ZB45二号轮铝箔纸内侧两角折叠改进
2019-11-07 05:35曾京威陈华杨猛
科技与创新 2019年20期
曾京威,陈华,杨猛
ZB45二号轮铝箔纸内侧两角折叠改进
曾京威,陈华,杨猛
(红云红河集团昆明卷烟厂,云南 昆明 650032)
GDX2/ZB45细支烟包装机组在生产过程中偶有铝箔纸两端皱褶的烟包出现,严重影响产品质量。为了解决这一问题,对铝箔纸在二号轮模盒内的折叠过程进行观察分析,发现铝箔纸两端皱褶是二号轮模盒的深度尺寸和内侧两角折叠块的几何形状共同导致的,并对二号轮模盒深度和铝箔纸折叠块的几何形状进行改进,有效解决了铝箔纸两端皱褶问题。
二号轮;铝箔纸;模盒;折叠块
ZB45是意大利GD公司授权,上海烟草机械有限责任公司制造的硬盒卷烟包装设备,设计生产速度每分钟300包,其以自动化程度高、质量稳定、运行可靠等优点在卷烟生产企业得到广泛应用。目前红云红河集团昆明卷烟厂有六组YB45小盒包装机用于100 mm细支规格的卷烟包装生产,在生产过程中发现偶有铝箔纸两端皱褶的烟包出现,如图1所示,严重影响了产品质量。

图1 铝箔纸端部皱褶烟包
1 存在的问题
根据生产过程统计和质检反馈,铝箔纸皱褶缺陷烟包普遍存在于细支产品机组中,其中选取单组设备烟包顶端或底端铝箔皱褶质量缺陷统计如表1所示。
表1 1机组铝箔纸顶端或底端质量缺陷统计表(2019-06)(单位:包)
一周二周三周四周 顶端皱褶41374855 底端皱褶33344032 两端皱褶913127
根据设备运行原理和过程观察,烟包铝箔纸两端皱褶是在二号轮铝箔纸折叠过程中产生的,有必要对烟包铝箔纸两端皱褶的原因做进一步分析。
2 铝箔纸折叠过程分析
铝箔纸在二号轮折叠过程如图2所示,铝箔纸按工艺要求裁切成定长纸块经二号轮与一号轮中间,下落至到位基准。随后,一号轮推烟板与二号轮随动接烟板夹持烟支组和铝箔纸块,进入二号轮右侧水平工位夹烟包模盒中进行内衬纸即铝箔纸包装。具体包装折叠过程为:在A工位通过内外两个折叠块旋转90°完成内侧(无搭口侧)两角折叠,在B工位通过侧长边折叠器完成长边1折叠,在C工位通过二号轮内圆结构完成长边2折叠,在D工位通过内外两个折叠块旋转90°完成外侧(搭口侧)两角折叠,在E工位完成顶端和底端两端折叠后送入三号轮。
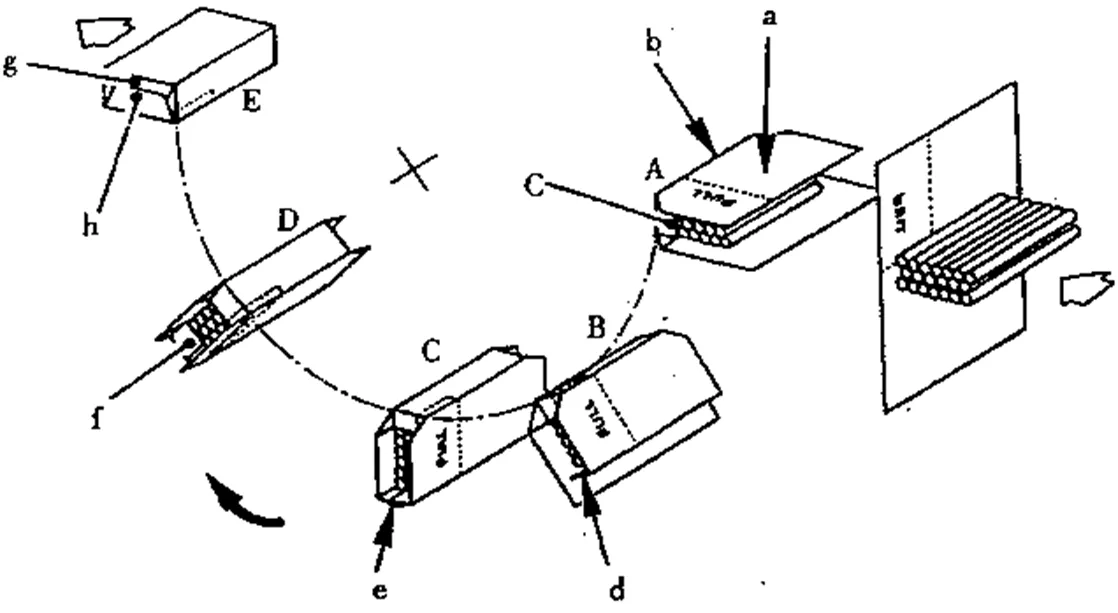
图2 铝箔纸在二号轮折叠过程
