浅谈尺寸设计对铝合金穿条隔热平开窗高低差的影响
2020-02-07 03:11黄振杭朱世安陆厚波广东豪美新材股份有限公司
门窗 2020年6期
黄振杭 朱世安 陆厚波 广东豪美新材股份有限公司
1 前言
随着生活水平的日益提高,消费者对品质有了更高的追求,即使对门窗也同样如此。门窗作为“慢消品”,也是必需品,现在越来越多的门窗企业将产品定位于高端品质,侧面引导消费者对于门窗的需求也逐渐向高端化发展。铝合金门窗是现代门窗的主要产品,市场占有率在70%左右,在其产品设计过程中,技术人员往往强调产品的性能,而忽视了型材装配尺寸的设计深度对产品整体效果的影响。根据多年生产经验,本文主要从尺寸、公差设计方面,分析铝合金穿条隔热典型平开窗组合高低差的影响因素,及其关键的控制方法。
2 标准的规定
2.1 铝合金门窗标准
依据GB/T 8478—2020《铝合金门窗》标准要求,铝合金门窗框、扇杆件接缝高低差见表1。
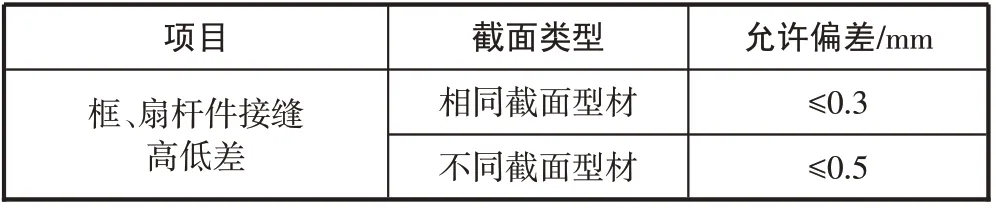
表1 框、扇杆件接缝高低差
2.2 铝合金建筑型材标准
