
不锈钢热退火酸洗机组抛丸机电气控制系统
2019-10-25 06:46邵超,林刚
设备管理与维修 2019年11期
邵 超,林 刚
(宁波宝新不锈钢有限公司设备技术室,浙江宁波 315800)
0 引言
宝新公司热退火酸洗机组3AP 引进德国SUNDWIG 公司机械设备,电气设备使用ABB AC450 自动化控制系统。L1-OCS 是实时控制级别,对于机组自动操作顺序,逻辑,调节闭环控制,传动优先控制、辅助系统、报警以及事件处理都包含在本控制级别内。抛丸段机械设备由DISA 公司提供,电气设备的硬件和软件控制由ANDRIZ 提供。AA31 PLC 主要用于抛丸段的控制。抛丸机安装在破鳞机的后面,酸洗段的前面,为了清除带钢两个表面的氧化铁皮。这个抛丸设备包含有4 台抛丸机,每个抛丸箱包含有上下抛丸轮共计4 台。2 个转向辊安置在2#和3#抛丸机之间。
在不锈钢生产工艺,抛丸机是热退火酸洗线中关键的设备,目前宝新公司3AP 抛丸段有4 台抛丸机,2 套除尘系统。3AP 抛丸机的控制方式是2 台一组的控制方式,只要有1 台抛丸机出现故障,就会有2 台同时停止工作,这样机组就要降速50%~70%生产,给生产带来很大损失。
1 工作情况
抛丸机的主要作用就是清除带钢上下表面的氧化铁皮,主要依靠高能量的丸粒打到带钢表面,从而使氧化铁皮除去。还需要解决3 个问题:①丸粒的循环使用;②氧化铁粉的回收;③细小丸粒的回收。
清除带钢上下表面的氧化铁皮和丸粒的循环使用由抛丸系统来完成。丸粒经过加料斗,经过阀门落到带钢表面,空压机将丸粒吹到下螺旋输送机,下螺旋输送机将丸粒送至斗提机下,斗提机将丸粒提升到上螺旋输送机,上螺旋输送机将丸粒输送到丸粒料仓。细小的丸粒由分离器的螺旋输送机分离出去,合格的丸粒经过下料阀门,落到抛丸轮处,抛丸轮将丸粒高速抛出,打到带钢表面,然后又落会下螺旋输送机。氧化铁粉的回收由主要除尘系统来完成。细小丸粒的回收由气动传输系统来完成。
2 HMI
抛丸机人机接口画面使用的由ABB 公司开发的PPA 软件进行制作,就画面而言分为1#,2#抛丸机、3#,4#抛丸机、除尘系统、气动传输系统和公共部分等5 部分。与其他HMI 一样,对画面的操作实际上是对L1 的数据库进行操作,这样经过逻辑的运算,就可以实现对现场设备的远程控制。操作站与L1 通过MB300 总线进行数据通信,硬件连接部分主要是RTA 板,MB300 通信网线,CS513 通信板。在HMI 上可以看到相关设备的报警信息,主要在工艺段部分和Andritz 部分的报警信息。
2.1 1#,2#抛丸机画面
1#,2#抛丸机画面有1#,2#抛丸机所有电机、电磁阀、丸粒液位的指示。启动1#,2#抛丸机SB12 Selected 按钮要选中。此画面中可以看到1#,2#抛丸机的工作时间和抛丸时间,时间的清零可以由设备维护人员来完成。Modle OFF 按钮是用于选择整个的参数调节是由操作人员控制,还是MM 控制,通常来说一般选择操作人员控制方式,当做BA 板时一般选择MM 控制,如图1所示。
