大单重钼板热轧有限元模拟
2020-01-01 07:33袁唐知久林高用吴壮志王德志
中国钼业 2019年6期
袁唐知久,林高用,吴壮志,王德志
(中南大学材料科学与工程学院,湖南 长沙 410083)
0 引 言
钼作为一种AZ体心立方金属,因其特殊的晶体结构和极强的金属键能而具有可观的高温力学性能,同时兼具高热导率、高热熔和耐腐蚀性能。因此钼制品在钢铁冶金、航天航空等行业中得到广泛应用[1-3]。
多数钼制品需要加工成型,而高熔点的钼金属及其合金难以用熔炼法制坯,考虑到经济效益和坯体的组织均匀性,宜使用粉末冶金烧结制坯[4-5]。烧结坯并非完全致密,内部气孔会大大降低坯体强度,后续加工过程的致密化对产品性能也十分重要。
钼板可作为最终产品使用,亦可作其他深加工制品的原料,作为钼加工产品序列的纽带,其重要性不言而喻[6]。目前,国内的钼深加工产线相对较少,经验不足,大多数钼板制品的单重很小,对单重100 kg及以上的钼板轧制变形情况知之甚少[7]。
热轧是钼板加工的必经过程,热轧开坯时钼板由烧结态转为加工态逐渐致密化,并进行塑性大变形,同时伴随众多参数的变化。其变形机制复杂、考虑因素众多,很难用数学解析式完整表达[8-10]。而传统实验方法研究该过程则费时费力,所得数据只在特定条件下准确,因此均不合适。随着有限元软件的日益成熟和计算机算力的飞速进步,使用有限元软件模拟塑性加工过程的准确性越来越高,同时计算愈发快速。因此,有限元软件模拟因其简易高效而被广泛应用[11-14]。
本文使用DEFORM-3D作为有限元分析软件,建立大单重钼板平辊热轧有限元模型,并对不同参数下的各种轧制情况进行分析优选,以期为大单重钼板热轧工艺参数的制定提供一定的指导和参考。
1 实验部分
热轧过程使用DEFROM-3D软件建立1/4对称的两辊轧制几何模型,预设的轧件、轧辊几何参数见表1。初始状态,轧件被推块以小于轧辊线速度的速率向辊缝推动直到完成轧件咬入,咬入后,轧件依靠轧辊给予的轧制力和摩擦力完成轧制过程。轧制预设工艺参数选项见表2。