建筑铝合金挤压型材产品,目前大多数执行GB/T 5237—2017《铝合金建筑型材》系列标准。常见的隔热铝合金门窗框、扇宽度一般在80mm 以内,按GB/T 5237—2017《铝合金建筑型材》系列标准,要求50mm 的线性尺寸,允许偏差范围为±0.3mm;而根据GB/T 8478—2020《铝合金门窗》标准要求,相同截面型材接缝高低差≤0.3mm,且50mm 宽度的框、扇型材,尺寸允许偏差范围,理论上只能控制在±0.15mm以内。
表面上看,门窗标准与型材标准的要求产生了冲突,行业内也经常出现这种情况。型材厂家坚持型材产品尺寸“合格”但门窗加工厂及消费者投诉产品组合加工后,接缝高低差超标,从而出现相互“扯皮”的情况。
GB/T 8478—2020《铝合金门窗》标准与GB/T 5237—2017《铝合金建筑型材》系列标准都是国家推荐性标准,而前者是门窗加工行业以及客户验收的主要执行标准之一,对于型材生产厂家,从产品交付的角度理解,是以满足GB/T 8478—2020《铝合金门窗》标准的成品装配要求为前提,而可以巧妙通过合理设计框、扇等型材尺寸公差配置,调整型材产品的制成控制要求,满足终端客户的产品加工和使用要求。
