膨胀烟丝回潮系统的改进
2020-05-19 00:08吴玉生廖仲生
烟草科技 2020年3期
吴玉生,廖仲生
厦门烟草工业有限责任公司,福建省厦门市海沧区新阳工业区新阳路1 号 361022
膨胀烟丝是卷烟原料的重要组成部分,因具有降焦减害和降低生产成本等作用[1-2],在卷烟配方中被广泛应用。目前国内1 140 kg/h 干冰膨胀烟丝生产线的工艺流程为[3]:烟丝经热端膨胀和冷却带冷却后进入回潮系统进行回潮,将含水率为5%~8%的烟丝回潮至13%左右,再输送至下一道工序。在实际生产中,由于加水强度和集中度高等原因,存在筒壁粘料量大、膨胀烟丝填充性能差、含水率稳定性低、烟丝造碎严重等问题[4-7]。针对上述问题,张超等[8]通过分析湿空气缓慢回潮与滚筒快速回潮对膨胀烟丝填充值的影响,证实湿空气缓慢回潮可以提升膨胀烟丝的填充性能并减少烟丝造碎;赵世敏等 通过加装反射式光电管,准确调控喷淋时间,减少了筒壁粘料量,降低了烟丝消耗;刘鑫[10]采用正交实验法优化回潮滚筒内喷嘴的数量和分布,减少了筒壁粘料量。但上述研究或改进仅对某项指标有所改善,未能对整条生产线存在的问题进行综合考虑,具有较大局限性。为此,采用分步分比例加水工艺,对膨胀烟丝回潮系统进行改进,以期提升膨胀烟丝品质,降低烟丝损耗,提高烟丝含水率的稳定性。
1 问题分析
1.1 工作原理
改进前膨胀烟丝回潮系统主要由冷却带、进料斗、滚筒式回潮机和出料振槽等组成,见图1。其中,滚筒式回潮机由滚筒、喷水装置和排潮装置组成,喷水装置由滚筒的进料端贯穿至出料端。
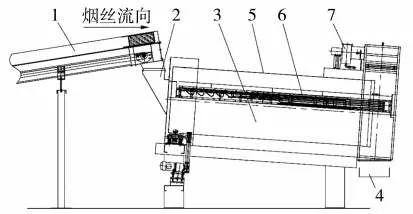
图1 改进前膨胀烟丝回潮系统结构示意图Fig.1 Schematic diagram of structure of conditioning system for expanded tobacco before improvement
膨胀烟丝从冷却带经进料斗滑入滚筒后,在滚筒内壁和抄料板的共同作用下,随滚筒的转动沿滚筒内壁被提升至一定高度后落下,形成抛撒的“帘幕”,见图2。从喷淋架式喷水装置中喷出的水通过压缩空气引射雾化后喷洒在处于抛撒状态的烟丝上,烟丝在滚筒内螺旋行进过程中不断吸收水分,逐步提高含水率至工艺要求。
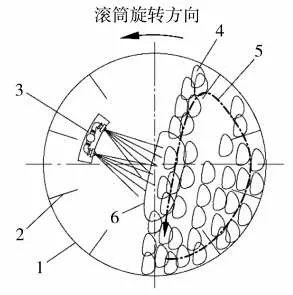
图2 改进前滚筒工作状态剖面图Fig.2 Sectional view of running cylinder before improvement
1.2 存在问题
(1)烟丝填充性能不稳定。回潮工序的加水过程主要在滚筒式回潮机内完成,通过轴向贯穿于滚筒的喷淋架式喷水装置可提高烟丝含水率5~8 百分点,因加水强度和集中度较大,容易造成膨胀烟丝收缩严重,进而影响烟丝填充性能。
(2)烟丝出丝率低。膨胀烟丝从冷却带经进料斗滑入滚筒底部时,因落差大而存在较大冲击力,容易使烟丝产生造碎;同时由于膨胀烟丝进入滚筒时含水率较低,耐加工性差,也会产生造碎[11-12]。此外,烟丝在滚筒内持续翻滚、抛撒过程中,烟丝间相互摩擦以及烟丝与筒壁之间撞击进一步加剧烟丝造碎,导致烟丝出丝率较低。
(3)回潮后湿团烟丝量多。根据斐克定律[13],烟丝吸水量为:

式中:MW(t)—t 时间内烟丝吸水量,kg;ρ—水和烟丝混合物的密度,kg/m3;DWT—水传输到烟丝中的质量扩散率,m2/s;▽mW—水的质量分数梯度,m-1;A—水通过烟丝表面的传输面积,m2;t—传输时间,s。
