DVM-TBC热障涂层等离子喷枪关键零部件设计
2020-02-11 04:40陈永澎李凯郭双全冯云彪程思恩
机械工程师 2020年1期
陈永澎, 李凯, 郭双全, 冯云彪, 程思恩
(中国人民解放军第5719厂,四川 彭州611930)
0 引 言
美国、欧洲以及我国的航空发动机建设计划中,均把热障涂层技术与高温结构材料、高效叶片冷却技术并列为高性能航空发动机高压涡轮叶片三大关键技术,其中热障涂层材料及其制备技术成为了未来航空发动机发展的关键技术之一[1]。热障涂层(Thermal Barrier Coating,TBC)是指涂覆在合金基体表面上,并具有耐高温、抗腐蚀、高隔热特性的陶瓷材料;该涂层可大幅提高基体合金抗高温氧化腐蚀能力、降低合金表面工作温度,从而增加航空发动机的推力和稳定性[2]。因而该项工作已成为航空、航天发动机生产和修理的核心技术,但国外对我国实行技术封锁。由于近年来我国航空发动机已从简单仿制过渡至自主研发阶段,各种核心技术也运用至航空发动机研制中,热障涂层的应用属于其中一项[3]。
等离子喷涂喷枪是等离子喷涂设备中关键的但又是极易损坏的零部件之一,其中主要由于喷枪中的阴极和阳极(喷嘴)的损坏率最高,而工艺技术的开发创新常常是从新喷枪的研发开始的[4]。目前有关等离子喷枪设计相关报道如:高阳团队设计了具有变径阳极喷嘴结构的等离子喷枪,该喷枪采用单一阴极和单一阳极结构,其中阳极内径为6 mm,长度10 mm,喷嘴为直筒喇叭形,喷涂粉体通过3个φ1.5 mm 小孔注入喷嘴内部,在30 kW功率下,实现了较低功率下喷涂难熔 YSZ 材料的目的[5];Sulzer Metco公司生产的超低压等离子喷涂设备,该设备采用了O3CP 大功率等离子喷枪,最高电流达到2500 A[6-7]。而其它目前商业上广泛采用的F4-VB喷枪,在100 Pa 低压条件下很难使氧化锆粉末达到气化状态制备出柱状晶涂层;而李春旭等[8]设计出了最大功率可达120 kW,焰流速度为3600 m/s的等离子喷涂枪;李常锋等[9]利用二次喷嘴设计出功率可达100 kW以上的等离子喷涂枪。
由于制备热障涂层的相关工艺和设备受国外公司长期垄断,国内的相关研究和报道甚少,为打破国外技术垄断,推进我国航空事业发展,本文将根据DVM-TBC热障涂层制备特点,根据现有理论知识,对等离子喷枪的易损件(阴极、阳极(喷嘴)、电极柱和绝缘体)进行设计和制造,期望为高端等离子喷涂设备的国产化提供理论和实践支持。
1 等离子喷枪重要零部件的设计与制造
1.1 阳极(喷嘴)结构的设计与制造
1)喷嘴结构的选型。目前常用的阳极(喷嘴)有4种形式[10],如图1所示。分别为:圆柱形喷嘴(a)、收敛-扩张型喷嘴(b)、Laval喷嘴(c)和阶梯喷嘴(d)。首先圆柱形喷嘴无法满足此次制备DVM-TBC热障涂层的要求;而Laval喷嘴喷涂效果较好,但是加工比较困难;阶梯型结构设计加工简易而且弧根前移,弧压升高、加热效果良好,但是相关应用较少,不稳定;收敛-扩张型喷嘴易于加工,同时其具有Laval喷嘴和阶梯型喷嘴的出口气体动力学特性,虽然其会存在一定的飞粉率,但是仍能满足此次要求,故选用该结构设计。
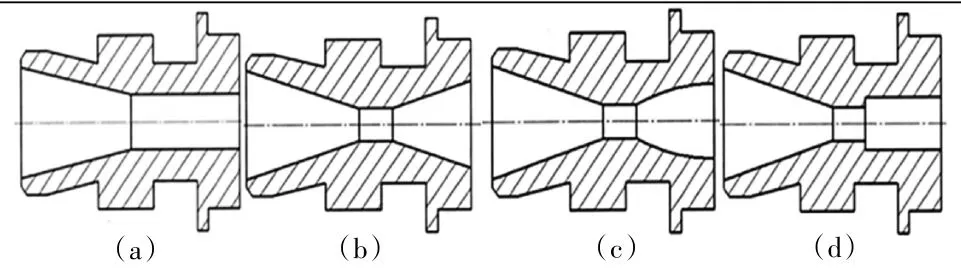
图1 四种典型阳极(喷嘴)示意图
2)喷嘴通道直径d。喷嘴通道直径直接影响了等离子射流的压缩效果的强弱。通常,孔道直径d按照以下公式进行计算:d=I/K;公式中,d为喷嘴通道直径,I为喷涂时最大电流,K为系数,一般取80~100之间。现已知制备DVM-TBC热障涂层时的额定工作电流为500 A,推算通道直径d=5~6.25 mm[11];同时,根据热喷涂(焊接)技术要求,在额定工作电流500 A时要求通道直径φ5~7 mm之间。因此,分别选择制作3种(d1=5 mm、d2=5.5 mm、d3=6 mm)喷嘴。