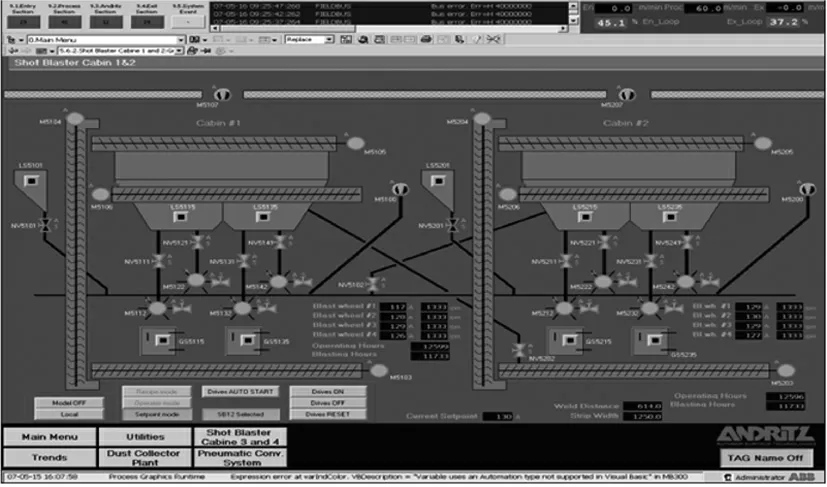
图1 1#,2#抛丸机画面
在设备没有异常情况下,整个抛丸机的启动,是在此画面中来完成。SB12 Sslected,SB34 Sslected 按钮选中后,只要触发一下Drive AUTO START 按钮,除尘系统和抛丸机就会按照程序中设计的顺序控制进行启动。Drive RESET 按钮,Drive ON 按钮,Drive OFF 按钮,主要是对16 台抛丸轮的变频电机进行传动复位,建传动,卸传动的操作。
2.2 3#,4#抛丸机画面
3#,4#抛丸机画面有3#,4#抛丸机所有电机、电磁阀、丸粒液位的指示。启动3#,4#抛丸机SB34 Sslected 按钮要选中。在此画面中可以看到3#,4#抛丸机的工作时间和抛丸时间,时间的清零可以由设备维护人员来完成,如图2 所示。
图2 3#,4#抛丸机画面
2.3 气动传输系统画面
气动传输系统重要用于细小丸粒的传输到除尘间。气动传输系统画面有气动传输系统所有电磁阀、丸粒液位、压力的指示以及相关的循环时间,如图3 所示。
图3 气动传输系统画面
2.4 除尘系统画面
除尘系统画面有除尘系统有电机、电磁阀、丸粒液位、相关温度、压差的指示。在设备没有异常的情况下,单独起动除尘系统只要触发Filter1 AUTO ON 和Filter2 AUTO ON 按钮即可;单独停止除尘系统只要触发Filter1 AUTO OFF 和Filter2 AUTO OFF 按钮即可;Filter1 Cleaning in operation 和Cleaning air fan1 fault 反映出1#过滤系统的工作状况,Filter2 Cleaning in operation 和Cleaning air fan2 fault 反映出2#过滤系统的工作状况,如图4 所示。
3 电气部件
总的装机功率2420 kW,主电压3×380 V/50 Hz,控制电压220 V/50 Hz,传感器、阀门DC 24 V,16 台变频电机110 kW用于抛丸轮驱动,4 台齿轮电机15 kW、1500 r/min 用于斗式提升器,4 台齿轮电机7.5 kW 1、500 r/min 用于上螺旋传送器,4台齿轮电机7.5 kW、1500 r/min 用于下螺旋传送器,4 台齿轮电机0.9 kW、1500 r/min 用于分离器内的螺旋传送器,4 台隔音鼓风机电机2.2 kW,4 台空压机电机90 kW,2 台除尘风机电机90 kW,2 台过滤器螺旋输送机电机2.2 kW,2 台过滤器旋转气锁电机0.37 kW,2 台管道螺旋输送机电机2.2 kW,1 台除尘系统斗提机电机4 kW,2 台排泄料仓旋转气锁电机0.37 kW,2 台支撑料仓电机0.16 kW,1 台清洗过滤料仓电机0.12 kW,4 台翻板阀门电机0.6 kW,2 台过滤器风机电机5.5 kW,2 台清洁小车机0.18 kW,4 台过滤器蝶阀电机0.18 kW。