表2 预设轧制工艺参数
2 有限元建模
两辊平辊轧制在几何上对称,因此理论上的变形情况和轧辊轧件的接触关系、边界条件也对称。采用1/4几何模型可以减少计算量,图1为完整轧制几何模型示意图。
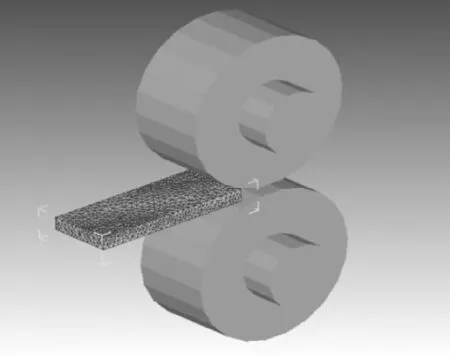
图1 两辊轧制完整三维模型
2.1 材料属性
在DEFORM-3D自带的材料库中没有纯钼,因此需要自行设定轧件材料参数,如表3所示。热轧过程中,仍将轧辊当作有限元刚体来计算,忽略其弹性变形。推块在咬入后即再无接触,因此也作为刚体处理。
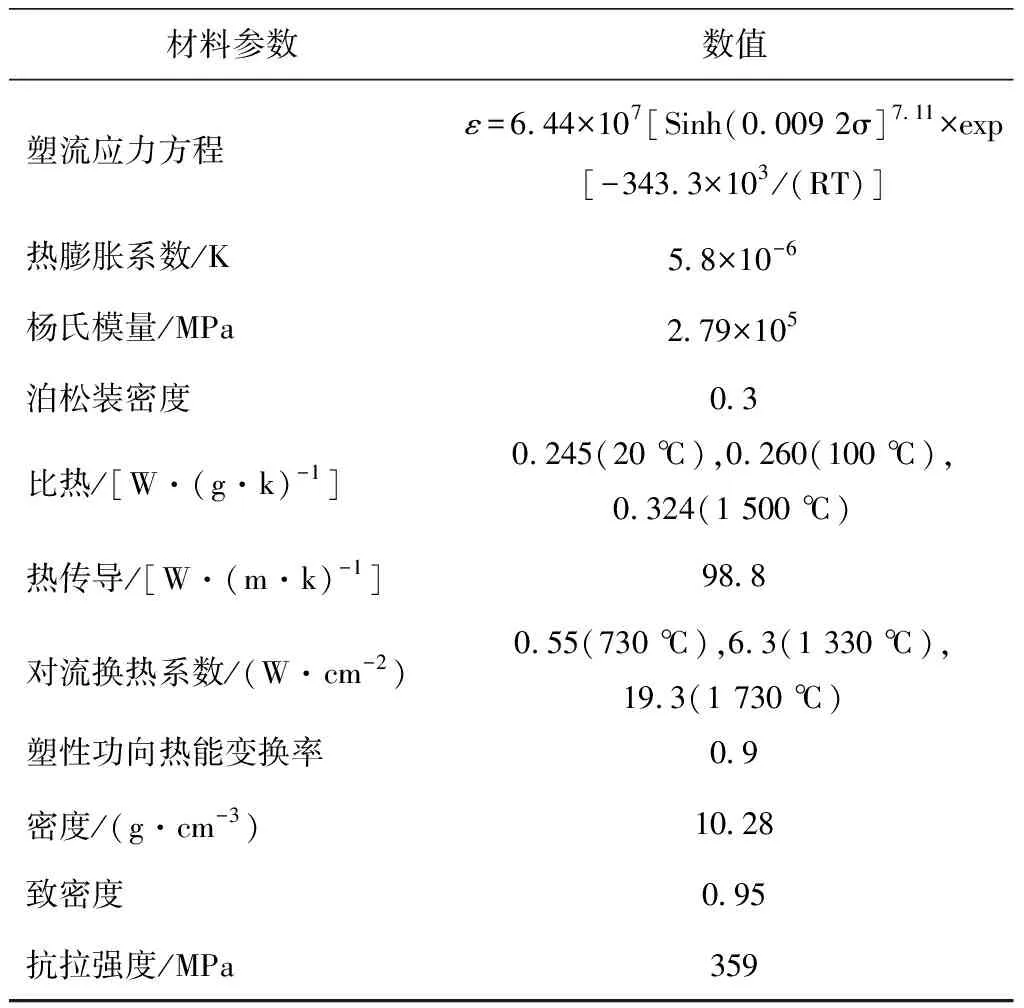
表3 纯Mo板坯料材料参数[16-19]
2.2 计算方式
采用Langrangian增量畸变能分析,能准确分析元素在变温热交换情况下的塑性变形。使用稀疏矩阵法计算单步,计算步之间直接迭代。输出场变量包括应力、应变、位移、致密度、温度和涉及微裂纹可能性的破坏能。
2.3 网格划分
轧件采用六面体网格划分,在边和表面施加一定的细微网格划分,设定最大网格尺寸不超过3 mm,同时网格重划分干涉值设为0.7,保证大变形区能有足够的网格而不至于产生剧烈的网格畸变。
2.4 接 触
轧辊温度设为常温,轧辊和轧件之间为面面接触,界面热传导率为5 N/(s·mm·K)。剪切摩擦系数分别设为0.3,0.5,0.7。定义轧件外表面与空气发生热对流,热对流系数为0.02 N/(s·mm·K)。忽略推块与轧件的热交换。
2.5 边界条件
由于采用1/4对称模型进行有限元分析,需要对轧件轧辊设定对称面,在对称面上禁止元素流动和载荷。
3 模拟结果与分析
3.1 致密度
3.1.1 压下量对致密度的影响
图2为轧制温度1 500 ℃,摩擦系数0.3,开轧压下量分别为14.4 mm、21.6 mm、28.8 mm时(即压下20%、30%、40%)轧件1/4对称模型的致密度分布情况。从模拟结果中可以看出,随着压下量的增大,轧板整体的致密度也随之增高。压下量为28.8 mm的轧板除去未受压外侧,内部致密度基本超过0.99;压下量为21.6 mm的轧板,其内部致密度则基本超过0.98,内部基本轧透,而压下量为14.4 mm的轧板大部分区域致密度也超过了0.97。由于边部存在宽展,金属横向流动,受到垂直方向的应力较小,致密化程度不高,尤以边部中心致密度最低。
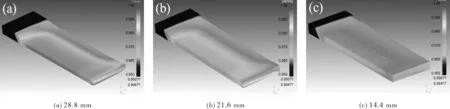
图2 不同压下量的致密度情况
图3为不同压下量下钼板稳定轧制区横截面致密度分布。可以发现,随着压下量增大,内部轧透区的致密度梯度越小,致密效果更好更均匀,而边部的致密度梯度则越大,但同位置处致密度相比较小压下量时仍小幅增长。
3.1.2 摩擦力对致密度的影响
图4为轧制温度1 500 ℃、压下量28.8 mm时不同摩擦系数下轧板的致密度分布情况。由结果可知,更大的摩擦系数能提高致密度,由轧制头部过渡阶段进入稳定轧制区更早,轧透区占比更大,同时致密度更加均匀。

