提高无缝钢管屈服强度测量值准确性的探讨
2020-01-01 07:30王亚男周晓锋周国帅边令喜边洪振韩铭君
钢管 2019年5期
王亚男,周晓锋,周国帅,边令喜,边洪振,韩铭君
(天津钢管集团股份有限公司,天津 300301)
屈服强度是金属材料在拉伸或压缩过程中经过弹性变形区域后,到达塑性变形阶段,发生屈服现象的屈服极限,是抵抗微量塑性变形所产生的应力。在应力-应变曲线上,屈服现象体现为应力微小增加,而应变急剧增大;在微观机理上,通常认为材料在受力过程中,沿着某处位错产生滑移,进入塑性变形时,该处(范性区)的位错突然摆脱障碍束缚而开始运动(产生上屈服点和吕德斯带开始成核),可动位错增多,引起应力下降(产生下屈服点和吕德斯带已经成核),范性区开始由一处向整个试件扩展(产生屈服平台和吕德斯带的传播),当吕德斯带扫过整个试件后,位错密度增大,加工硬化开始,应力开始上升[1-6]。
在拉伸试验中,试验条件和操作过程都会对屈服强度的测量值有一定影响。现以工作中经常遇到的几点因素作为研究对象,通过理论和试验说明各因素对无缝钢管屈服强度的影响程度,并提出使屈服强度测量值更接近其真实值的建议。
1 试验条件
为避免客观因素的影响,拉伸试验机统一采用德国申克公司的RBO 600伺服万能试验机,力值精度为0.5级;引伸计采用德国申克公司的RDA2电子引伸计,精度为B-2级。
试验材料选用规格为Φ114.30~168.28 mm×9.17~12.70 mm,钢级为 J55、K55、L80、P110、Q125及X52Q的无缝钢管,并在钢管上加工宽度为25.4 mm的带肩弧形条状试样。
另外,试样壁厚不均、表面铁皮氧化、加工试样肩部不对称、取样位置的不同,以及拉伸试验中的起始载荷不清零、引伸计打滑、夹具的震动等,都会对试验数据产生影响,但在试验过程中已尽量避免这些因素产生的影响。
2 试验速率的影响
以L80钢级无缝钢管为试验材料,进行不同应力速率的拉伸试验。在同一根钢管上截取12根试样,按照GB/T 228.1—2010《金属材料 拉伸试验 第1部分:室温试验方法》规定的应力速率范围(6~60 MPa/s)进行试验,每两根一组并取测得的屈服强度的平均值,分别进行6组不同应力速率的试验。不同应力速率下L80钢级无缝钢管的屈服强度见表1。

表1 不同应力速率下L80钢级无缝钢管的屈服强度
从表1可以看出,拉伸试验速率的增加对屈服强度有一定提高作用。这是因为拉伸速率过大,位错受阻,滑移不充分,导致塑性变形不能及时传播;再者形变强化的回复过程在过大的加载速率中受阻,所以使屈服强度测量值提高[7]。也有理论认为,固体材料具有黏弹性特征,所谓黏弹性,是指材料不但具有弹性材料的一般特征,同时还具有黏性流体的一些特征,黏性性质与材料的应力和应变率有关[8],所以进入屈服阶段后,试验速率不同,所测试得到的强度值也不同。
在GB/T 228.1—2010所规定的应力速率范围内,应力速率对屈服强度的影响值可达到10 MPa。根据文献[8]中对日本标准JIS Z 2241—1980《金属材料抗拉试验方法》的叙述,在10~29 MPa/s应力速率范围内,应力速率对钢的屈服强度影响升高10~20 MPa。对于其他拉伸试验标准,美国ASTM E 8/E 8M—2016a《金属材料抗拉试验方法》规定应力速率为1.15~11.50 MPa/s,英国BS EN 10002-1∶2001《金属材料拉伸试验第1部分:室温下的测试方法》和国际ISO 6892-1∶2016《金属材料拉伸试验第1部分:室温测试方法》同我国GB/T 228.1—2010一样均要求应力速率为6~60 MPa/s。所以,综合试验数据和各相关标准规定,在保证试验效率的基础上,采用GB/T 228.1—2010进行拉伸试验时,建议将应力速率控制在10~25 MPa/s,并且在屈服点附近进行速率转换时平稳进行。