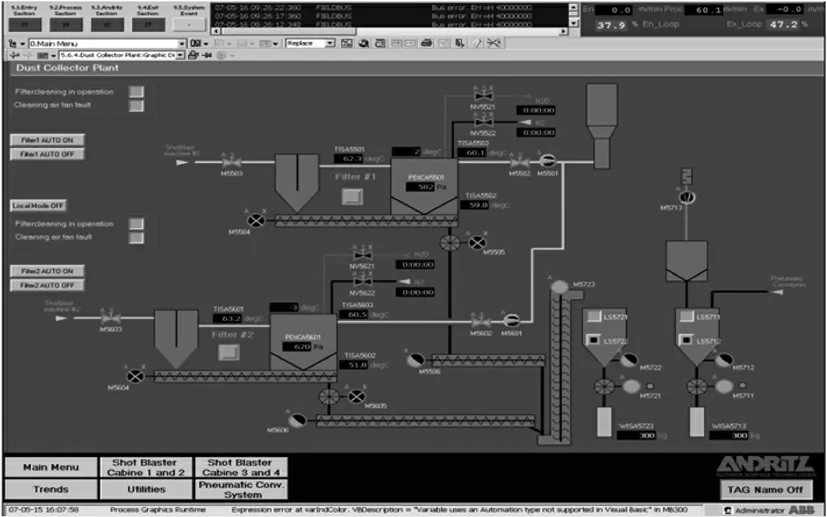
图4 除尘系统画面
4 软件部分
4.1 软件概述
抛丸机的PLC 程序使用的是ABB 公司开发的AC450 控制器软件进行编制,其主要组成有APB,FCB 和ONB 等3 部分;程序组成主要有DB data 和PC 元素。抛丸机程序在AA31 CPU,主要分布在PC5X 中。
4.2 软件结构
PC1-Dataset Communication IN
PC2-HPC communication IN
PC10-Plant Level
PC50-Shot Blaster General
PC51-Shot Blaster 1
PC52-Shot Blaster 2
PC53-Shot Blaster 3
PC54-Shot Blaster 4
PC55-Collector Plant Filter 1
PC56-Collector Plant Filter 2
PC57-Dust Collector Plant
PC58-Pneumatic Conveyor 1,2
PC59-Pneumatic Conveyor 3,4
PC91-Dataset Communication OUT
PC92-HPC communication OUT
共15 个PC。
5 抛丸机控制系统优化
存在的问题:①除尘系统的控制与抛丸机不独立;②每台抛丸机的控制不独立;③抛丸机抛丸角度自动切换程序存在缺陷。
5.1 实现除尘系统的独立
除尘系统主要是收集抛丸机内产生的粉尘、细小的丸粒和破鳞机内产生的粉尘。原控制方式是如果16 台抛丸轮电源停掉或者维修门打开都会使除尘系统停止工作,这样在检修过程中生产方更换破鳞辊和设备方更换叶片都很不方便。通过对控制回路硬件的改造,取消除尘系统和抛丸机的电气的联锁,实现除尘系统的独立性,2 套除尘系统只要自身的条件满足就可以正常运行不受抛丸系统的干扰。
5.2 实现每台抛丸机的独立控制
5.2.1 硬件改造
主要是对2 组抛丸机的停止回路进行改造。
(1)对于1#抛丸机参与停止回路的有1#抛丸机1#抛丸轮组件盖子限位GS5112,1#抛丸机2#抛丸轮组件盖子限位GS5122,1#抛丸机3#抛丸轮组件盖子限位GS5132,1#抛丸机4#抛丸轮组件盖子限位GS5142,1#抛丸机1#检修门限位GS5115和GS5115.1,1#抛丸机2#检修门限位GS5135 和GS5135.1。
