烟丝长度及其混料配比对细支卷烟质量特性的影响
2019-12-13 06:23孙东亮张大波张莎莎杨健荣史艳霞席年生公茂刚姚光明
烟草科技 2019年11期
孙东亮,张大波,李 艳,张莎莎,宿 朋,鲁 平,杨健荣,史艳霞,席年生,公茂刚,姚光明
1. 山东中烟工业有限责任公司济南卷烟厂,济南市高新东区科航路2006 号 250104
2. 中国烟草总公司郑州烟草研究院,郑州高新技术产业开发区枫杨街2 号 450001
3. 河南中烟工业有限责任公司技术中心,郑州市经济技术开发区第三大街8 号 450000
与常规卷烟相比,细支卷烟直径小且存在过程损耗高、生产效率低、吸阻波动大、满足感不强以及梗丝难以掺配使用[1]等共性问题。堵劲松等[2]认为烟丝长度与卷烟物理指标的关联性存在分界点,分界点两侧长度对物理指标的影响趋势相反;姚二民等[3]证实烟丝结构对物理指标的影响程度由大到小依次为圆周、单支质量、硬度标准偏差、含末率、吸阻和硬度;而邵宁等[4]认为烟丝结构对物理指标的影响与卷烟档次有关,低档卷烟应提高中长丝比例、减少碎丝率,而中高档卷烟则应降低长丝率。同时,白晓莉等[5]认为天然烟丝组织干瘪、排列紧密,膨胀丝的组织光滑膨大,两者的热稳定性差别不大;赵佳成等[6]则认为烟丝宽度与烟丝结构具有较大的关联性。因此,解决细支卷烟的共性难题,必然涉及烟丝的长度和宽度问题[7]。细支卷烟的直径小,相同尺寸的烟丝占烟支内空间的比例变大,导致进一步放大了烟丝宽度、长度对细支卷烟质量的影响,这种影响包括对烟支中烟丝分布的影响、对抽吸过程燃烧性的影响、对测试气流通过状态的影响等[8-13]。所以烟丝宽度、长度与细支卷烟规格的匹配性,是解决细支卷烟共性问题的重要研究方向。因此分别研究了不同烟丝宽度、长度及长度混料配比对细支卷烟的烟丝分布、物理指标、主流烟气指标的影响,旨在找到适宜细支卷烟质量的烟丝宽度和长度配比,从而为烟丝结构调控技术及其装备的开发提供依据。
1 材料与方法
1.1 材料与设备
1.1.1 试验材料
TS(XY)牌号细支卷烟(三价类,烤烟型)的配方叶组,配套烟用材料若干。
1.1.2 仪器与设备