图3 不同压下量的轧板横截面致密度分布

图4 不同摩擦系数下的的致密度分布
3.2 轧制力
3.2.1 温度对轧制力的影响
图5为不同轧件初始热轧温度下,摩擦系数0.3、压下量30%时的轧制力-时间曲线。由结果可知,不同温度下轧制力变化趋势一致,温度越低,稳定轧制阶段轧制力越大。1.5 s时达到最大和最小稳定轧制力分别为3 650 kN和2 600 kN左右。
由于轧辊为常温,且轧辊和轧件存在热交换,轧制过程中不可避免温度有所下降,变形抗力增加。到了3.5 s时,最大和最小轧制力分别为3 750 kN和2 800 kN左右。轧制力曲线的波动主要是由于有限元网格精度导致的迭代误差所致,提高网格精度/缩小单步变形量可减小曲线波动误差。

图5 不同热轧温度下的轧制力-时间曲线
3.2.2 压下量对轧制力的影响
图6为温度1 500 ℃、摩擦系数0.3时不同压下量下的轧制力-时间曲线图。由图6中曲线可知,不同压下量下的载荷变化趋势基本一致。轧件初步进入辊缝时,轧制力随着轧板压下量的增加快速上升,并且由于轧件头部温度的迅速下降,变形抗力增大,轧制力曲线斜率逐渐增大。随后进入稳定轧制阶段,轧制力逐渐趋于平缓,由于温度的持续下降,轧制力有小幅度上升趋势。轧制时间3.6 s时,压下量由小到大的轧辊轧制力分别为2 200 kN、2 800 kN和3 300 kN左右,压下量与轧制力不成正比。

图6 不同压下量的轧制力-时间曲线
3.2.3 摩擦系数对轧制力的影响
相同压下量相同温度下(压下量28.8 mm,1 500 ℃),不同摩擦系数下轧制力曲线见图7。很明显,轧制力会随着摩擦系数增大而上升,但是幅度不及压下量变化的影响。从湿润轧制(摩擦系数0.3)到干燥轧制(系数0.7),3.6 s时的稳定轧制力从3 300 kN上升到3 850 kN左右。摩擦系数越大,越快进入稳定轧制阶段。同样,因为温度随着时间下降而变形抗力上升,因此稳定轧制阶段轧制力也有小幅上扬。

图7 不同摩擦系数下的轧制力-时间曲线
3.3 范式等效应力和等效应变
3.3.1 范式等效应力结果分析
图8为轧制3.6 s时,轧板润滑至摩擦系数0.3后不同压下量的等效应力分布。图9为轧件上表面和中心层等距6点的等效应力-时间曲线。从模拟结果中可知,不同压下量轧辊的轧制力区别虽大,但对轧板的应力影响较小:随着压下量增大,整体应力小幅度上升,并且中心轧透区应力分布更加均匀一致,最大等效应力差不超过6 MPa。边部区域存在尖锐表面,同时因为金属横向流动并且温度较低,导致变形抗力较大,因此该区域应力较高。由于上表面直接与轧辊接触,其温度较中心层更低,变形抗力更大,又受到轧辊摩擦力的直接影响,因此整体的等效应力比中心层同位置更高。
总体而言在变形区域中,在Z轴方向上(垂直于上表面),从中心到外层,等效应力逐渐增大。在Y轴方向上(平行于上表面),从中心到外层,等效应力也逐渐增大,应力最大区域为边部直角尖锐区域。
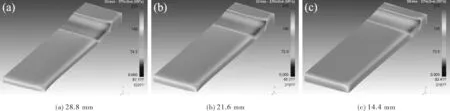
图8 不同压下量下等效应力分布图

图9 上表面和中心层等距点等效应力-时间曲线
3.3.2 等效应变分析
相应条件下不同压下量时的等效应变分布图见图10,其中包含轧件上表面和横截面应变情况。从图10中色域分布可知,压下量增加会导致等效应变的增大,并且压下量越大,应变分布越均匀。因为存在一定的应力集中,边部尖锐区域与周围相比等效应变稍有增加。与轧辊接触的外表面相比,中心层的等效应变相对较小。