3 关键尺寸及控制要求
3.1 典型产品关键尺寸
选取典型A+B型材复合门窗产品,如图1所示。铝合金穿条隔热平开窗框、扇型材分别由室内面A 型材与室外面B 型材,通过隔热胶条,经过开齿-穿条-辊压加工复合而成。
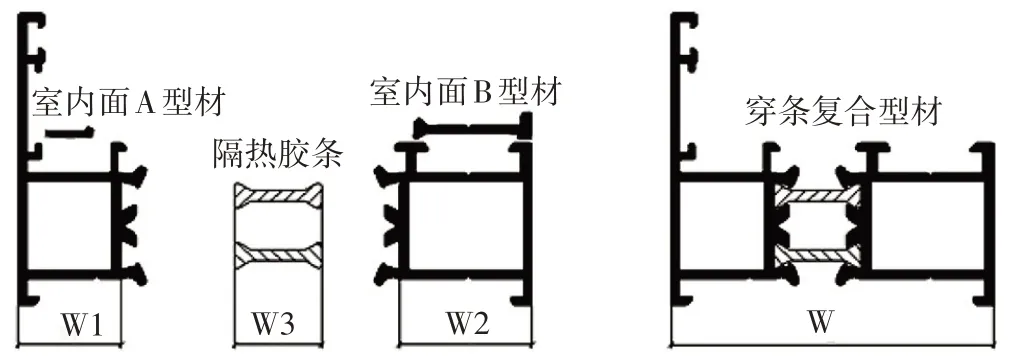
图1 典型A+B型材复合截面
如图1可知,产品接缝产生高低差的主要原因是由于型材宽度尺寸的不稳定导致,室内面A型材与室外面B型材的宽度尺寸偏差,隔热胶条宽度偏差的影响,均会引起复合后的框、扇型材宽度尺寸的变化(忽略表面处理涂层厚度的影响)。
3.2 典型产品控制要求
隔热胶条的宽度尺寸偏差执行GB/T 23615.1—2017《铝合金建筑型材用隔热材料第1部分:聚酰胺型材》标准要求。
铝合金穿条平开窗产品胶条宽度一般小于40mm,常用的在20mm 以内,根据标准要求,20mm 以内的隔热胶条,宽度尺寸偏差为±0.05mm,是目前可控且比较稳定的公差范围。
