
某型飞机管接头锥面修理装夹困难的解决措施
2019-11-08 09:15王泽亮仇红伟
成组技术与生产现代化 2019年2期
王泽亮 ,赵 爽 ,王 洋 ,仇红伟
(1.大连长丰实业总公司 机械加工车间,辽宁 大连 116033 ;2.沈阳理工大学 装备工程学院,辽宁 沈阳 110159)
某型飞机大修过程中,单架飞机可分解出大约500件各类管接头,需要对管接头进行分拣和修复,然后安装到同批次大修飞机上.某型飞机3次大修的展开,对管接头锥面的修理提出了更高的要求.由于管接头锥面锪修后表面质量不能满足新的修理要求,故采用车削的方式修理管接头锥面,但又出现了难以克服的装夹难题.本文对此进行深入分析,提出带螺纹三爪结构,以带螺纹三爪直接装夹,以期确保定位精度,提高装夹效率.
1 问题分析
飞机修理技术条件中规定,修理后管接头锥面与螺纹中径的位置公差为圆跳动不大于0.05 mm(图1).管接头制造中可一次装夹完成螺纹和锥面的加工,螺纹中径与锥面必然同心,圆跳动近似为0.对锥面进行修理时,确保装夹后锥面的圆跳动不大于0.05 mm,方可保证修复后管接头锥面与螺纹中径位置公差满足修理要求.
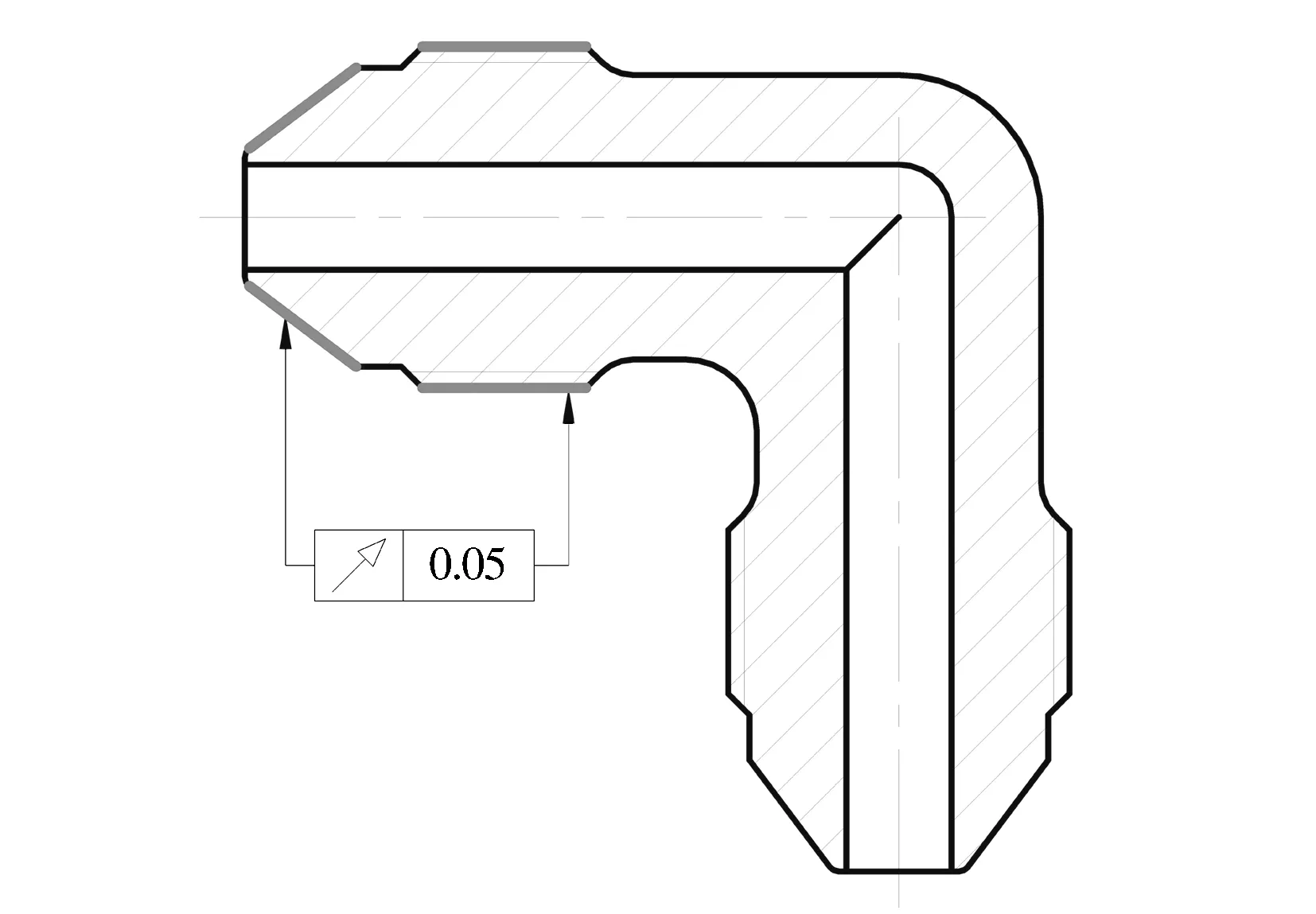
图1 管接头锥面和螺纹中径的位置公差
管接头外形如图2所示.在管接头锥面修理中,可装夹的部位有模锻外形和螺纹两处,模锻外形为非圆不规则形状,螺纹也不足以承受卡爪的夹紧力.因此,对管接头零件车削修理锥面时无法采用三爪卡盘装夹工件.