3 试样夹持位置的影响
分别对K55、L80、P110钢级无缝钢管进行不同夹持位置的拉伸试验。按照试验机轴线位置(对中布置),以对中位置起始向试验者移动20 mm(前移20 mm),以对中位置起始背向试验者移动20 mm(后移20 mm),以试样中心为圆心、上部向试验者倾斜10°分别进行夹持,不同夹持位置时无缝钢管的屈服强度见表2。
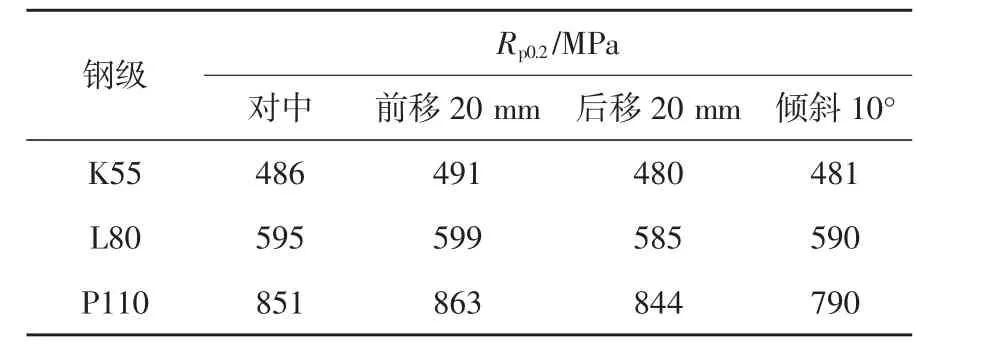
表2 不同夹持位置时无缝钢管的屈服强度
从表2看出,屈服强度Rp0.2受不同夹持位置的影响较大。这是由于不在对中位置夹持的试样偏离了试验机轴线中心,除了受轴向拉应力的作用外,还要受侧向力和附加力矩的作用,使试样受力状态发生改变[9]。
前移或后移夹持的试样,靠近试验机对中位置的一侧领先于另一侧产生较大变形,并且试验室采用的是单侧变量引伸计,试样测试面朝向试验者。当试样前移时,测试面远离试验机对中位置,此时测得的变形量滞后于试样整体变形,当测量值达到规定的应变量时,试样整体已超过规定变形量;因此,前移夹持时测得的屈服强度偏高。反之,后移时,测试面靠近试验机对中位置,测量值达到规定应变量时,试样整体还没有达到;因此,后移夹持时测得的屈服强度偏低。倾斜夹持试样时,试样除受到拉载荷外还受到一个弯矩作用,使得测得的变形量领先于试样整体变形,当测得的变形量达到规定应变量时,试样整体还没有达到;因此,倾斜夹持时测得的屈服强度偏低。
为减小不同夹持位置对屈服强度测量值带来的影响,试验时应尽量使试样夹持在夹头的中间轴线位置,且保持竖直状态;另外,采用双侧变量引伸计可减小屈服强度测量的偏离值。
4 屈服强度指标选择的影响
4.1 屈服强度指标的影响
常用的屈服强度指标有上屈服强度ReH、下屈服强度ReL、规定塑性延伸强度Rp0.2、规定总延伸强度Rt0.5等,这些指标都可以作为衡量材料屈服强度的参数,但不同指标的选择所测出的屈服强度略有区别。测量不同屈服强度指标绘制拉伸试验应力-应变曲线,不同钢级无缝钢管的应力-应变曲线如图1所示,不同钢级无缝钢管的常用屈服强度数据见表3。

图1 不同钢级无缝钢管的应力-应变曲线
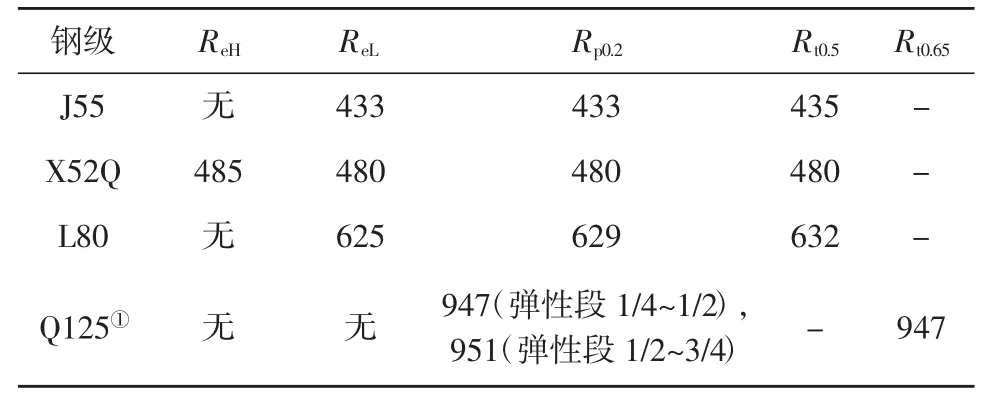
表3 不同钢级无缝钢管的常用屈服强度数据MPa
由表3看出,屈服强度指标的选取不同,屈服强度也不相同,偏差一般不超过5 MPa,这是因为各屈服指标的测量方式不同。
(1)上屈服强度ReH是试样发生屈服而应力首次下降前的最大应力。判断ReH的根据是:ReH∧ReL。所以,在某些拉伸曲线中(如图1a和图1c~e所示),ReH是不存在的,这也是大部分产品标准不要求测量ReH而以Rp0.2代替的原因。
(2)下屈服强度ReL是不计初始瞬时效应时的最小应力。ReL是一个稳定屈服过程,再现性较好,一般情况下,选择ReL作为衡量屈服强度的指标。但在连续屈服现象的曲线中(图1d~e所示),ReL是不存在的,可选取Rp0.2代替。