针对铝合金型材的尺寸偏差,按照前文标准规定要求的解释,对于室内面A型材与室外面B型材的宽度尺寸偏差显然不能完全以GB/T 5237—2017《铝合金建筑型材》系列标准的尺寸精度范围执行,根据笔者长期的生产经验,穿条隔热平开窗框、扇型材宽度尺寸的最优控制要求见表2。

表2 平开窗框、扇型材基材宽度尺寸的控制要求
根据表2 的控制要求,可以测算出,接缝高低差理论最大值为0.5mm,超出了GB/T 8478—2020《铝合金门窗》标准规定的相同截面的接缝高低差≤0.3mm 的允许范围,而且此控制要求还未考虑表面处理涂层的影响,这样的组合公差配置是否可以满足最终的装配要求呢?下文做了后续的设计及验证。
4 解决办法及测试验证
4.1 解决办法
铝合金热挤压行业中,挤压型材成型的尺寸可控精度是有限的,不可能无限接近于“0”。为了满足最终装配需求,在型材生产控制时,挤压模具设计的合理性、过程控制的稳定性就显得尤为重要。模具设计A、B 面型材方案时,尺寸公差走向宜往同一方向(同时往下偏差设计),避免尺寸公差一个走正差,一个走负差,导致产品尺寸处于两极、复合装配后尺寸偏差产生叠加效应,引发成品尺寸不稳定而出现接缝高低差超标问题。