TQ-2 叶片分选筛(郑州嘉德机电科技有限公司);PROTOS 1-8 卷烟机(德国HAUNI 公司);Quantum NEO 综合测 试 台(英 国CERULEAN 公司);SM400 直线型吸烟机(英国FILTRONA 公司);FED240 多功能热风循环烘箱(德国BINDER公司);EV-2515 叶丝宽度影像测量仪(珠海怡信测量科技有限公司);YDX-II 卷烟端部落丝测定仪(中国科学院安徽光学精密机械研究所);JMQ-3型卷烟含末率测定仪(郑州烟草研究院);PB153-S/FACT 电子 天 平(感 量:0.001 g,瑞 士METTLER-TOLEDO 公司);MW3220 水分密度仪(德国TEWS 公司)。
1.2 方法
1.2.1 样品烟丝的制备
1.2.1.1 烟丝长度段的划分
《叶丝整丝率、碎丝率的测定方法(YC/T 178-2003)》中将烟丝分为≤1.0 mm(碎丝)、1.0~2.5 mm(短丝)、2.5~3.5 mm(中丝)和>3.5 mm(长丝)4个长度段。如采用此法制备各长度段烟丝样品,一是筛分速度慢,难以在生产中直接复制推广;二是筛分出的碎丝极少,且无法直接卷制成烟支;三是长丝比例过高(>65%),在卷制过程中长丝造碎后会极大干扰其他长度段烟丝对卷烟质量的影响,导致卷烟质量不确定性增加。且基于该方法进行烟丝结构与质量特性关系的研究,只能用数学建模方式展开[2-5],结论差异大且难以再现。
因此,将TQ-2 叶片振动分选筛的筛网规格更改为22.0、6.80、4.32、2.29 mm。其中22.0 mm 筛网主要用于提高筛分效率,其网上烟丝并入6.80 mm筛网的网上烟丝。从而可将烟丝长度分为≤2.29 mm、2.29~4.32 mm、4.32~6.80 mm 和>6.80 mm 共4 个长度段。
1.2.1.2 不同长度段烟丝的制备
将TS(XY)细支卷烟所用配方叶组,分别加工为宽度0.75、0.85、0.95 mm 的烟丝。用改造后的TQ-2 叶片振动分选筛对3 种宽度烟丝分别筛分,分别制得4 种长度段烟丝,共制备12 种不同宽度、长度段的烟丝样品。称量其质量并计算各长度段烟丝的原配比(质量分数),结果见表1。
1.2.1.3 不同长度段混料烟丝的制备
取表1 中12 种样品烟丝,按表2 方案制备出不同长度组合的混料烟丝样品。表2 中,各长度段烟丝配比均设Ⅰ、Ⅱ、Ⅲ、Ⅳ共4 个水平,其中>6.80 mm长度段烟丝作为预定烟丝调控的主对象[4],其调控水平从Ⅰ水平到Ⅳ水平依次取:原配比、2/3 原配比、1/3 原配比和无添加,且其对应的混料烟丝依次 编 为A#、B#、C#、D#;≤2.29 mm、4.32~6.80 mm 长度段的烟丝混料的水平间距设为3%。而原配比最大的2.29~4.32 mm 长度段烟丝,待其他3 种长度段烟丝配方比确定后,按照约束性混料试验[14]的配方比例之和100%予以补足。
