的不断累积,钢材的焊接性能会受到影响,当碳当量<0.4%时,不需要采取预热措施。当碳当量值处于0.4%~0.6%之间时,冷裂纹的敏感性将增大,焊接时需要采取预热[1]。
为能更准确确定预热温度,本文采用seferain法并充分考虑了碳当量和板厚的两个因素进行计算。
[C]c=C+40(Mn+Cr)/360+20Ni/360+28Mo/360
[C]t=0.005t[C]c (t為板厚 mm)
[C]=[C]c+[C]t=[C]c(1+0.005t)
预热温度 Tp=350[[C]-0.25]=102.10℃
由于北方天气较冷,焊后会及时进行后热处理,所以,最终将预热温度确定为110℃~120℃之间。
4.2 后热温度的确定
对于强度级别高的低合金钢和厚度大、拘束度较大的焊接结构,采取焊后立即进行热处理的方式,可以大大降低氢在焊缝中的含量(即消氢),可有效减小焊接应力,预防延迟裂纹的产生[2]。
Tpc=455.5CEp-114
CEp=C+0.2033Mn+0.0473Cr+0.1288Mo+0.0292Ni
+0.0359Cu+1.692S+0.844V-0.0792Si-1.595P
后热温度 Tpc=95.89℃
最终后热温度确定为100℃。
5 施工工艺流程及操作要点
5.1 工艺评定
针对桁架层特殊节点及100mm厚板现场焊接的情况,成立焊接质量小组,,现场进行100mm厚板(Q420C)的焊接工艺评定。
5.2 施工工艺流程
施工准备-焊前准备-坡口清理、检查(衬板、引弧板、熄弧板)-预热-定位焊-根部打底-填充焊接-面层焊接-后热-保温-外观检查-打磨探伤区域-探伤-工序交接
5.3 操作要点
5.3.1 施工准备
(1)根据本工程的特殊性,结合其他项目的焊接经验和施工技术水平,采用CO2气保半自动焊的焊接方法,该焊接工艺具有渣+气联合保护的特点[3]。
(2)桁架层主要钢构件材质为Q420C,焊接方式采用CO2气体保护焊。
(3)在施焊前,焊工须检查坡口,清理坡口杂物,并形成焊前检查记录。
5.3.2 坡口检查
(1)钢构件在焊接前要仔细检查坡口,对安装完成的构件焊缝坡口进行严格检查,并符合规范要求。
(2)母材上待焊接的表面和两侧应均匀光洁,且应无毛刺、裂纹等其他对焊缝质量有不利影响的缺陷[4]。
5.3.3 引弧板和引出板的焊接
构件焊接之前,首先进行火焰预热,预热温度为110℃~120℃之间,在焊道两侧焊接引弧板和引出板,引弧板、引出板长度不少于25mm,引焊到引板的焊缝长度不得小于引板长度的2/3。
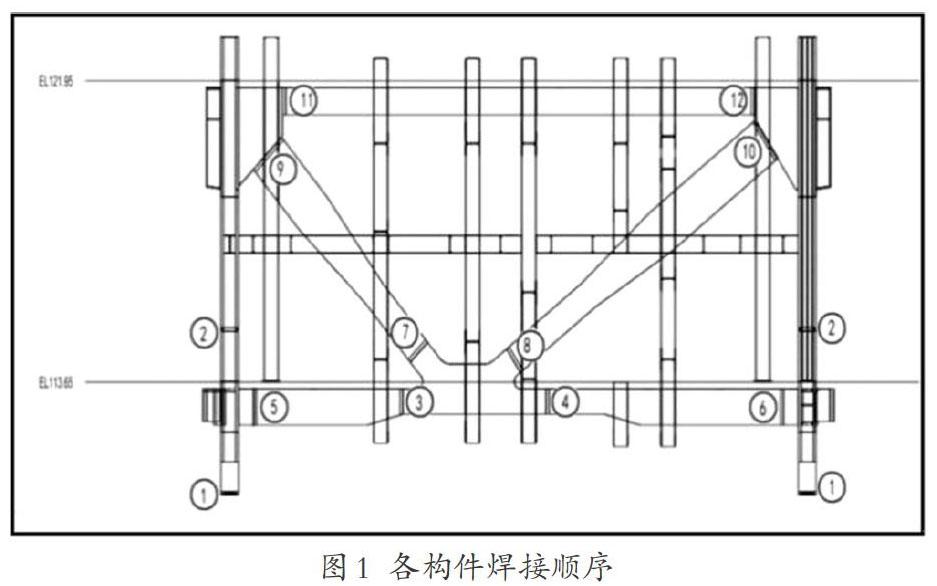
5.3.4 焊接顺序