同时,生产过程中设置合理的抽检频次,确保型材出料尺寸的稳定并根据实际出料情况及时作出调整。
根据不同客户的表面处理需求,铝合金穿条隔热门窗产品有阳极氧化、电泳、粉末喷涂、氟碳喷涂等方式,考虑漆膜对穿条复合后成品的尺寸影响,产品设计图对复合后成品的宽度尺寸应区分控制,具体见表3。
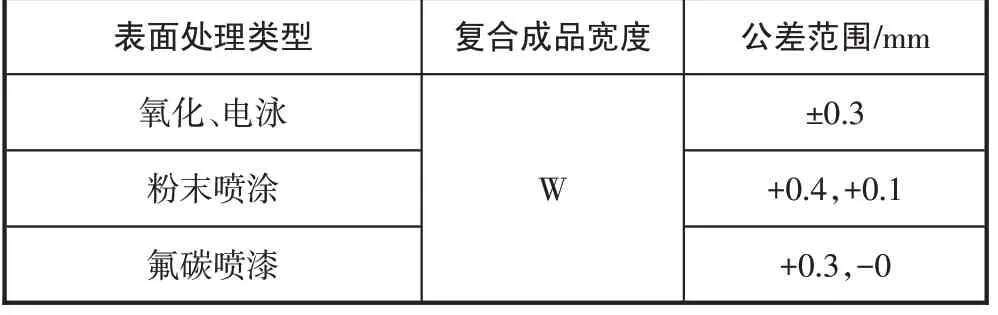
表3 复合后成品宽度尺寸控制要求
4.2 测试验证
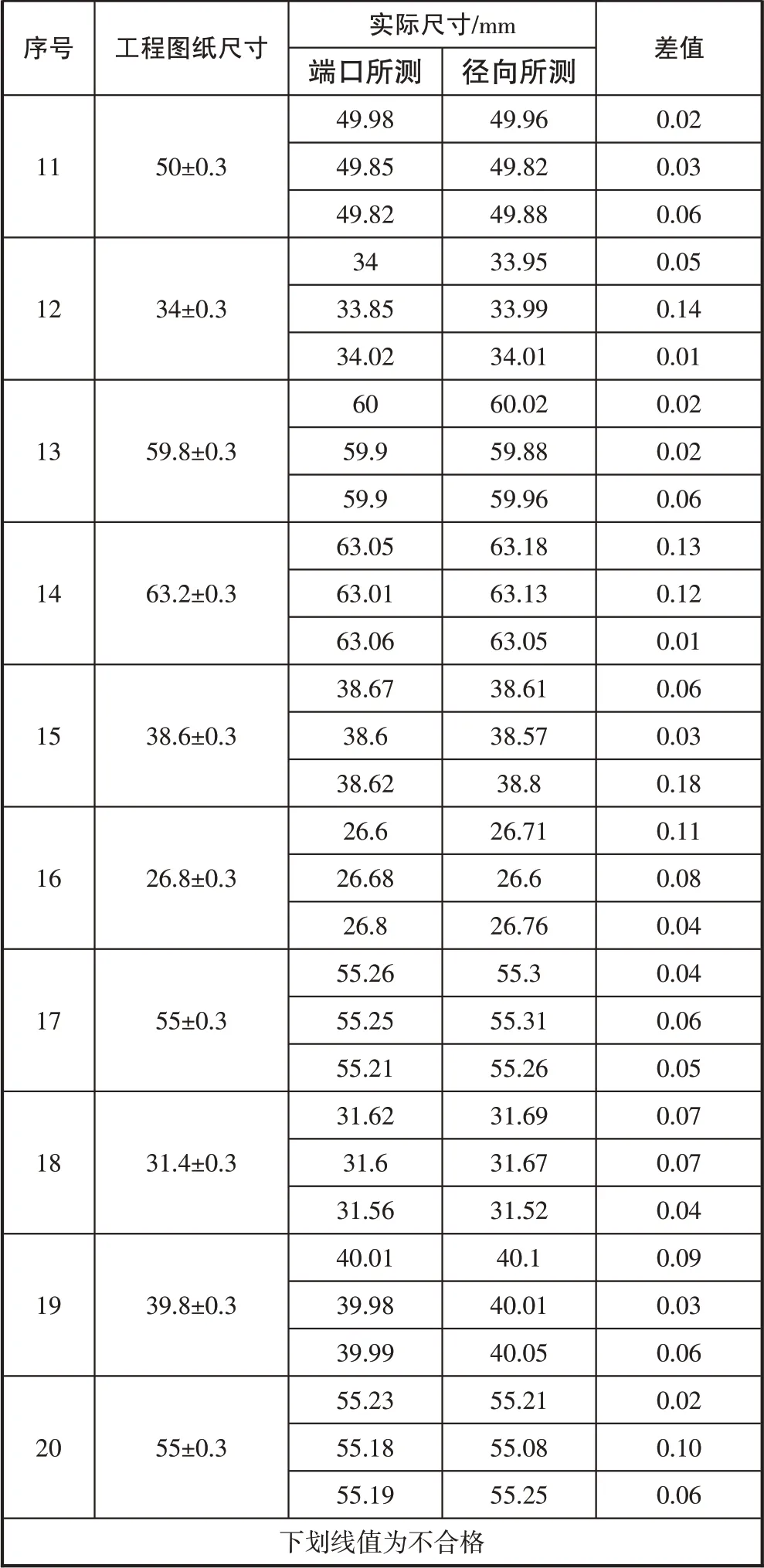
按照以上控制要求,笔者做了随机抽样试验,取了20个分型号,各5支,共检测了200组数据;另外取了20个复合后的产品,各3支,共检测了120组的数据。如表4、表5所示。
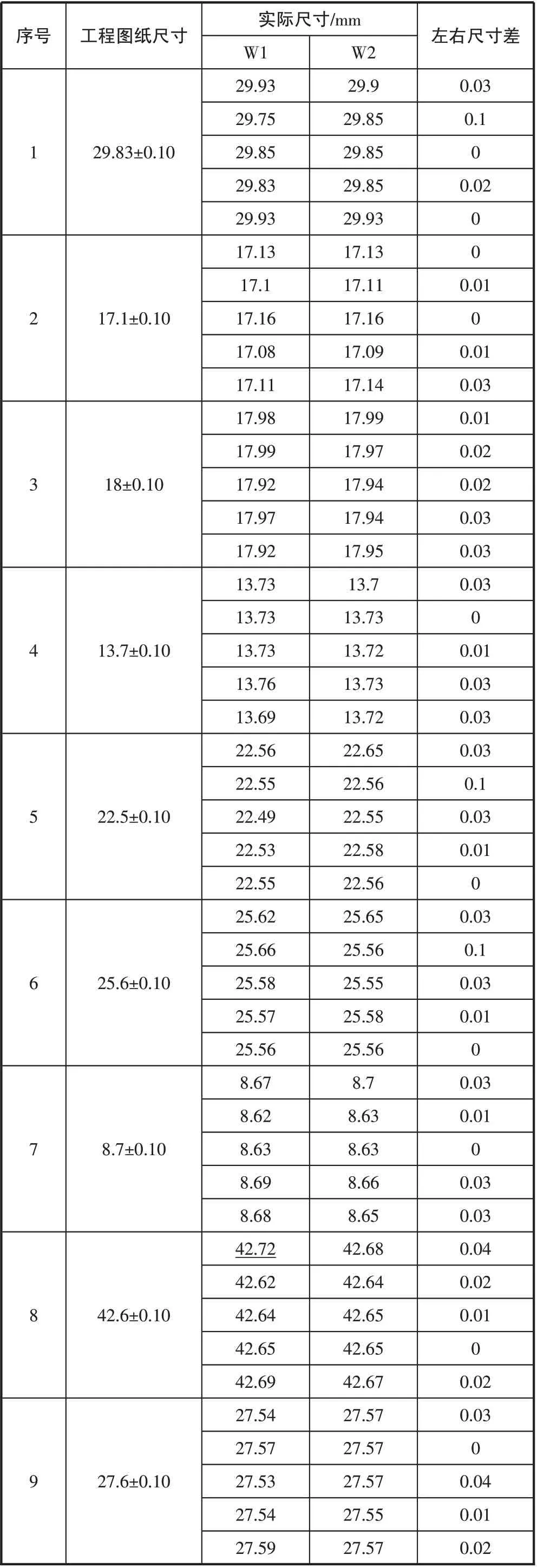
表4 穿条隔热型材分型号基材宽度尺寸抽检记录
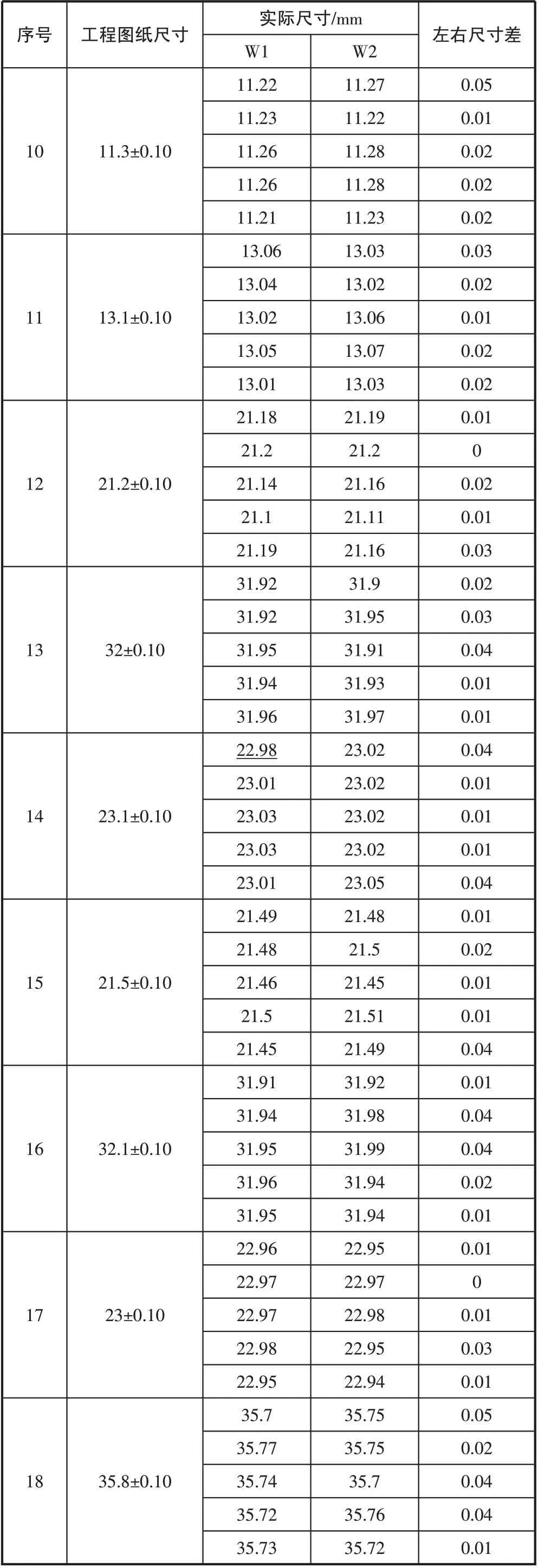