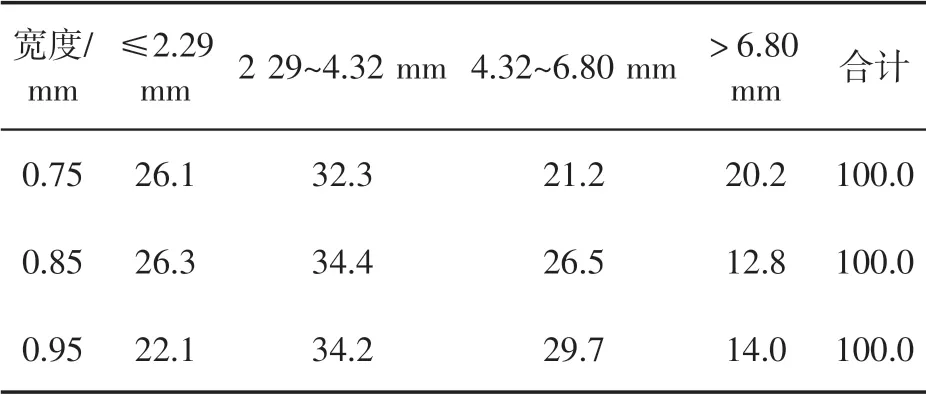
表1 12 种不同宽度、长度段烟丝原配比(质量分数)Tab.1 Original proportions of cut tobacco of different widths and lengths(by mass) (%)
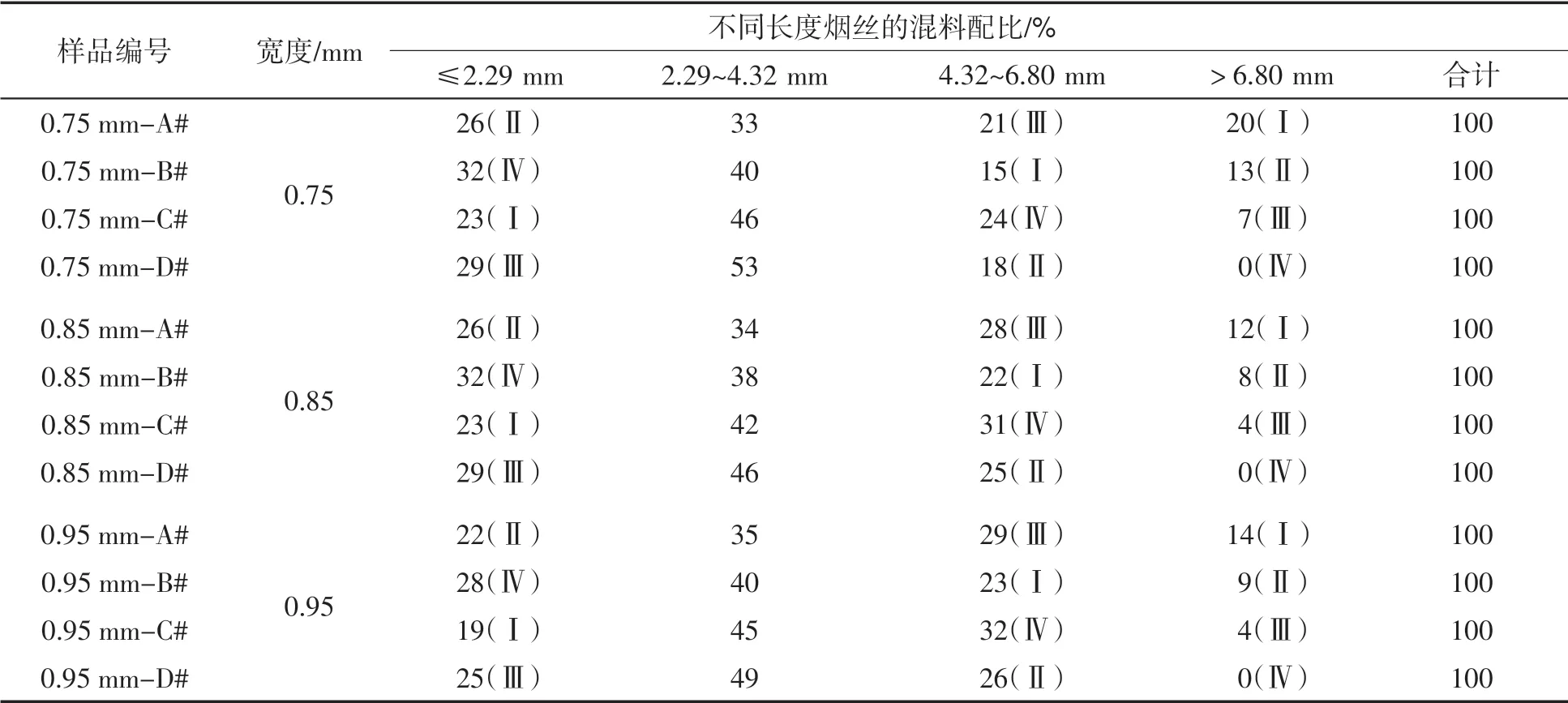
表2 烟丝长度段的混料方案①Tab.2 Blending design of cut tobacco length
1.2.2 细支卷烟样品的制备
1.2.2.1 不同长度段烟丝的细支卷烟样品制备取表1 中宽度0.85 mm 的4 种长度段烟丝样品,按同一卷制参数分别卷制97(30+67)mm×17.0 mm×550 mg 的4 个细支卷烟样品,按长度段≤2.29 mm、2.29~4.32 mm、4.32~6.80 mm 和>6.80 mm的顺序依次编号为1#、2#、3#和4#。其中卷烟机平准盘为深度2.5 mm 的等槽结构。
1.2.2.2 不同长度段混料烟丝的细支卷烟样品制备取表2 中12 种烟丝样品,按同一卷制参数分别卷制97(30+67)mm×17.0 mm×550 mg 的12 个细支卷烟样品,其编号同表2 中烟丝样品编号。其中卷烟机平准盘为深度2.5 mm 的等槽结构。
1.2.2.3 样品平衡
所有样品均置入(22±2)℃、相对湿度(60±5)%环境中平衡48 h 待用。
1.2.3 样品的检测与分析
(1)取1#~4#细支卷烟样品,按照《YC/T 476—2013 烟支烟丝密度测定 微波法》和《GB/T 22838—2009 卷烟和滤棒物理性能的测定》以及《GB5606.5 卷烟 第5 部分:主流烟气》的要求,测量其烟支密度以及物理指标各5 次。烟支密度分别计算烟支轴向各序点密度的均值和标准偏差的平均值;物理指标分别计算其均值和标准偏差的平均值。测量其主流烟气指标2 次,计算各主流烟气指标的均值,并用指标转换、均值比较、极差比较等直观分析方式[15],考察烟丝长度对烟支密度、物理指标、主流烟气指标的影响。
(2)取3 种宽度的A#~D#细支卷烟样品,检测与分析方法同上,考察宽度、长度配比对烟支密度、物理指标、主流烟气指标的影响。