桁架整体焊接顺序吊装成整体后,焊接四个角柱,然后分段间隔焊接下弦,整体吊装完后,焊接工作全面展开,第一步焊接角柱,焊接到盖面时,斜撑进入焊接工作,由下而上,焊接上弦。同一支柱节点上的对接焊缝要同时对称施焊,每一道对接焊缝应该先焊下翼缘,再焊上翼缘,同一支梁两端的对接焊缝不允许同时施焊。
5.3.5 焊接要求
(1)层间温度的控制。焊接时需严格控制焊缝的层间温度,温度应处于100℃~145℃。施焊过程中焊接连续,如果出现裂纹等较严重质量缺陷,必须报告焊接技术负责人,调查原委,制定修补措施后,才能进行处理[5]。
(2)防焊接变形措施。钢构件板单个焊缝节点。最大收缩值在3mm~4mm,需布置拘束板防止焊接变形。板厚为超厚板构件现场焊缝,采取如下防变形措施:焊接前加设拘束板;为避免热收缩,施焊时必须对焊缝的层间温度严格把控,且需不定时的进行测温,避免温度太高。焊接顺序要正确合理,控制焊接速度,减小焊缝收缩,做到“量大先焊,量小后焊”的焊接原则[6]。
(3)后热及保温。钢板墙焊接完成后采取后热措施,后热温度为100℃,当构厚度t>50mm时,最短保温时间为(150+t)/100(经验公式),经计算可得最短保温时间为2.5h。随后缓慢冷却,加温测温方法与预热相同,后热采用电加热板进行加热。
5.3.6 焊缝检验及返修
(1)外观及无损检测。当工件温度自然冷却至环境温度后,开始对焊缝进行外观检查、无损检测(按图纸要求)。
(2)焊缝返修。当焊缝存在内部缺陷时,其返修工艺和检验程序严格按照原焊接工艺和检验程序执行,同一位置焊缝返修次数小于2次[7]。
6 结论
通过超高层高强超厚板焊接技术的研究与应用,针对本工程伸臂桁架焊缝超长、超厚的特点,通过对工艺参数的计算确定,以及现场焊接工艺评定考试,保证了伸臂桁架焊接的质量,减小焊接变形,同时降低了施工成本,缩短了工期,为公司其他类似钢结构工程提供更广的参考价值。
参考文献:
[1] 根据碳当量如何确定焊接性[Z].
[2] 尚林义,王东红.高强超厚钢板焊接技术[J].工程科技,2013(7).
[3] 高雷雷.超高层建筑钢结构连廊厚板焊接施工技术[J].建筑施工,2014.
[4] 潘国良.焊接工艺评定标准的探讨[J].科技与企业,2014.
[5] 韦启喆.浅谈钢结构施工要点[J].城市建筑,2013.
[6] 李洪杰.针对焊接应力和焊接变形的控制研究[J].赤子,2014
[7] 袁蒙.石家庄开元广场箱型钢柱制作技术[J].科学与财富,2013.
猜你喜欢
居业(2016年9期)2016-12-26
科学与财富(2016年15期)2016-11-24
中国房地产·学术版(2016年10期)2016-11-18
科技视界(2016年21期)2016-10-17
科学与财富(2016年28期)2016-10-14
科技视界(2016年4期)2016-02-22