由式(1)可知,烟丝吸水量与传输面积、传输时间成正比。由于回潮系统的滚筒长度有限,故传输面积和传输时间均无法达到要求,喷射的雾化水无法被烟丝充分吸收,部分雾化水在滚筒内壁聚集,导致烟丝粘附在筒壁上,并且形成湿团烟丝。
(4)烟丝含水率波动较大。由图2 可见,喷水装置的喷洒区域面积较小,故喷洒区域内的烟丝吸收雾化水过量,而喷洒区域外的烟丝则吸收雾化水不足,从而导致烟丝含水率波动较大。
2 改进方法
2.1 结构组成
改进后膨胀烟丝回潮系统由冷却带、加湿漏斗、加湿振槽、滚筒式回潮机、出料振槽等组成,见图3。其中,加湿漏斗、加湿振槽、滚筒式回潮机均安装有喷水装置。
2.2 加水工艺
改进前膨胀烟丝回潮系统采用集中加水工艺,改进后则采用由加湿漏斗、加湿振槽和滚筒式回潮机共同组成的分步分比例加水工艺。根据烟丝流向加水间隔距离大于0.5 m,每次加水量为烟丝流量的1%~3%,待施加的水被烟丝充分吸收后再次加水,避免因一次性加水量过大而导致烟丝无法吸收。如图4 所示,改进后先通过加湿漏斗和加湿振槽定量加水,初步增加烟丝含水率,以提高烟丝的耐加工性,减少烟丝造碎;再将烟丝送入滚筒式回潮机内翻转搅拌加水,增加烟丝含水率2~3 百分点,进一步调整烟丝含水率;最后通过滚筒式回潮机反馈控制烟丝加水量,以提高膨胀烟丝含水率的控制精度。

图3 改进后膨胀烟丝回潮系统结构示意图Fig.3 Schematic diagram of structure of conditioning system for expanded tobacco after improvement
改进后膨胀烟丝回潮系统采用多角度、多方向、流量可调的喷嘴,有效增加了雾化水与烟丝间的接触面积,提高了回潮后烟丝含水率的稳定性。此外,在滚筒式回潮机上加装了快速进料和卸料导板,缩短了加水调节区与水分仪间的距离,经现场测试含水率调节响应时间由改进前的37 s减少到18 s,加水量调节更加灵敏和准确。
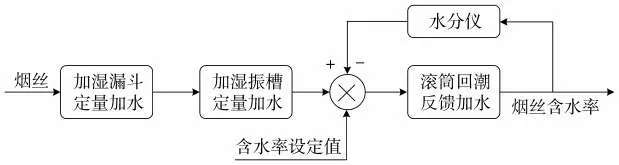
图4 分步分比例加水工艺含水率控制框图Fig.4 Block diagram of moisture content control with three-step humidifying technology
2.3 加湿漏斗
加湿漏斗主要由控制阀、喷管、喷嘴和漏斗等组成,见图5。加湿漏斗上安装有一组喷水装置进行定量加水,通过加水可以增加烟丝含水率0.8~1.5 百分点,以提高烟丝的耐加工性。

图5 加湿漏斗剖面图Fig.5 Sectional view of humidifying hopper
2.4 加湿振槽
加湿振槽安装在加湿漏斗后方,主要由底板、喷水装置、槽体、支架和槽体动力系统等组成,见图6。加湿振槽上安装有多组喷水装置,根据烟丝流量和含水率设定值设置喷嘴数量和加水量。加湿振槽底板采用阶梯式设计,从上至下设有3 层底板,每层底板上方均设有喷水装置,烟丝从最上层依次落入下一层并进行翻转,从而实现均匀加水。
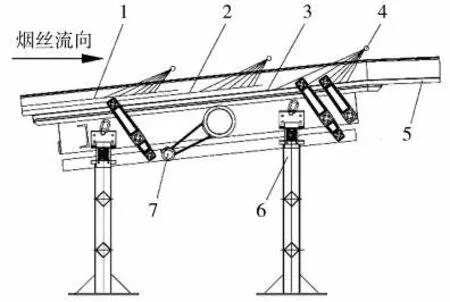
图6 加湿振槽结构示意图Fig.6 Schematic diagram of structure of humidifying vibrating trough
2.5 滚筒式回潮机
改进后滚筒式回潮机主要由滚筒、支架、滚筒动力系统、喷水装置、抄料板等组成,见图7。膨胀烟丝经加湿漏斗和加湿振槽加水后,在滚筒式回潮机内的加工时间约90 s,烟丝含水率增加2~3百分点。