(a) 三通管接头 (b) 带螺帽的三通管接头图2 管接头外形
针对管接头外形特点,可采用四爪卡盘装夹,但使用四爪装夹管接头车削修理锥面时,必须多次调整4个夹持爪的位置来找正中心,以确保装夹后锥面的圆跳动不大于0.05 mm.与三爪卡盘相比,四爪卡盘装夹方式无法自动定心[1-3],装夹难度高,耗时长.
因此,无法直接装夹螺纹和装夹模锻外形、找正管接头锥面困难是造成某型飞机管接头锥面修理装夹困难的主要原因.
2 夹具设计原理
带螺纹三爪夹具能够直接装夹螺纹并快速找正管接头锥面,降低装夹难度,实现快速装夹[4-5].根据修理技术条件中对螺纹中径与锥面圆跳动的要求,应选择螺纹中径进行定位.为使修理后锥面与螺纹中径圆跳动不大于0.05 mm,夹具的定位元件需要精确定位螺纹中径.可将带螺纹三爪夹具定位处设计成与管接头螺纹牙型和螺距相同的不带牙尖的螺纹,使该螺纹中径与管接头螺纹中径紧密配合[6].螺纹中径定位原理如图3所示.三爪自动定心[7],能够保证装夹后管接头锥面与螺纹中径圆跳动不大于0.05 mm,而且装夹快速、简便[8-9].某型飞机管接头螺纹螺距有1 mm、1.5 mm、2 mm等规格,只需制作对应螺距的几套带螺纹三爪,就可以完成所有装夹工作.因此该夹具的通用性较高.

(a) 夹具螺纹中径与工件螺纹中径未接触
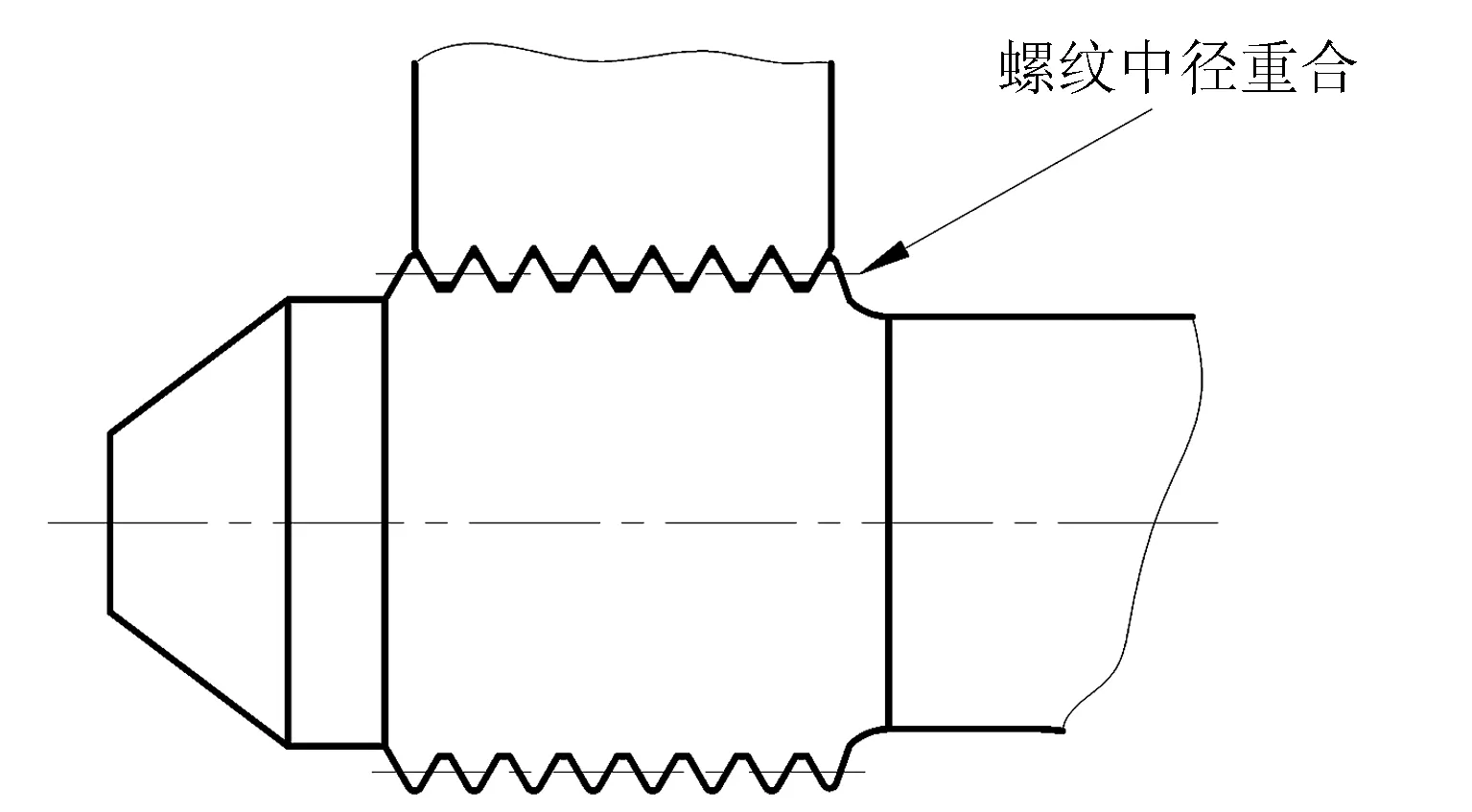
(b) 夹具螺纹中径与工件螺纹中径紧密接触
3 带螺纹三爪结构