(3)综合实验结果,筛选出相对较优的烟丝宽度、长度组合,并对优化方案进行生产验证。
2 结果与分析
2.1 烟丝长度及其配比对烟支中烟丝分布的影响
2.1.1 烟支密度理论值与检测值的比较
在卷烟机平准盘的切削下,烟支中的烟丝分布必然为两端压实、中间填充状态,在密度值折线图上则表现为沿烟支轴向的“凹”形结构。采用等槽深的平准盘时,切槽的形态直接决定了密度值折线的“凹”形应为左右对称。但样品的烟支密度实际检测结果与理论不符,如1#细支卷烟样品的密度检测值曲线与预测值折线存在明显差异(图1),说明沿烟支轴向序点的密度检测值受相邻位置物料的影响而与理论值不一致。为准确评价烟丝在烟支中的轴向分布情况,用轴向序[5,9]和[17,52]区间的密度检测值来分别代表压实段和填充段的密度值,并用压实比(压实段/填充段)来反映压实段与填充段的烟丝分布关系。
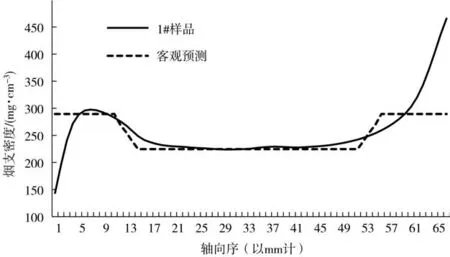
图1 烟支密度理论值与检测值的比较Fig.1 Comparison of density of tobacco rod between theoretical and measured values
2.1.2 烟支密度与烟丝长度的关系
1#~4#细支卷烟样品的烟支密度分析结果见表3。表3 表明,①压实段的烟支密度均值、标准偏差和极差均明显高于填充段,因此平准盘的槽形结构对烟支内烟丝分布有较大影响;②在压实段,烟支密度与烟丝长度呈负相关,且长度≤2.29 mm时烟支密度陡然增高;③在压实段和填充段,烟支密度标准偏差均与烟丝长度正相关;④从压实段与填充段的关系看,压实比的均值与烟丝长度负相关,压实比的标准偏差以2.29~4.32 mm 长度段的最低值为分界点,随着长度的增加而先降低后增高。因此,烟丝长度越短,烟支压实段密度和压实比越高,且压实段和填充段的烟丝填充量波动小,烟支端面饱满,从而有利于卷烟滤嘴的接装。
2.1.3 烟支密度与烟丝长度配比的关系
3 种宽度的A#~D#细支卷烟样品的烟支密度分析结果见表4。表4 表明,①在压实段,烟支密度的平均值与烟丝宽度负相关,而其标准偏差与烟丝宽度正相关;②在压实段和填充段,宽度0.85mm 的A#~D#样品的烟支密度极差均明显高于同一编号其他宽度烟丝的样品,更适合烟丝调控技术的应用;③宽度0.85 mm 烟丝的A#~D#样品,烟支密度标准偏差的平均值在填充段最小,有利于吸阻的稳定。总体看宽度0.75、0.85 mm 的C#样品(>6.80 mm 长度段烟丝配比为原配比的1/3),压实段的烟支密度及其压实比高,且压实段和填充段的烟丝填充量波动小、烟支端面较饱满,有利于卷烟的滤嘴接装。