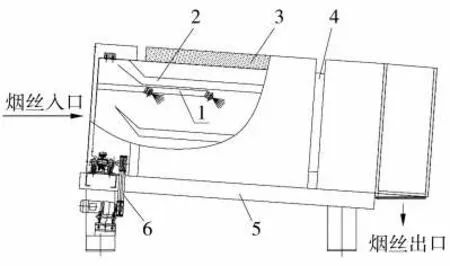
图7 改进后滚筒式回潮机结构示意图Fig.7 Schematic diagram of structure of conditioning cylinder after improvement
2.5.1 喷水装置
改进后喷水装置由两个角度可调的喷嘴组成,并安装于滚筒式回潮机入口处。由于喷嘴角度可调,雾化水可准确喷射到烟丝上,避免雾化水在筒壁及烟丝上聚集,减少了烟丝筒壁粘料量。
2.5.2 抄料板
由图8 可见,在滚筒式回潮机抄料板的进料端增加一组快速进料导板,可使烟丝快速进入喷嘴加水区域,并降低加湿振槽出料口与滚筒底部的落差;在抄料板的出料端增加一组快速卸料导板,可使烟丝快速从滚筒内卸出,减少因烟丝与滚筒内壁冲击和过度抛撒而产生造碎。
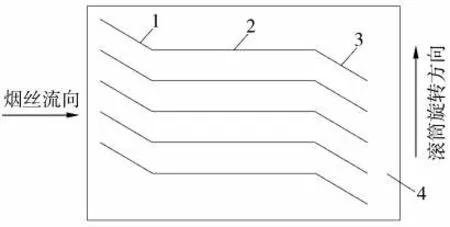
图8 滚筒式回潮机内表面局部展开图Fig.8 Stretch out view of partial inner surface of conditioning cylinder
3 应用效果
3.1 试验设计
材料:A 级膨胀烟丝(由厦门烟草工业有限责任公司提供)。
设备:美国AIRCO 模式1 140 kg/h 干冰膨胀烟丝生产线,主要包括SJ1236A 型加料机、SP27 浸渍装置、SP67 升华装置和WQ397 回潮系统(均由秦皇岛烟草机械有限责任公司生产)。
测试方法:按照《卷烟工艺规范》[14]要求,对回潮系统改进前后生产的膨胀烟丝工艺指标和回潮效果进行测试,分别统计改进前后各25 批次的测试数据,取平均值。
3.2 数据分析
由表1 可见,改进后膨胀烟丝的各项工艺指标均明显提升。其中,填充值提高0.82 cm3/g,出丝率提高1.28 百分点,整丝率提高1.88 百分点,碎丝率降低1.22 百分点;筒壁粘料量减少12.39 kg/批次,含水率标准偏差由0.168%降低至0.129%,降低了烟丝损耗,提高了烟丝含水率的稳定性。

表1 改进前后各工艺指标测试数据对比Tab.1 Comparison of test data of technical indicators before and after improvement
4 结论
基于分步分比例加水工艺,在膨胀烟丝回潮系统中安装了加湿漏斗和加湿振槽,通过定量加水以提高烟丝的耐加工性;对滚筒式回潮机的喷水装置和抄料板进行改进,以减少筒壁粘料量和烟丝造碎。以厦门烟草工业有限责任公司提供的A 级膨胀烟丝为对象,对膨胀烟丝回潮系统进行测试,结果表明:改进后膨胀烟丝填充值提高0.82 cm3/g,出丝率提高1.28 百分点,整丝率提高1.88 百分点,碎丝率降低1.22 百分点,筒壁粘料量降低12.39 kg/批次,含水率标准偏差降低0.039 百分点,有效降低了烟丝损耗,提高了烟丝含水率的稳定性。
猜你喜欢
幼儿教育(2022年10期)2022-10-28
南方农业(2022年13期)2022-08-03
幼儿教育·父母孩子版(2021年6期)2021-08-05
建筑机械化(2020年6期)2020-07-30
西南农业学报(2020年3期)2020-05-05
价值工程(2019年21期)2019-09-08
江西农业学报(2019年6期)2019-06-26
设备管理与维修(2019年1期)2019-02-22
科技与创新(2018年23期)2018-12-18
消费导刊(2018年8期)2018-05-25