(3)规定塑性延伸强度Rp0.2是规定塑性延伸率为0.2%时的应力。这是针对应力-应变曲线中没有明显屈服平台(ReH或ReL)而人为规定的一种计算方式。而应力-应变曲线弹性段起始点和结束点的选取会影响Rp0.2(表3中Q125钢级),图1(d)~(e)所示的 Rp0.2弹性段选取分别为 1/4~1/2、1/2~3/4处,测量值相差4 MPa,这是由于弹性段并非完全呈直线型上升,不同弹性段对应的斜率不同,所以应变为0.2%时的平行线与应力-应变曲线交点不同。根据王有欣[10]的研究,弹性段选取1/4~1/2处,可以获得较准确的Rp0.2。
(4)规定总延伸强度Rt0.5表示规定总延伸率为0.5%时的应力。根据应力-应变曲线(图2)可推导出公式(1)的关系:

式中et——规定总延伸率,%;
E——弹性模量,GPa,钢取值210 GPa。
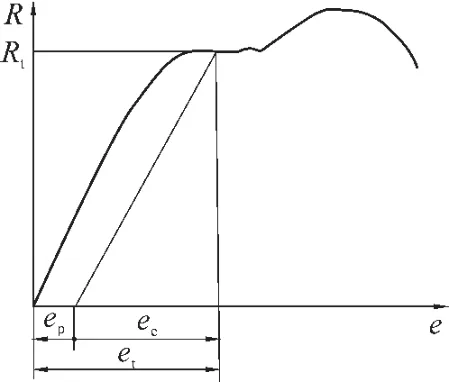
图2 应力-应变关系曲线
以API Spec 5CT—2011《套管和油管规范》(第9版)中P110钢级为例,屈服强度下限Rt为758 MPa,计算出et为0.560 9%,修约后取0.6%;再如Q125钢级,屈服强度下限Rt为862 MPa,计算出et为0.610 5%,修约后取0.65%。而API Spec 5L—2012《管线钢管规范》(第45版)中,钢级高于X90时,通过公式(1)计算出的et大于0.5,所以API Spec 5L—2012规定钢级不高于X90时,Rt0.5适用;钢级高于X90时,Rp0.2适用。
4.2 屈服强度指标的选取原则
为了使屈服强度指标的选取更接近真实值,试验时,若产品标准有要求,应按照产品标准进行屈服强度指标的选取。若产品标准无要求,建议根据公式(1)计算et:当et∧0.55%时,一般美国标准按Rt0.5选取,我国标准按ReL或Rp0.2选取;当et≥0.55%时,建议首先参照相同品种的同种强度级别的产品标准,若无可参照产品,则按照公式(1)计算结果修约后的取值进行选取。
5 结 论
(1)试验速率的增加对屈服强度有一定的提高作用。建议将应力速率控制在10~25 MPa/s。
(2)试样夹持位置对屈服强度测量值影响很大。建议试验中尽量保证试样夹持在中间位置,且保持竖直状态;另外,采用双侧变量引伸计可减小屈服强度测量时的偏离值。
(3)屈服强度指标的选取对屈服强度测量值的影响偏差一般不超过5 MPa。建议首先应按照产品标准进行屈服强度指标的选取,但若产品标准无要求,用公式(1)计算et,再根据et进行选取:et∧0.55%时,一般美国标准按Rt0.5选取,我国标准按ReL或Rp0.2选取;et≥0.55%时,首先参照相同品种的同种强度级别的产品标准,若无可参照产品,则按照公式(1)计算结果修约后的取值进行选取。
猜你喜欢
红岩春秋(2022年1期)2022-04-12
四川冶金(2020年3期)2020-02-19
重型机械(2019年3期)2019-08-27
钢管(2019年3期)2019-03-18
意林(绘英语)(2018年2期)2018-11-29
邢台职业技术学院学报(2016年5期)2017-01-07
钢管(2016年5期)2016-12-29
现代冶金(2016年6期)2016-02-28
现代冶金(2016年6期)2016-02-28
小天使·二年级语数英综合(2015年11期)2015-11-11