表3 1#~4#样品的烟支密度及标准偏差Tab.3 Density and its standard deviation of tobacco rod samples No.1 to No.4
表4 与表3 相比,宽度0.85 mm A#~D#样品的烟支密度平均值,在压实段提升约3 mg·cm-3、在填充段降低1 mg·cm-3以上,而标准偏差的平均值在填充段和压实段均有所降低。说明不同长度烟丝混料可减少烟支中烟丝填充量的波动,且烟支端面更饱满,有利于滤嘴接装和物理质量稳定。
表4 各宽度A#~D#样品的烟支密度及标准偏差Tab.4 Density and its standard deviation of tobacco rod samples No.A to No.D with different cut tobacco widths
2.2 烟丝长度及其配比对物理指标的影响
2.2.1 烟丝长度与物理指标的关系
1#~4#细支卷烟样品的物理指标检测结果见表5。对表5 中均值的数据进行分析可知,①烟丝长度与含末率、端部落丝量、吸阻、硬度、滤嘴通风率均呈负相关,这与压实段烟支密度、压实比均负相关于烟丝长度的结论一致,可认为烟丝长度会影响烟支密度,进而对细支卷烟物理指标也有影响。②1#样品除滤嘴通风率外,其他4 个物理指标的检测值均陡然增高。因此通过增加≤2.29 mm烟丝比例,有助于提高烟支的硬度、吸阻和滤嘴通风率,从而可以获得较好的轻松感、满足感[16],但端部落丝量、含末率等指标会明显变差。
对表5 中标准偏差进行分析可知:①端部落丝量的标准偏差与烟丝长度负相关,即烟丝越短,端部落丝量波动越大;②1#样品的含末率标准偏差陡然增高,说明长度≤2.29 mm 的烟丝在烟支中的组成不够稳定;③1#、4#样品的硬度、吸阻、滤嘴通风率的标准偏差低,其指标波动小。可见长度≤2.29 mm、>6.80 mm 的烟丝有利于重要物理指标的稳定,但长度>6.80 mm 的烟丝同时更有利于含末率和端部落丝量的稳定。因此调控烟丝结构也要保留一定比例长度>6.80 mm 的烟丝。

表5 1#~4#样品的物理指标Tab.5 Physical indexes of samples No.1 to No.4