(续)表4 穿条隔热型材分型号基材宽度尺寸抽检记录
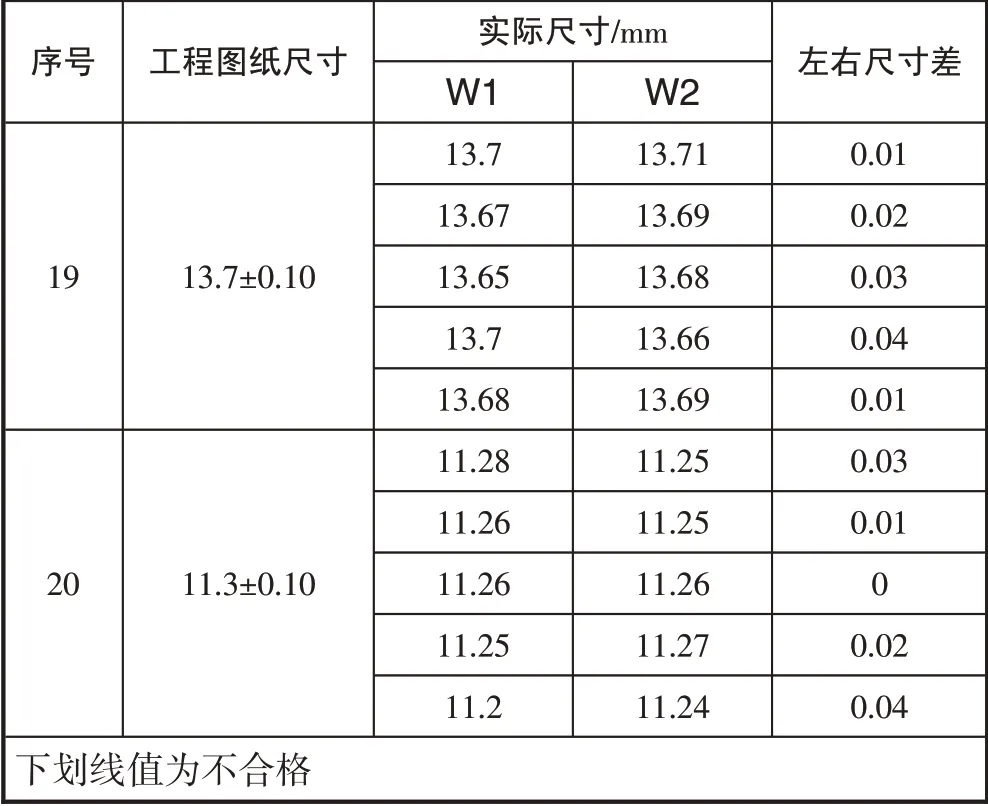
(续)表4 穿条隔热型材分型号基材宽度尺寸抽检记录
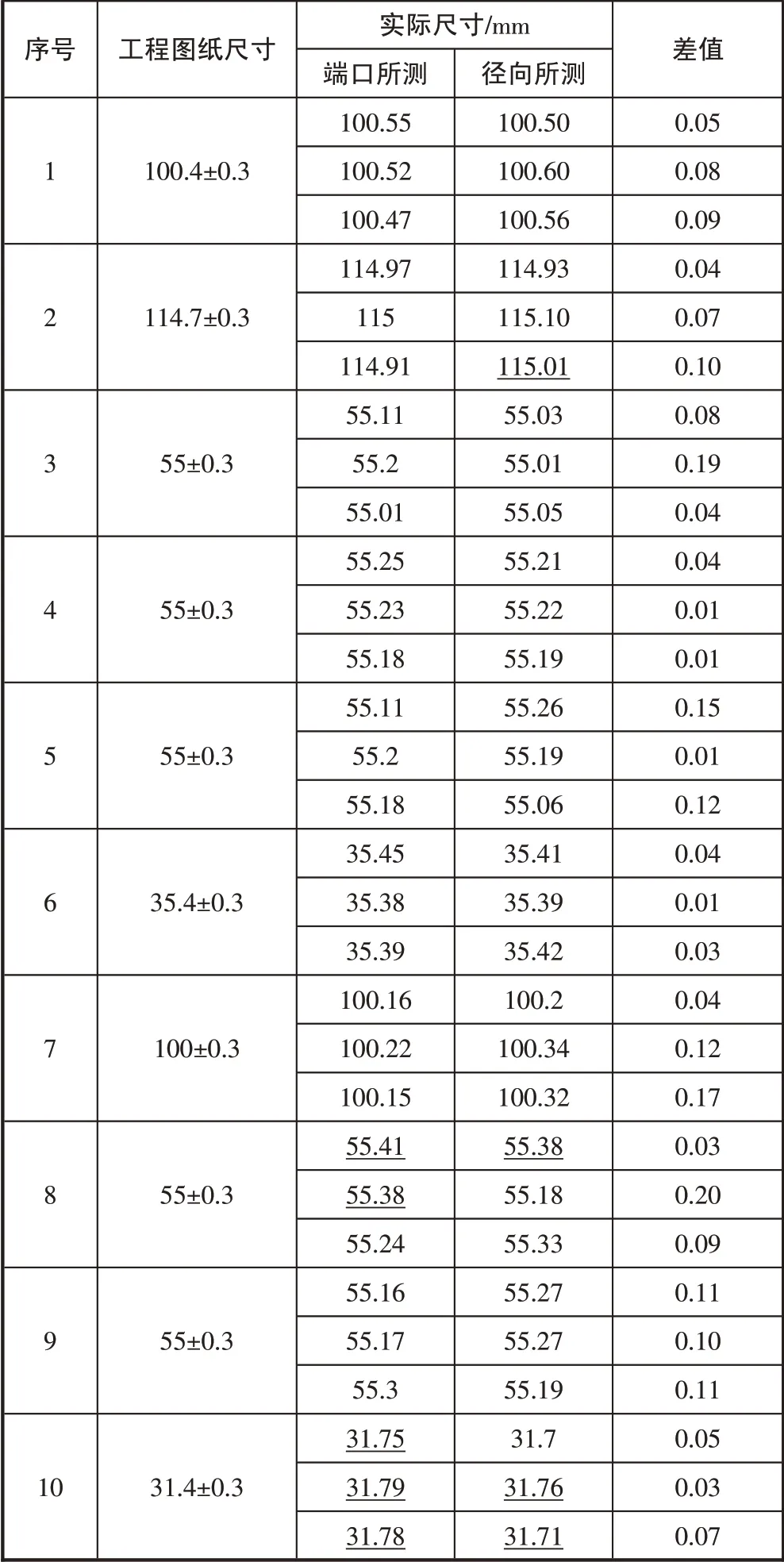
表5 穿条隔热型材复合宽度尺寸抽检记录
(续)表5 穿条隔热型材复合宽度尺寸抽检记录
测试结果表明,穿条隔热型材分型号宽度尺寸合格率99%;穿条隔热型材复合宽度尺寸合格率92.5%。按照以上控制办法与要求,平开窗框、扇型材复合成品宽度尺寸是可以完美控制在一个稳定范围的。
5 其它因素的影响
造成平开窗框、扇组合接缝高低差超标的原因,除了型材尺寸的影响外,门窗加工图纸设计、下料精度、加工方式、安装工艺等因素也需要重点关注,特别是加工安装工艺的控制。尤其是很多小型门窗加工厂,由于设备本身的落后,工人加工操作不规范,品控意识不足,也是导致成品装配不良、台阶超标,引发客户投诉的重要原因。
6 结论
影响平开门窗装配后尺寸的因素是多方面的,问题的形成也比较复杂。但笔者认为:型材的尺寸设计合理,质量稳定是首要的。只有保证了材料的合格,后续的加工与组合装配才有基本的保障。整体来说,一是要注意尺寸公差走向宜往同一方向(同时往下偏差设计),二是生产过程设置合理的抽检频次,确保型材出料尺寸的稳定并根据实际出料情况及时作出调整。
随着技术的发展,工艺水平的提高,铝合金挤压型材的产品尺寸精度也将越来越高,我们只有不断的摸索与实践,才能生产出更高质量的产品,适应市场对更高端门窗产品的需求。共同推动铝合金加工业的发展。
猜你喜欢
节能与环保(2022年7期)2022-11-09
上海建材(2021年5期)2021-02-12
装备制造技术(2020年2期)2020-12-14
重型机械(2020年3期)2020-08-24
船舶标准化工程师(2020年1期)2020-06-12
中国品牌(2019年10期)2019-10-15
中国品牌(2019年10期)2019-10-15
中国建筑金属结构(2019年4期)2019-05-15
综合智慧能源(2017年10期)2017-01-18
山东工业技术(2016年15期)2016-12-01