(2)对于2#抛丸机参与停止回路的有2#抛丸机1#抛丸轮组件盖子限位GS5212,2#抛丸机2#抛丸轮组件盖子限位GS5222,2#抛丸机3#抛丸轮组件盖子限位GS5232,2#抛丸机4#抛丸轮组件盖子限位GS5242,1#抛丸机1#检修门限位GS5215和GS5215.1,1#抛丸机2#检修门限位GS5235 和GS5235.1。
3#,4#抛丸机同理。
原控制为1#,2#抛丸机停止回路在一起形成一条回路,3#,4#抛丸机停止回路在一起形成一条回路。通过对图纸资料消化,硬件改造,将1#~4#抛丸机的停止回路,各自组成回路,这样就不会互相干扰。
5.2.2 软件优化
(1)主要是梳理对抛丸机运行的相关联锁条件,由于原来是分组控制,也就是说1#抛丸机会对2#抛丸机产生影响,同时2#抛丸机也会对1#抛丸机产生影响。3#,4#抛丸机同理。
1#抛丸机运行的自身联锁条件。丸粒循环系统:1#抛丸机旋转柱塞风机电机215M5100 故障或停止运行,1#抛丸机下螺旋输送机电机215M5103 故障或停止运行,1#抛丸机斗提机电机215M5104 故障或停止运行,1#抛丸机上螺旋输送机电机215M5105 故障或停止运行,1#抛丸机分离器的螺旋输送机电机215M5106 故障或停止运行;抛丸系统:1#抛丸机1#抛丸轮电机215M5112 故障或停止运行,1#抛丸机2#抛丸轮电机215M5122故障或停止运行,1#抛丸机3#抛丸轮电机215M5132 故障或停止运行,1#抛丸机4#抛丸轮电机215M5142 故障或停止运行。检测系统:LS5115,LS5135报警超过30min,SB1_Maint-Door1Clsd 打开,SB1_MaintDoor2Clsd 打开,SB011_CoverClosed打开,SB012_CoverClosed 打开,SB013_CoverClosed打开,SB014_CoverClosed打开,M5103_RM_Alm 报警,M5104_RM_Alm 报警,M5105_RM_Alm 报警。2#~4#抛丸机同理通过对程序的优化实现每台抛丸机的联锁条件只对本抛丸机起作用,不会影响其他抛丸机。
(2)抛丸机转速和丸粒流量控制实现独立。原抛丸机转速和丸粒流量的控制是4 台抛丸机组合控制,如图5 所示。通过对AA31 控制程序增加数据库AOC,AIC,DOC,编写控制逻辑和对PPA 操作站画面进行重新组态,有2 种单独控制模式如图6 和图7 所示。图6 所示控制模式是每台抛丸机转速的选择是不连续的和组合控制模式类似,但是实现了每台抛丸机的转速单独控制。丸粒流量的设备实现每台抛丸机的单独控制。其中SB United Control 按钮可以实现组合控制和单独控制的切换;图7所示控制模式是每台抛丸机转速的选择是连续,可以任意选择每台抛丸机的转速,实现每天抛丸机转速的连续性设定。丸粒流量的设备实现每台抛丸机的单独控制。其中SB United Control按钮可以实现组合控制和单独控制的切换。