带螺纹三爪包括:活动卡爪、连接杆、固定支撑杆、螺纹夹持爪.活动卡爪选用车床通用卡爪.连接杆、固定支撑杆均选用优质的合金钢材料.螺纹夹持爪的原材料选用优质黄铜,既可保证夹具的结构强度和稳定性,还能避免夹伤螺纹.带螺纹三爪的结构如图4所示.单个带螺纹卡爪的结构如图5所示.
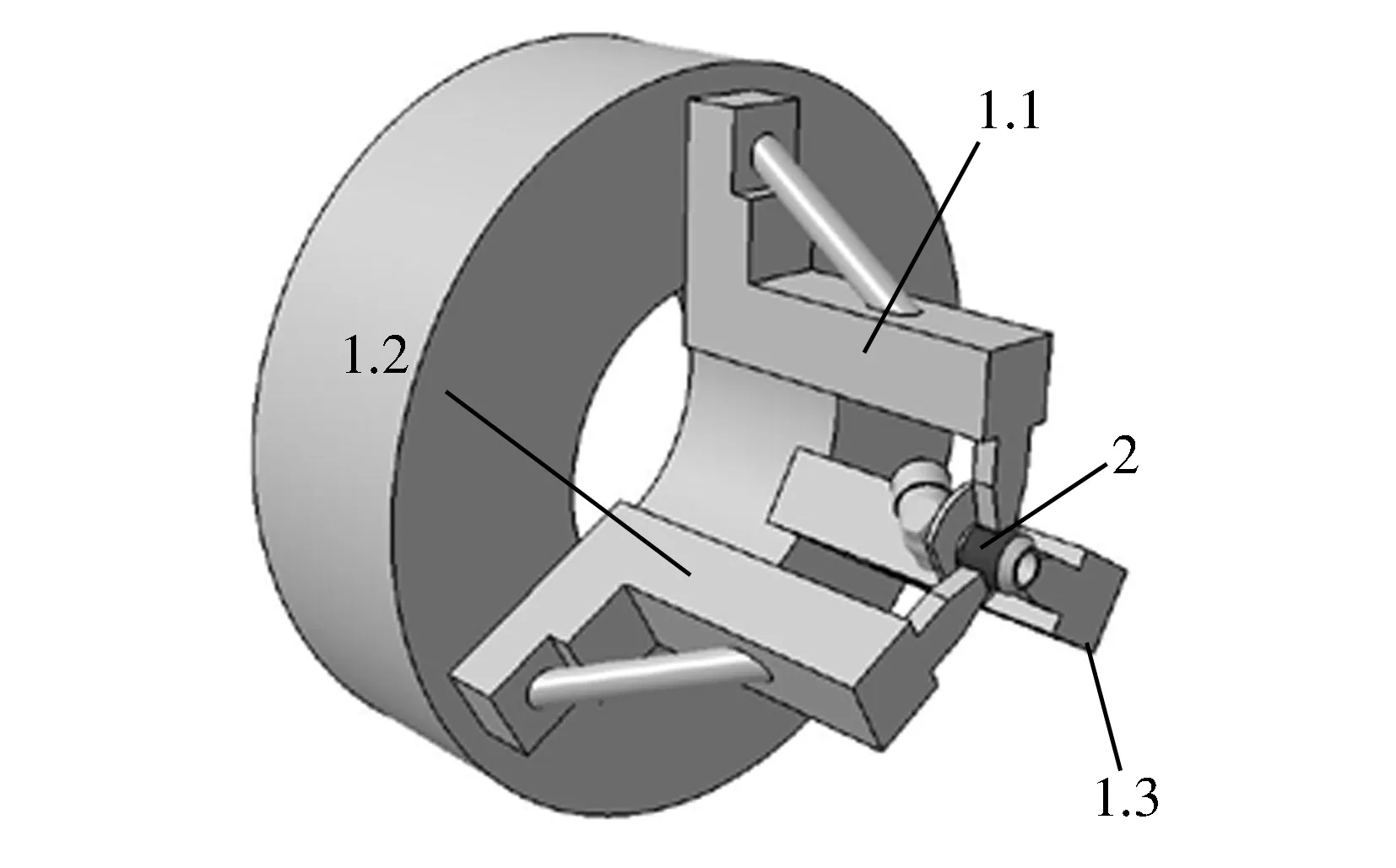
1.1,1.2,1.3-带螺纹卡爪 2-工件图4 带螺纹三爪的结构

1-活动卡爪 2-连接杆 3-螺纹夹持爪 4-固定支撑杆图5 单个带螺纹卡爪的结构
4 定位精度的确保
定位元件的精度直接影响夹具的装夹精度,夹具的设计应充分考虑定位元件——螺纹夹持爪的定位精度.制作时,螺纹夹持爪起定位作用的螺纹部分暂不加工.通过焊接方式将活动卡爪、连接杆、螺纹夹持爪和固定支撑杆连接后,将带螺纹三爪的半成品安装在卡盘上,使用螺纹刀加工螺纹夹持爪的螺纹部分.螺纹夹持爪的螺纹车削加工点如图6所示.通过最后精加工螺纹夹持爪的螺纹部分,保证夹具的定位精度.
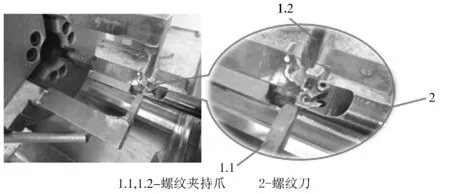
图6 螺纹夹持爪的螺纹车削加工点
5 装夹效果的检查
经过设计、制作、安装、精加工等,可制作完成通用夹具——带螺纹三爪.在用带螺纹三爪装夹管接头螺纹部分后,打表检测管接头锥面圆跳动.检测可知,圆跳动均不大于0.05 mm.
图7所示为装夹方式改进前后的对比情况.改进前后对比发现,原来管接头锥面修理过程中装夹定位方式为四爪装夹并打表找正回转中心,复杂繁琐,耗时很长;现使用带螺纹三爪直接装夹管接头螺纹,定位精确,装夹迅速.