2.2.2 烟丝长度配比与物理指标的关系
3 种宽度A#~D#细支卷烟样品的物理指标检测结果见表6。对表6 中的极差进行比较可知:硬度、滤嘴通风率和吸阻的平均值,以及滤嘴通风率标准偏差这4 个指标,不同切丝宽度间指标值的极差高于相同切丝宽度不同烟丝长度间指标值的极差;而硬度标准偏差则相反。说明通过调整切丝宽度,可以调控硬度、滤嘴通风率和吸阻的大小;而通过调控不同长度烟丝的比例,则可调控硬度和吸阻的稳定性。
表6 各宽度烟丝A#~D#样品的物理指标Tab.6 Physical indexes of samples No.A to No.D with different cut tobacco widths
对表6 中的平均值进行比较可知:①切丝宽度为0.85 mm 的A#~D#样品,较其他切丝宽度烟丝的硬度、吸阻低,且滤嘴通风、端部落丝量和含末率较高,因而轻松感好,但经济性差。②除含末率外,切丝宽度为0.85 mm 的A#~D#样品有4 个指标的标准偏差均最低,指标波动小;③0.85 mm-C#样品(>6.80 mm 长度段烟丝比例为原配比的33%),硬度、吸阻最低,端部落丝量、含末率偏低,且滤嘴通风率最高,其轻松感、经济性均呈现较高水平。切丝宽度为0.85 mm 样品的总体特征与个体特性的矛盾,证明其不但适合烟丝调控技术的应用,同时通过调控也能获得较好的细支卷烟质量。
2.3 烟丝长度及其混料配比对主流烟气指标的影响
2.3.1 烟丝长度与主流烟气指标的关系
1#~4#细支卷烟样品的主流烟气指标检测结果见图2。图2 表明,①主流烟气中总粒相物、焦油量、水分、CO 量均正相关于烟丝长度,且单因素的重复方差分析结果[17-19]表明其为极显著正相关;②除长度1#样品外,其他长度段烟丝样品的烟碱量基本一致。可见烟丝长度与总粒相物、焦油量、CO 量、水分的正相关性,可能与烟支燃烧状态[20]有关,而烟支的燃烧状态则与烟支中的烟丝分布相关。
2.3.2 烟丝长度混料配比与主流烟气指标的关系
图2 1~4#不同长度烟丝样品的主流烟气指标的值Fig.2 Test results of mainstream smoke of samples No.1 to No.4
