
油井牺牲阳极保护技术应用研究
2019-12-28 06:58毛冠华张恒张桴
石油研究 2019年14期
毛冠华 张恒 张桴


摘要:牺牲阳极保护技术是抑制油井管杆腐蚀较为有效的方法,具有保护效果优异,实施工艺简单,成本低廉等优势。本文阐述了油井牺牲阳极保护机理,分析了阳极材料的保护性能,以及现场应用情况,为该技术在油田的推广应用提供了参考依据。
关键词:有井腐蚀;牺牲阳极保护;电流效率
在油气开发领域,金属的腐蚀问题广泛存在,其中最具代表性的就是油井的油、套管腐蚀,造成管杆腐蚀失效,严重影响了日常的正常生产作业。油田腐蚀大部分发生在油田水介质和含水介质中,主要发生电化学腐蚀。油田水介质矿化度较高,同时常溶有O2、CO2、H2S和细菌等多种腐蚀性物质,在金属表面形成数个腐蚀电池,产生氧化物或氢氧化物,造成设备腐蚀。阴极保护技术是控制金属电化学腐蚀的最为有效的保护方法,由于牺牲阳极保护成本低廉,不需要对油井进行改造,保护效果可控且实施方便,因此在油井管杆腐蚀防护方向有良好的发展前景[1]。本文通过对牺牲阳极保护机理、阳极材料电化学性能和牺牲阳极保护工具现场应用等方面的研究,总结了该技术的应用效果,以期为油井管杆的牺牲阳极防腐蚀设计提供参考依据。
1 油井牺牲阳极保护机理
油井阳极保护依据电化学阴极保护原理,使油管与更活泼的金属相连,直接固定在特制的油管基管短节上,在作业下油管的同时,把油管阳极保护器连接在油管上,下入油井或注水井中,在井筒的电解质溶液中,合金与油管原腐蚀电池成了一个新的宏观电池,合金作为新电池的阳极,油管即为阴极,阳極不断向被保护的油管提供阴极电流,对油管进行阴极极化,原油管的腐蚀电池作用被迫停止,从根本上抵制了油管的电化学腐蚀[2]。随着电流的不断流动,阳极合金不断被消耗掉,成为粉末后沉降于井底。当阳极合金消耗完后油管才会发生电化学腐蚀,从而达到延缓油管腐蚀,保护油管的目的。
同时随着阳极材料的腐蚀,腐蚀介质中的腐蚀离子不算消耗,介质腐蚀性不断减少。铝阳极的二次反应生成物,氢氧化铝也具有这种特性,氢氧化铝可以与碳酸和硫化氢发生中和反应生成盐和水。如碳酸、硫化氢和氢氧化铝的反应为:H2CO3+Al(OH)3→Al2(CO3)2+H2O;H2S+Al(OH)3→Al2S3+H2O;阳极材料的中和作用显然也大大降低了二氧化碳和硫化氢腐蚀。
2 阳极材料性能评价
阳极材料选择应考虑材料电化学参性能、工况条件和使用成本。通常选用Al-Zn-In-Cd系列合金,该系列合金电位稳定,电流效率高,腐蚀均匀且产物容易脱落,价格低廉,固选用该系列合金进行测试。
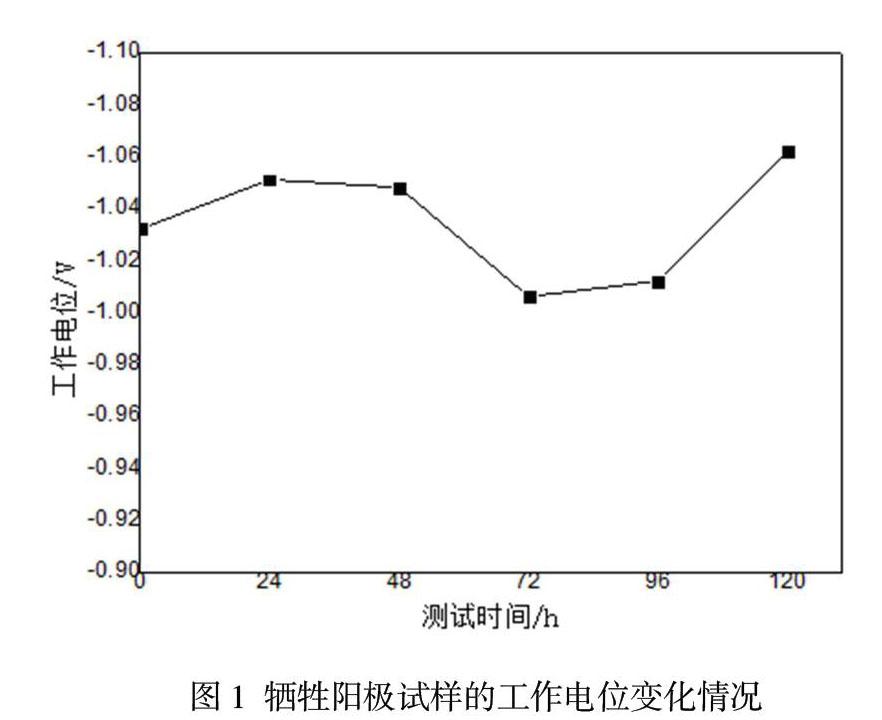
测试依据GB/T17848-1999《牺牲阳极电化学性能试验方法》进行,对Al-Zn-In-Cd阳极在采出水介质中进行测试,实验温度为60℃,参比电极为饱和甘汞电极(SCE)。实验结果如表1和图1所示,Al-Zn-In-Cd阳极开路电位为-1.051V,实际电容量为1462.4A·h/kg,电流效率高达53.37%,实验后试样表面溶解情况良好,无点蚀和腐蚀产物堆积。材料工作电位稳定,试验120h后较开路电位无明显变化,材料处于活化状态,无钝化现象出现,表面溶解均匀。
3 现场应用评价
现场试验在长庆油田某区块进行,该区块油井腐蚀严重,筛管和抽油泵附近常出现腐蚀漏失,平均检泵周期约为150天。为解决油井腐蚀问题,在动液面下每隔100m下入一根油井阳极保护,直至筛管。措施后油管腐蚀情况如图2所示,油管表面光洁无明显腐蚀情况,保护效果优异,平均检泵周期延长至320天左右。经测量,牺牲阳极材料剩余约40%,因此保护周期可达500天左右,经济效益显著。
4 结论
- 牺牲阳极保护技术通过电化学保护作用和降低油水介质腐蚀性来起到对油管、杆的保护作用。
- 在工况条件下通常Al-Zn-In-Cd系列合金,该系列合金电位稳定,腐蚀产物易脱落,电流效率高,可达53.37%,抑制腐蚀效果优异。
(3)现场应用表明,措施后油管杆腐蚀轻微,平均检泵周期延长至320天左右,有效保护周期可达500天左右,经济效益显著。
参考文献:
[1]穆哈拜,杨新明,户贵华,等.油井管杆牺牲阳极防腐蚀装置的研制与应用[J].腐蚀与防护,2000(07):309-310+312.
[2]周勇,周攀虎,任秋洁,等.牺牲阳极保护前后污水储罐的腐蚀行为演变及机理研究[J].材料保护,2019,52(11):28-32+43.