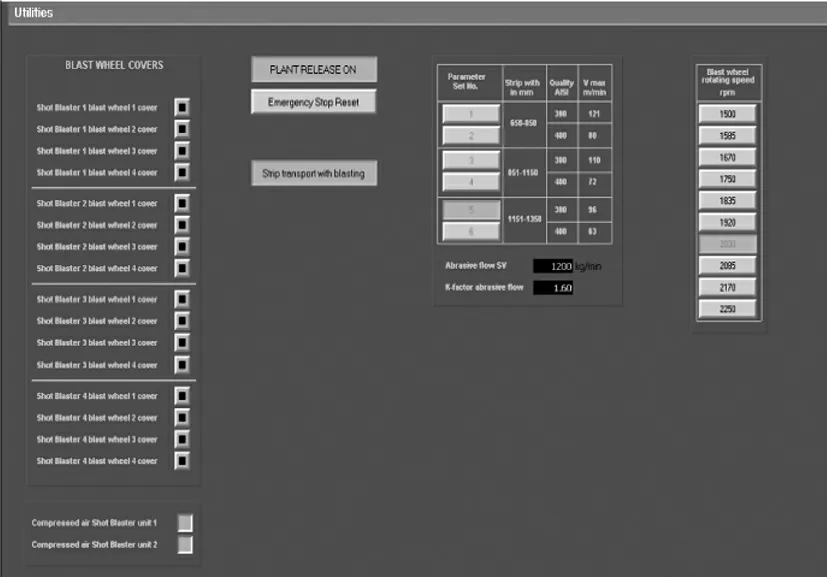
图5 4 台抛丸机组合控制
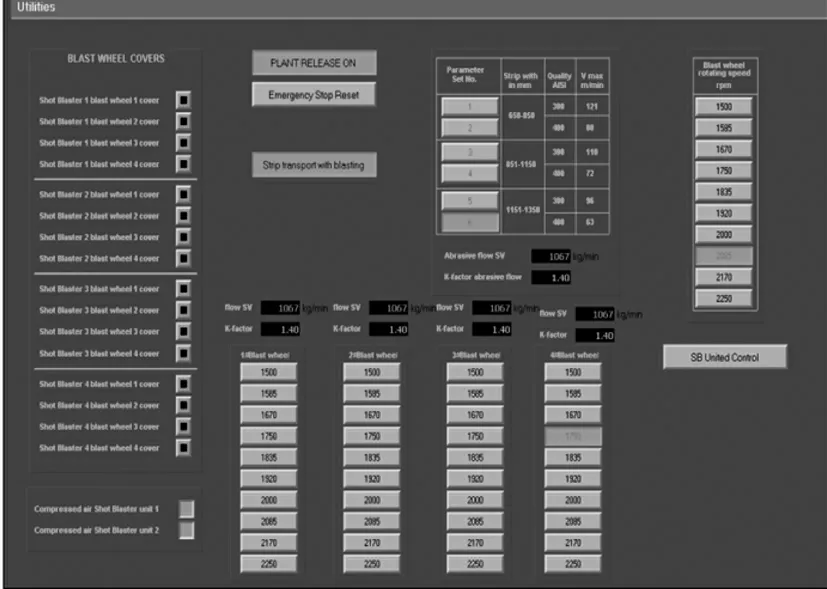
图6 单独控制模式1
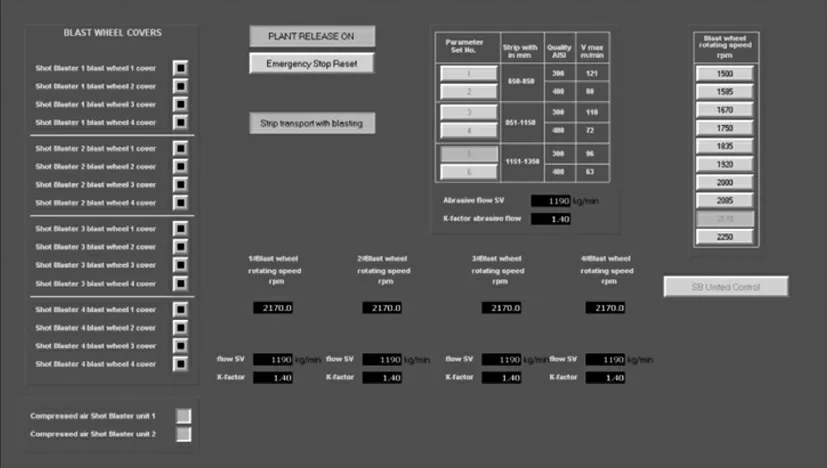
图7 单独控制模式2
5.3 优化抛丸机抛丸角度自动切换程序
(1)对抛丸段带钢宽度信息接收进行优化。原抛丸段带钢宽度信息接收通过一个寄存器,触发信号和接受的带钢宽度信息可能不同步,现在将宽度信息直接送至抛丸机控制系统,使带钢宽度信息具有实效性和准确性。
(2)对宽模式抛丸命令进行优化。原宽模式抛丸命令寄存器的触发信号时一个trigger 信号,脉冲宽度很窄,存在丢失的可能性。现优化成单稳信号mono,脉冲宽度设为1s,保证触发信号确实接受到。
这样在窄抛丸模式切换宽抛丸模式时,就不再会出错,减少出现氧残的情况。消除了偶尔不能进行抛丸角度自动切换的问题。
5.4 实施效果
(1)实现除尘系统的独立,在多次检修和试车过程中已经证明,除尘系统是独立的,不受抛丸机状态的影响。
(2)实现每台抛丸机的独立控制,在试车过程中,证明4 台抛丸机可以自由组合,实现14 种组合工作模式。任意一台出现故障时,其他还有3 台可以工作;任意2 台出现故障,还有2 台可以工作;任意3 台出现故障,还有一台工作。这样可以提高生产效率,减少降速损失,减少氧残的保留卷。通过对抛丸机转速和丸粒流量的分开控制,对于改善产品表面粗糙度、优化产品的质量大有裨益。
(3)抛丸机抛丸角度偶尔不能自动切换,可能每周出现一次,优化程序后,就再没有出现抛丸角度自动切换的问题,减少氧残的保留卷。
以上方案已在3AP 机组实施,使用情况良好。
6 结束语
抛丸机就相当于整条机组的消化系统,一旦抛丸机出现了故障,机组的工艺段的速度就只有5 m/min,这样会给企业带来巨大的经济损失,还需要对抛丸机进行更加深入的研究,确保设备正常运转。
猜你喜欢
石材(2020年10期)2021-01-08
装备制造技术(2020年6期)2020-11-27
中国煤炭工业(2019年3期)2019-08-27
建材发展导向(2019年11期)2019-08-24
知识文库(2018年11期)2018-10-20
中国铸造装备与技术(2017年3期)2017-06-21
中国铸造装备与技术(2017年3期)2017-06-21
山东工业技术(2016年15期)2016-12-01
中国资源综合利用(2016年3期)2016-01-22
质量技术监督研究(2015年1期)2015-04-09