3 种宽度A#~D#细支卷烟样品的主流烟气指标测试结果见表7。对表7 中的宽度间极差和长度混料间极差进行对比分析可知:①CO 量的宽度间极差明显大于长度混料间极差;②抽吸口数的长度混料间极差略大于宽度间极差;③宽度0.85 mm的A#~D#样品,各指标的极差均呈现最高或次高水平。说明通过调控长度配比可以控制抽吸口数,通过调控宽度可以控制水分、CO 量,且宽度0.85 mm 的烟丝所卷制的细支卷烟主流烟气指标的调控效果较好。
对表7 中主流烟气指标检测值进行对比分析可知:①宽度0.95 mm 的A#~D#样品,其抽吸口数平均值高,燃烧性较差;②宽度0.85 mm 的A#~D#样品,总体上烟碱量高、水分高、CO 量偏低,有利于抽吸品质中满足感和润感的保持[16];③0.85 mm-C#样品(>6.80 mm 长度段烟丝配比为原配比的1/3)的主流烟气指标,抽吸口数、CO 量、总粒相物和焦油量最低或接近最低,烟碱量、水分中等,说明燃烧性好,安全性指标较好,满足感、润感中等[16]。
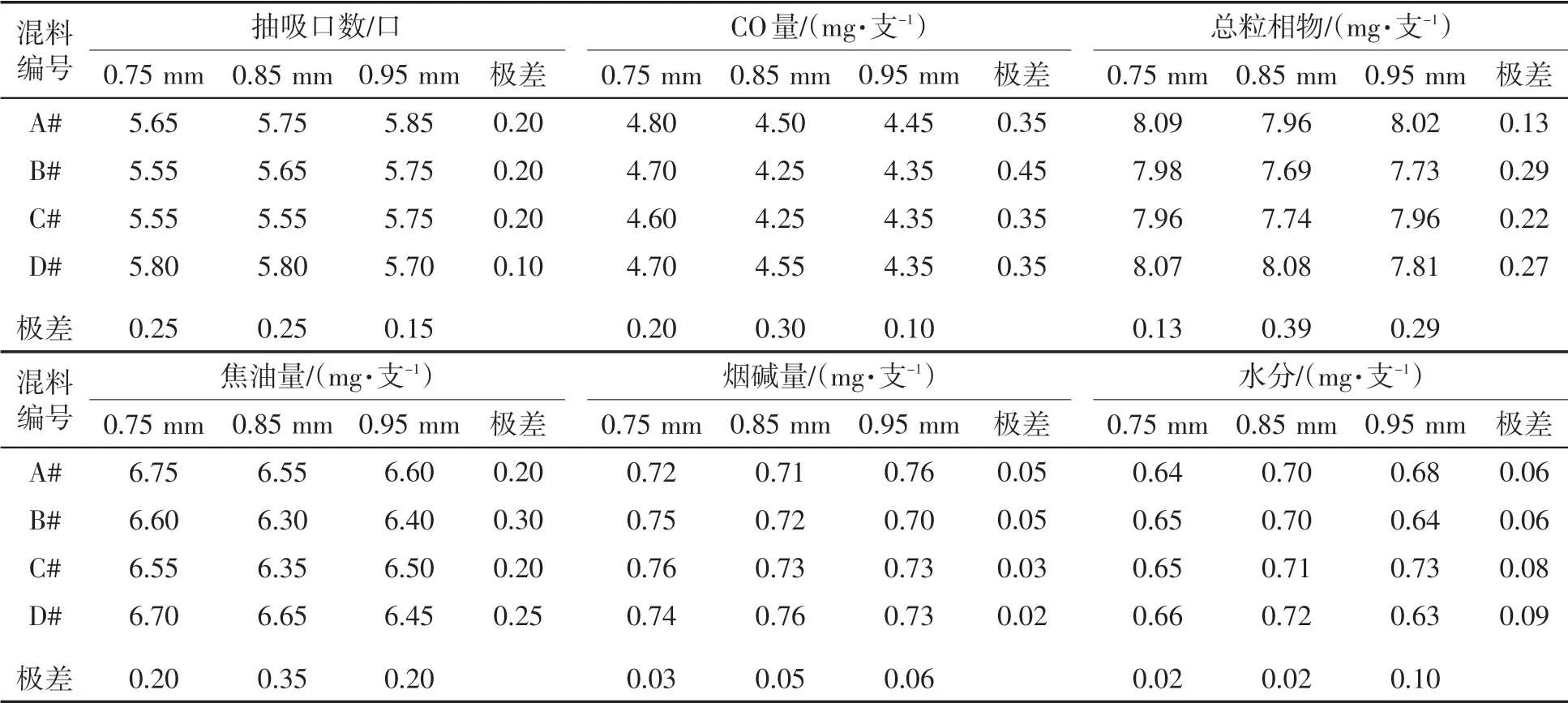
表7 各宽度A#~D#样品的主流烟气检测结果Tab.7 Test results of mainstream smoke of samples No.A to No.D with different cut tobacco widths
2.4 细支卷烟的烟丝结构优化方案及生产验证
通过对烟丝宽度、长度及长度配比对细支卷烟TS(XY)质量的影响分析可知,宽度0.85 mm 是烟丝宽度对细支卷烟质量影响的分界点,且有利于细支卷烟质量;长度>6.80 mm 烟丝的配比宜从原始配比的13.8%降低为4%(水平Ⅲ)。因此,确定优化方案见表8。表8 表明,降低超长丝(长度>6.80 mm 烟丝)、降低短碎丝(长度≤2.29 mm 段烟丝)、切丝宽度0.85 mm,是细支卷烟烟丝结构调控的重要技术方向。常见的片状梗丝,在宽度形态上与烟丝存在根本性区别,而不利于细支卷烟质量;同时降低超长丝过程必然会导致短碎丝的增加,所以需在生产中兼顾超长丝和短碎丝间的配比平衡。因此,可将细支卷烟制丝关键调控技术概括为“控长、控碎、控宽(指非等宽,甚至达到片状)”。
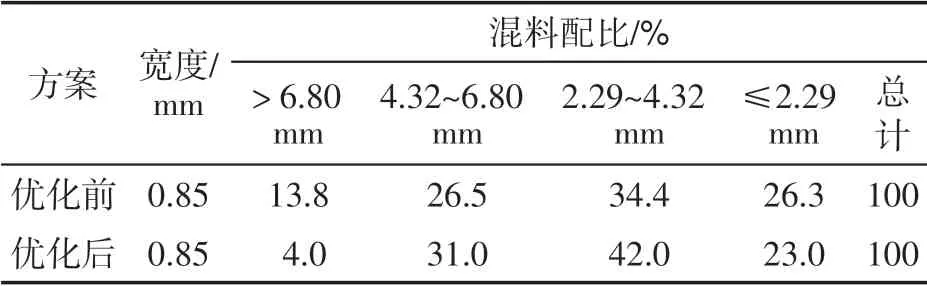
表8 适宜细支卷烟质量的烟丝结构方案Tab.8 Suitable cut tobacco structure for making slim cigarettes