图10 不同压下量下轧件等效应变分布图
3.4 宽 展
轧板中心层/接触面宽展随轧制参数的变化规律见图11。保持其他变量恒定,宽展随着压下量的增加而变大且几乎与之成正比。中心层宽展较接触面明显更大,出现双鼓变形现象。而随着摩擦系数增大,接触面宽展快速下降,而中心层仅有略微下降,导致双鼓鼓形更加明显。
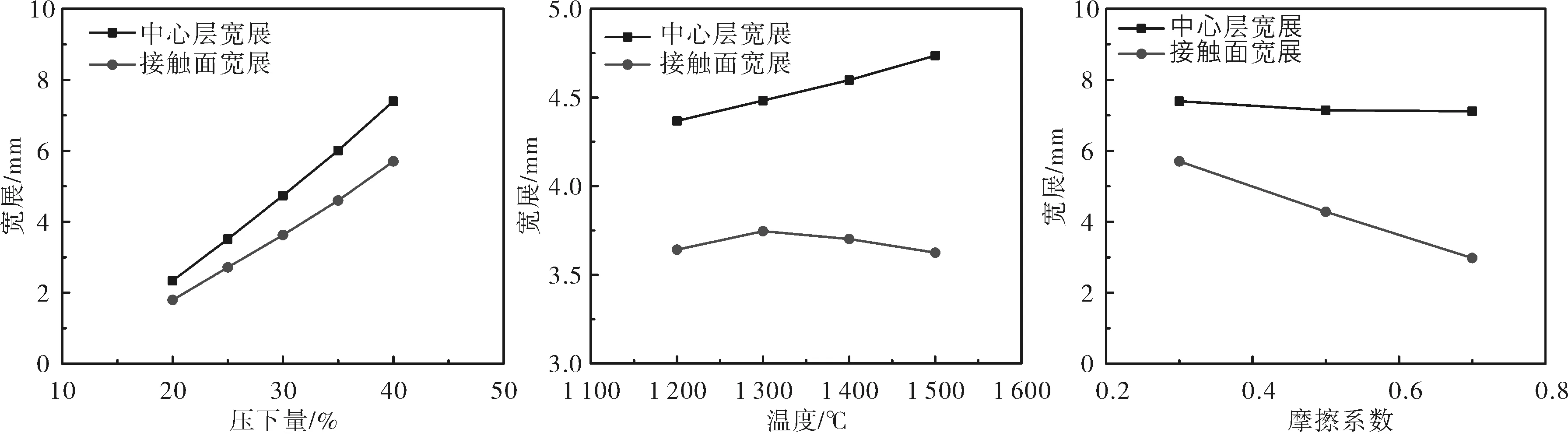
图11 中心层/接触面宽展随轧制参数的变化曲线
随着摩擦系数增大,接触面的轧制方向应力增加而横截面方向应力下降,中心层应力变化趋势类似但受影响较小,导致双鼓变形更加明显。而随着温度上升,接触面宽展几乎不变,而中心层宽展小幅度上升。具体的接触面和表面层由外到内等距三点在不同摩擦系数下的横向应力曲线见图12。可知六点横向应力均随着摩擦系数增大而减小,不同的是接触面三点受影响更加明显。为减小宽展的双鼓变形,宜使用润滑轧制以获得较小的摩擦系数,且单道次压下量不应过大。

图12 接触面和表面层由外到内各三点在不同摩擦系数下(实线为0.3,虚线为0.7)的应力曲线图
4 结 论
(1) 平辊轧制对钼板烧结坯致密化有利,且压下量越高致密化越好,但是致密化效果不均匀,钼板中间区域效果良好但边部区域致密度变化不大。
(2) 升高温度、降低压下量和减小摩擦系数均可降低轧制力。摩擦系数越低,进入稳定轧制阶段越慢,而其余两者则无影响。
(3) 压下量对轧板的应力影响较小。随着压下量增大,整体应力小幅度上升,并且中心轧透区应力分布更加均匀一致,边部区域存在尖锐表面,同时因为金属横向流动并且温度较低,导致变形抗力较大,因此该区域应力较高。由于上表面直接与轧辊接触,其温度较中心层更低,变形抗力更大,又受到轧辊摩擦力的直接影响,因此整体的等效应力比中心层同位置更高。压下量增加会导致等效应变的增大,且压下量越大,应变分布越均匀。此外,应变分布趋势和应力类似。
(4) 增加压下量、降低摩擦系数和升高温度均可增加宽展。但是摩擦系数对中心层宽展影响小,温度对接触面影响小。因此,高摩擦系数和高温会加剧边部双鼓变形,应予以避免。
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
中外公路(2022年1期)2022-05-14
钛工业进展(2022年1期)2022-03-14
沈阳大学学报(自然科学版)(2021年2期)2021-05-07
中学生数理化·八年级物理人教版(2020年3期)2020-10-29
商品与质量(2020年23期)2020-10-09
中国钼业(2019年4期)2019-08-29
炭素(2019年2期)2019-07-22
中南大学学报(自然科学版)(2017年11期)2017-12-11
中国新技术新产品(2016年15期)2016-09-27