在生产运行过程中,经过实际跟踪观察发现,铝箔纸两端产生皱褶的位置是在B工位之前,即在A工位进行内侧两角折叠过程时,所以对A工位铝箔纸内侧两角折叠过程中铝箔纸两端皱褶的原因进行进一步分析。
3 铝箔纸两端皱褶原因分析
结合设备工艺流程和结构分析,造成铝箔纸两端皱褶主要原因有以下几部分。
3.1 烟支组和单张铝箔纸由一号轮推入二号轮模盒时发生挤压导致铝箔纸弯曲变形
烟支组和单张铝箔纸由一号轮推烟板与二号轮随动接烟板夹持进入二号轮模盒,进入模盒后由于推烟板的推力作用和模盒的阻挡作用,对烟支组和铝箔纸产生轻微挤压,使烟支组排列发生轻微位移,从而导致铝箔纸随烟支组弯曲变形,如图3所示。
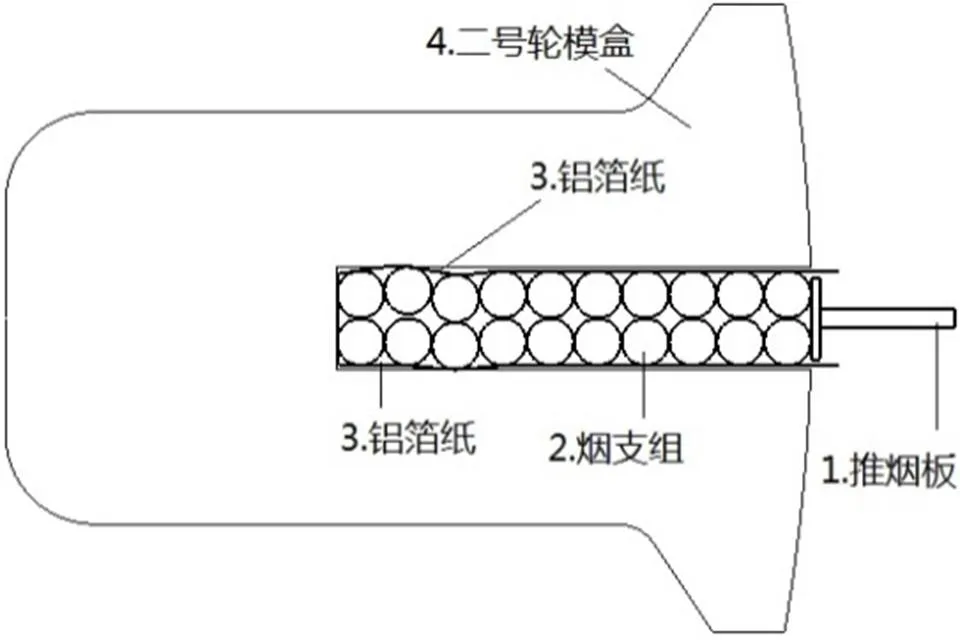
图3 挤压导致铝箔纸弯曲变形
3.2 铝箔纸弯曲后折叠块旋转折叠时与铝箔纸伸出面发生擦碰,产生皱褶
虽然铝箔纸弯曲变形会随着推烟板进入后退行程,烟支组回弹而减轻或消失,但是在工位A进行内侧两角折叠时推烟板还未进入后退行程,所以折叠块进行旋转折叠时会与铝箔纸伸出面的弯曲部分发生擦碰甚至硬性折叠而形成皱褶,如图4所示。
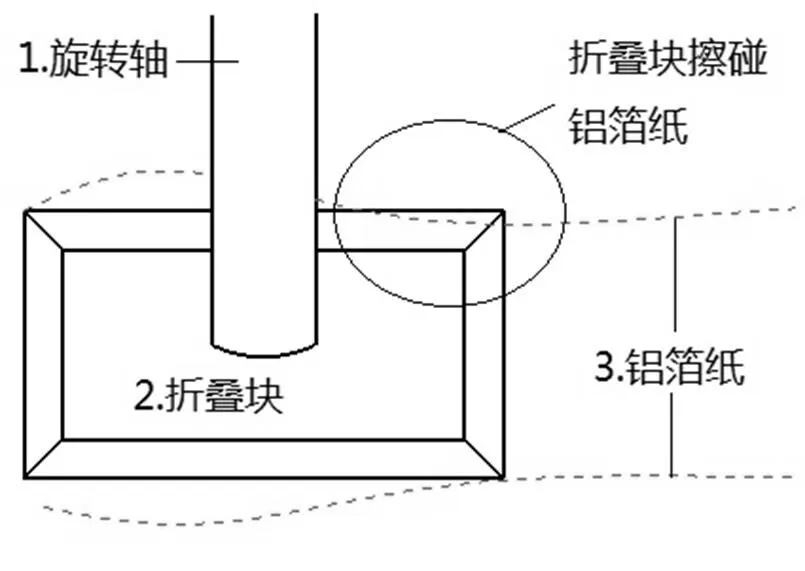
图4 折叠块与弯曲铝箔纸擦碰示意图
针对上述产生铝箔纸皱褶的两个原因,需进一步确定改进思路,制订改进的对策和方案。
4 改进方案
4.1 二号轮模盒深度改进
根据铝箔纸两端产生皱褶的原因分析,二号轮模盒的阻挡和推烟板的推力对烟支组造成挤压从而导致铝箔纸弯曲变形。为了减轻推烟板的推力和二号轮模盒的阻挡对烟支组和铝箔纸的挤压作用力,采用对二号轮模盒的深度加深的对策,减轻或杜绝铝箔纸弯曲变形。原机模盒深度为53.6 mm,现对合理的模盒深度进行计算。
由于烟支组在二号轮内分为两排各10支排列,所以二号轮模盒深度取决于烟支的直径。为使烟支组在进入二号轮模盒内时减轻相互挤压,则模盒深度应该以烟支的平均直径乘以烟支组横向排列支数进行计算,同时要考虑到铝箔纸的厚度。目前红云红河集团昆明卷烟厂100 mm规格细支烟支的圆周工艺标准为(17±0.2) mm,经长期统计,生产过程中烟支的平均圆周为16.9 mm。则烟支平均直径:=/π= 16.9/3.14=5.38 mm,模盒深度=10+,其中为铝箔纸厚度,测量得=0.1 mm,则=10×5.38+0.1=53.9 mm。经计算模盒理论深度为53.9 mm,比现用模盒深0.3 mm,改进后可有效减轻推烟板对烟支组的挤压,减轻铝箔纸弯曲变形。
4.2 折叠块几何形状改进