以本研究的结论为依据,自主开发丝状梗丝制造、在线超长丝筛分、烘后柔性断丝、三级筛片等系列烟丝调控技术并进行生产应用。经郑州烟草研究院测试和生产验证,效果见表9[1]。由表9可以看出,烟丝调控后长度>6.80 mm 的烟丝下降幅度较大且接近优化方案,长度≤2.29 mm 的烟丝比例增高(与优化方案中并不一致),这与断丝技术在工程应用中必然会产生的造碎有关。同时烟丝的碎丝率虽然增加0.4 百分点,但由于卷包过程的剔除率降低1.0 百分点以上,卷烟机运行提升至额定生产能力,从而单箱消耗明显下降。同时吸阻稳定性明显提升,硬度稳定性略有改进。
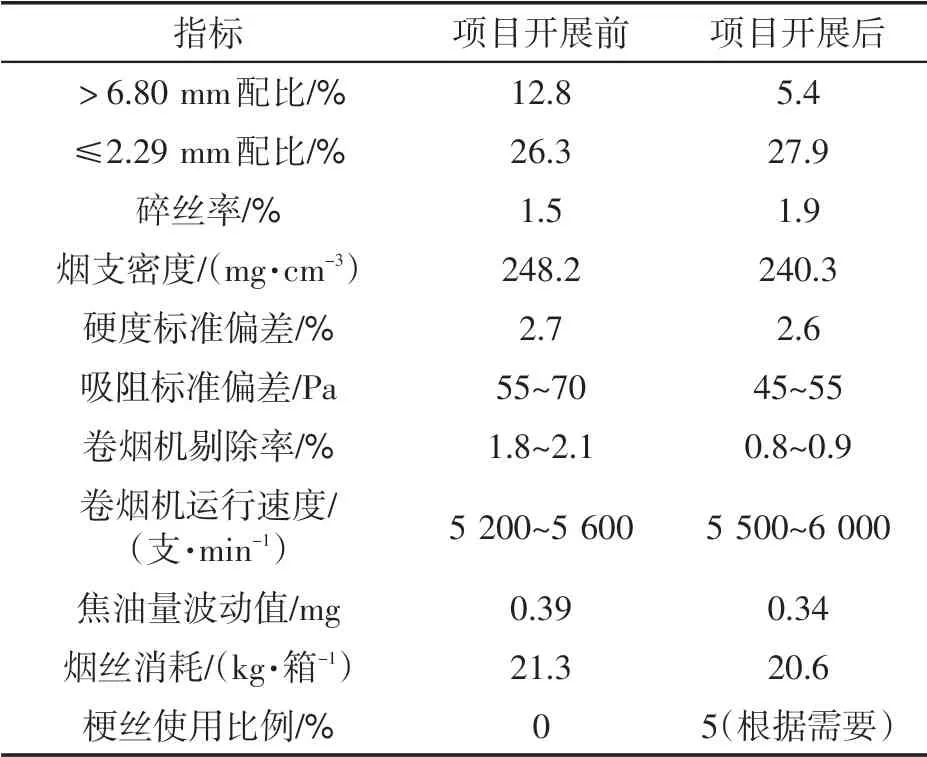
表9 生产验证的效果Tab.9 Effects of production verification
3 结论
在本研究范围内,①烟支压实段密度检测值、压实比均与烟丝长度呈负相关,而烟支密度标准偏差与烟丝长度呈正相关;烟支吸阻、硬度、滤嘴通风率、含末率、端部落丝量等物理指标与烟丝长度负相关;TPM、焦油量、水分、CO 量与烟丝长度极显著正相关。②宽度0.85 mm 的烟丝,呈现出良好的烟支密度、物理指标、主流烟气指标上的可调控性,且水分高而稳定,有利于抽吸品质中润感的保持;当长度>6.80 mm 的烟丝混料配比4.0%时,烟支压实比高,硬度、吸阻低,滤嘴通风率高,且指标稳定性好,主流烟气的焦油量和CO 量均相对较低,烟碱量适中。③烟丝长度影响烟支轴向密度,进而通过烟支密度影响细支卷烟的物理指标和主流烟气指标。④通过对长度>6.80 mm和≤2.29 mm烟丝的混料配比进行控制以及梗片的丝状处理,碎丝率增加约0.4 百分点,卷制机剔除率降低约1.0 百分点,吸阻稳定性提升,硬度略有增加,细支卷烟机运行效率有所提升。
猜你喜欢
南方农业(2022年13期)2022-08-03
设备管理与维修(2021年1期)2021-03-05
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
烟草科技(2020年3期)2020-05-19
江西农业学报(2019年6期)2019-06-26
电子制作(2018年22期)2018-12-21
消费导刊(2018年8期)2018-05-25
商品与质量(2018年41期)2018-04-15
中国质量与标准导报(2014年10期)2014-02-28
中国烟草学报(2012年4期)2012-04-09