
E21022蒸煮药液热交换器泄漏的技术改造
2020-01-17 01:20黄海龙
造纸化学品 2019年6期
黄海龙
(福建省青山纸业股份有限公司,福建 三明 365056)
青山纸业股份有限公司的浆粕制浆系统蒸煮区E21022蒸煮药液热交换器,自2014年12月投入使用以来,上、下部管箱与管板的密封性一直不能保证,前期平均每6个月更换1次垫片,2017年后基本上每1个月就要更换垫片,并要对管板的密封面现场堆焊、手工打磨,维修量大,维修质量亦无法保障。
1 药液热交换器的组成
药液热交换器的结构为列管式,立式安装,主要由筒体,上、下管板,上、下管箱组成,外形尺寸φ1.4 m×10.7 m,换热面积491 m2,管程设计压力1.6 MPa,实际最高工作压力约1.3 MPa,无水时质量为13.2 t,充水后总质量约22 t。
2 药液热交换器上、下管箱密封面漏液故障的分析
药液热交换器加热介质为黑白液(系统中的黑液,碱浓度低时添加浓白液),热源为蒸气,故障主要原因是管箱与筒体管板的密封不严,生产过程中漏液现象较严重,8.8级 M24的锁紧双头螺柱反复敲击上紧后出现螺柱被拔长,甚至断裂的现象。黑白液主要成分是NaOH,属于强碱性的液体,高温白液的渗透、冲刷造成密封面的腐蚀,导致不能保证其密封性。
3 药液热交换器的改造
3.1 下管箱改造
(1)去除榫槽密封面乙型平焊法兰DN1100,PN16(图1)[1]40的原下管箱,制作新的下管箱,箱体结构尺寸不变,法兰改为衬环凹面长颈对焊法兰DN1100,PN25(图 2)[1]55。
(2)在新增的下管箱增加隔板密封槽(图3),再焊接在隔板上以加强隔板刚度,防止物料冲击造成隔板变形。
(3)新增下管箱筒节(DN1100,PN16,高度 H=150)、衬环凸面长颈对焊法兰(DN1100,PN25)(图2)、隔板。
(4)在现场将新增的下管箱筒节和隔板与下管板焊接固定,焊缝经PT渗透检测。
(5)上下法兰用40-M27[1]63(原机36-M24)双头螺柱连接,提高了最大工作允许压力。
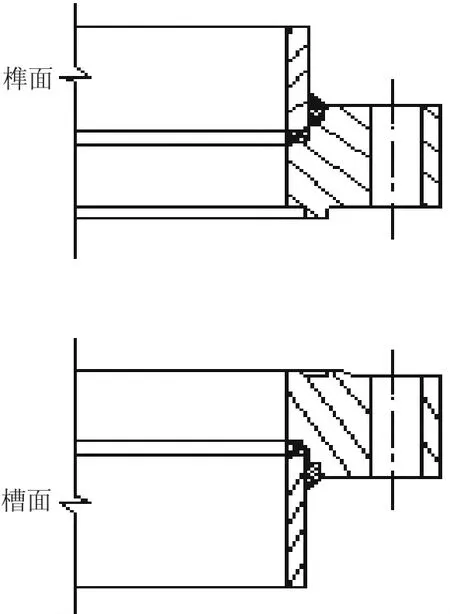
图1 榫槽密封面乙型平焊法兰

图2 衬环凹凸密封面长颈对焊法兰

图3 隔板密封槽
3.2 上管箱改造
(1)去除榫槽密封面乙型平焊法兰DN1100、PN16(图1)的原上管箱,制作新的上管箱,箱体结构尺寸不变,密封面改为衬环凸面长颈对焊法兰DN1100、PN25(图 2)。
(2)新增上管箱筒节(DN1100、PN16、高度 H=150)、衬环凹面长颈对焊法兰(DN1100、PN25)(图2)。(注:上述工作应在制造厂完成,对焊法兰与筒节焊缝经RT射线检测[2],以确保密封面和焊缝质量。)
(3)在现场将新增的上管箱筒节与上管板焊接固定,焊缝经PT渗透检测。
(4)上下法兰用40-M27[1]63(原机36-M24)双头螺柱连接,提高了最大工作允许压力。
3.3 密封面改造的说明
热交换器管箱密封面设计放大到宽B=35 mm,垫片规格1 175 mm×1 105 mm×3 mm,比照衬环榫槽密封面长颈对焊法兰标准,DN1100、PN40的容器用金属包垫及缠绕垫有效宽度为B=23 mm[1]64,原机垫片 1 155 mm×1 117 mm×3 mm,B=18 mm,改造后垫片面积增加约85%,可以满足增加密封面积的要求。改316 L金属包履石墨垫片为增强石墨包边复合垫片,石墨密封面保证垫片的抗腐蚀性及密封性,316 L金属包边及内衬骨架设计的垫片,兼顾了垫片的强度。
3.4 材质说明
法兰材质16MnⅡ,衬环、法兰内壁衬不锈钢板、隔板、管箱等与介质接触的材质均选用双相钢S22053,双头螺柱、螺帽材质为调质处理后的35CrMoA[1]11(考虑现场实际最高温度约180℃,选择耐高温的材料)。
4 泄漏问题的解决情况
在设备的主体部件筒体可以满足生产工艺条件下,这次技术改造仅花费30万元资金,成功解决了因漏液引起的故障频发的情况。技改后的设备自2018年10月投入运行以来,无更换垫片及泄漏现象,解除了黑白液泄漏的安全隐患,保证了生产的连续性,同时也减轻了机械维护的工作量,经济效果显著。
猜你喜欢
低温与特气(2022年1期)2022-11-26
工程建设与设计(2022年15期)2022-08-24
润滑与密封(2022年7期)2022-07-14
五金科技(2022年3期)2022-06-30
机械管理开发(2022年3期)2022-05-14
机电工程技术(2022年4期)2022-05-12
汽车工艺师(2021年12期)2021-12-22
润滑与密封(2019年8期)2019-08-27
科学中国人(2017年20期)2017-09-16
中国船检(2017年3期)2017-05-18