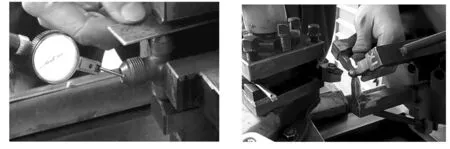
(a) 改进前 (b) 改进后图7 装夹方式改进前后的对比情况
由同一操作者用四爪和带螺纹三爪分别装夹找正同一批管接头零件,可统计出图8所示的装夹耗时对比数据.

图8 装夹耗时对比数据
从图8可看出,与四爪相比,使用带螺纹三爪装夹管接头,大大缩短了装夹时间,平均装夹时间为2.6 min,仅为四爪装夹平均时间(33.5 min)的7.8%.
6 结束语
针对某型飞机管接头锥面修理装夹困难,采用带螺纹三爪,以螺纹中径定位,直接装夹螺纹并快速找正管接头锥面,降低了管接头锥面修理装夹难度,提高了装夹效率.带螺纹三爪具有定位精度高、使用简便、装夹效率高等优点,具有较大的推广价值.
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
汽车工艺师(2021年8期)2021-08-28
科学与财富(2021年35期)2021-05-10
科学与财富(2021年34期)2021-05-10
内江科技(2021年3期)2021-04-04
合成树脂及塑料(2021年1期)2021-01-13
装备制造技术(2020年3期)2020-12-25
装备环境工程(2020年2期)2020-03-23
中国设备工程(2020年19期)2020-01-20
中国特种设备安全(2019年5期)2019-07-16