经过设备工艺流程分析和生产过程中的实际跟踪,由于在A工位处进行铝箔纸内侧两角折叠时推烟板的推力造成铝箔纸伸出模盒部分不平整,折叠块旋转折叠时若有铝箔纸伸出平面位于折叠块宽度以内就会与折叠块发生擦碰,对擦碰处进行折叠形成皱褶。而在D工位处进行折叠时,由于没有推烟板的推力作用,烟支组和铝箔纸较为平整,不会发生擦碰而形成皱褶,另外铝箔纸两端产生皱褶的位置位于B工位之前,所以仅对A工位处的折叠块进行改进即可。
4.2.1 折叠块工作面理论宽度计算
根据折叠块工作原理分析,工作面的宽度必须小于两支烟支紧密排列的直径,理论状况下,烟支直径应该取最小理论直径,计算得:
min=min/π=16.8/3.14=5.35 mm
2min=5.35×2=10.7 mm
经查阅图册及实际测量,原机折叠块的工作面宽度为9 mm,小于2min=10.7 mm,即原机折叠块工作面宽度符合理论宽度要求,若再减小工作面宽度则会影响铝箔纸内侧两角折叠效果,所以折叠块工作面宽度无须改进。
4.2.2 折叠块几何形状改进
虽然折叠块工作面的宽度符合理论宽度要求,但在A工位折叠时由于推烟板作用,铝箔纸伸出模盒部分有轻微变形,还会导致折叠块与铝箔纸擦碰折叠形成皱褶,所以有必要对折叠块几何形状进行改进。
原机A工位铝箔纸内侧两角折叠块为一截面为梯形的几何体,其工作面为一个16 mm×9 mm的矩形,如图5所示。由于折叠块工作面的棱边为直角,所以与变形铝箔纸擦碰时会硬性折叠而形成皱褶,根据机械设计经验及相关设备结构组成参考,确定改进方案为将棱边进行圆角处理。
图5 原机折叠块示意图
在进行圆角处理时不能对铝箔纸折叠效果产生影响,经测量折叠块工作面的几何形状为16 mm×9 mm的矩形,其中有效折叠面为内侧8 mm×9 mm,由于有效折叠面的作用是对铝箔纸内侧两角进行折叠,所以此部分棱边不用做半径过大的圆角处理,外侧8 mm×9 mm作用为保持铝箔纸形态不受折叠影响,皱褶基本是由此部分棱边擦碰铝箔纸折叠形成,所以此部分可以做适当半径的圆角处理。
经测量,模盒深度加深后,铝箔纸在A工位折叠时伸出二号轮模盒部分的变形量(即上下位移偏差)全部都小于0.4 mm,折叠块工作面外侧8 mm棱边的圆角半径取1 mm足够使折叠块顺畅折叠,所以综合采用对折叠块工作面棱边进行变半径的圆角处理,具体方案为:内侧8 mm棱边圆角由0.1 mm过渡至0.2 mm,外侧8 mm棱边由0.2 mm过渡至1 mm,如图6所示。
图6 改进几何形状后折叠块示意图
改进后若铝箔纸伸出二号轮模盒部分位于折叠块工作面宽度以内,则伸出部分的铝箔纸会随圆角顺畅滑动而不产生折叠形成皱褶。
圆角改进对铝箔纸折叠影响如图7所示。
图7 圆角改进对铝箔纸折叠影响
5 应用效果
将二号轮模盒深度加深为53.9 mm,同时对折叠块工作面棱边进行变半径圆角改进后应用至红云红河集团昆明卷烟厂三组ZB45/GDX2细支包装机组,如图8所示。

图8 改进后的模盒与折叠块实际应用
对改进二号轮铝箔纸折叠后的三组设备跟踪观察,改进后的模盒和内侧两角折叠系统运行稳定,无烟支组卡阻、铝箔纸歪斜等现象。同时对烟包铝箔纸两端皱褶的缺陷数量进行统计,在三组设备改进后整个月的生产过程中进行铝箔纸两端皱褶的烟包缺陷数据统计如表2所示。
表2 改进后三组设备两端铝箔纸两端皱褶统计(2019-08)(单位:包)
1#机组2#机组3#机组 顶端皱褶000 底端皱褶010 两端皱褶000
由表2可以看出,1#机组和3#机组在改进后一个月的生产中均未出现铝箔纸两端皱褶的缺陷烟包,2#机组仅仅发现了1包铝箔纸底端有皱褶缺陷的烟包,并且经过进一步分析发现该缺陷并不是设备原因导致,属于偶发缺陷。
综合生产统计数据和观察情况,改进后的二号轮模盒和内侧两角折叠块解决了生产中烟包内铝箔纸两端皱褶的质量缺陷,对产品质量提升和原辅材料消耗的下降有着十分重要的意义。
[1]陶良华.GDX2硬盒包装机小盒商标纸吹风装置的设计[J].包装与食品机械,2009,27(5):138-142.
TS43
A
10.15913/j.cnki.kjycx.2019.20.024
2095-6835(2019)20-0059-03
曾京威(1987—),男,硕士研究生,主要从事ZB45细支包装设备操作工作。陈华(1973—),男,烟机设备维修技师,主要从事GDX2000及ZB45包装设备维修工作。杨猛(1972—),男,烟机设备维修技师,主要从事GDX2000及ZB45包装设备维修工作。
〔编辑:严丽琴〕
猜你喜欢
文萃报·周五版(2022年20期)2022-05-25
防爆电机(2022年2期)2022-04-26
长江丛刊(2020年13期)2020-11-19
科技视界(2019年3期)2019-04-20
现代职业教育·职业培训(2019年10期)2019-01-06
成长·读写月刊(2018年2期)2018-03-28
诗潮(2017年2期)2017-03-16
扬子江(2016年1期)2016-05-19
电脑爱好者(2016年4期)2016-03-08