3)喷嘴通道长度L。一般等离子喷枪设计时,选区的压缩比大于2[12]。但是在此次的课题中,若选用过高的压缩比,在总的系统功率不变的情况下,会导致射流流速增加,不利于粉末颗粒的加热和熔化,进而影响制备涂层的质量。故本次选择压缩孔道比为2~3。
4)喷嘴压缩角α1。压缩角的选择与电弧压缩性能、阴极的尺寸形状等因素有关,在等离子喷枪设计过程中,一般选择压缩角在30~60°之间[10]。综合考虑,本次设计的喷枪压缩角为45°。
5)扩张锥角α2。扩张锥角的选择与沉积效率有关。根据相关研究[13],当扩张锥角较小时,圆柱形喷嘴类似喷涂沉积效果不明显;当扩张锥角较大时,会存在等离子射流在喷管内壁摩擦,流体在内壁分流产生回流和循环流动,导致喷涂粉末飞粉严重或者粉末粘贴于孔道内壁,同样使其喷涂沉积效果不明显。因此本次选用扩张锥角为10°。
通过以上计算和分析,新设计喷嘴图样和实物如图2所示。
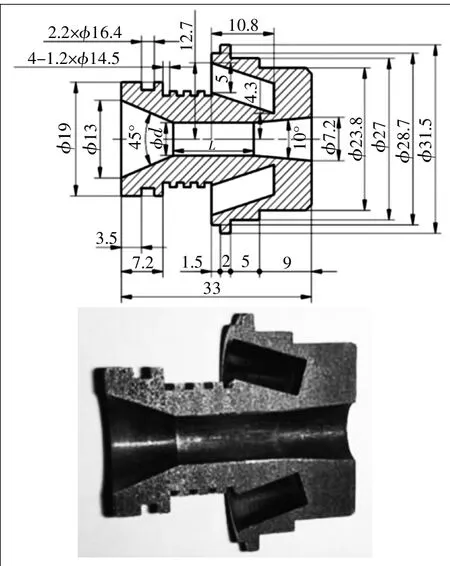
图2 新收敛-扩张喷嘴结构与实物图
1.2 阴极的设计与制造
1)阴极材料的选择。作为喷枪引弧和长时间承受高热量的关键部件,其材料应具备电子发射能力强和高熔点的特性。目前主流的喷枪设计制造公司在无特殊要求的情况下,均选用铈钨合金(一般是在钨中加入1%~2%铈)作为阴极的材料。铈钨合金存在以下优点:a.相对钨钍合金,在工作时其不存在放射性污染的情况;b.它具有高的高温强度、再结晶温度和强的热电子发射性能。在TIG焊、等离子切割中均频繁使用[15]。同时为了满足直接冷却的需求,主流做法是将铈钨合金钎焊于紫铜座中。故阴极材料分为铜座和铈钨合金两部分。
2)阴极几何形状和尺寸。为了跟阳极进行匹配,阴极的结构一般设计成为圆柱形。1)中已提过,阴极一般分为两部分:铈钨合金部分和匹配铜座部分。对于铈钨合金部分直径尺寸,我们一般根据以下公式进行计算:D=I/65;式中,I为工作时最大电流。已知工作时电流为500 A,推算铈钨合金部分直径尺寸为7.69 mm[16]。同时,由于直径越大通过其的电流密度越小,电极温度将会越低,可提高阴极使用寿命,此次选用9 mm。尖端为了方便引弧稳弧、且与喷嘴的压缩角的配合,其尖端应设计为锥形。通过以上计算和分析,最终阴极图样和实物如图3所示。

图3 阴极结构与实物图
1.3 绝缘件的设计与制造
为了防止电弧击穿枪体,等离子喷枪的阴、阳极之间必选严格绝缘。虽然喷枪在正常工作情况下两极间工作电压较小,但在引弧的瞬间,电极间的瞬间电压达到千伏以上。由于在热障涂层的研发阶段,各项参数值都在调试,易导致操作不当,喷枪损坏,因而绝缘件也是易损件之一。
1)绝缘材料选择。由于原9M喷枪在设计时,绝缘件起到绝缘、支撑电极柱和引导冷却水的作用。因此对绝缘体材料的强度和刚度有较高要求。目前市场上常见的绝缘材料有玻璃丝胶木、电木、夹布胶木、聚四氟乙烯、陶瓷、聚酰亚胺等。其中夹布胶木、电木易于加工,但高温环境下容易碳化;聚四氟乙烯和玻璃丝胶木刚性较差,机加工能力较差。而聚酰亚胺在具有良好的绝缘性的同时仍具有较强的力学性能,保证其较好的加工特性。聚酰亚胺介电常数为2.5~3.4左右,介电强度为100~300 kV/mm;弯曲强度σb≥170 MPa[17]。综上各种因素考虑,最终选择聚酰亚胺作为绝缘件的材料。
2)绝缘件结构设计。作为支撑电极柱和引导冷却水绝缘件,同时为了保证阴、阳极之间同轴度,其结构尺寸与水道头和电极柱密切相关。为了便于更换,水、气通道分明,在原9M设计中将绝缘件设计为两部分。本次设计中依旧采用该方法,绝缘件结构与实物如图4所示。
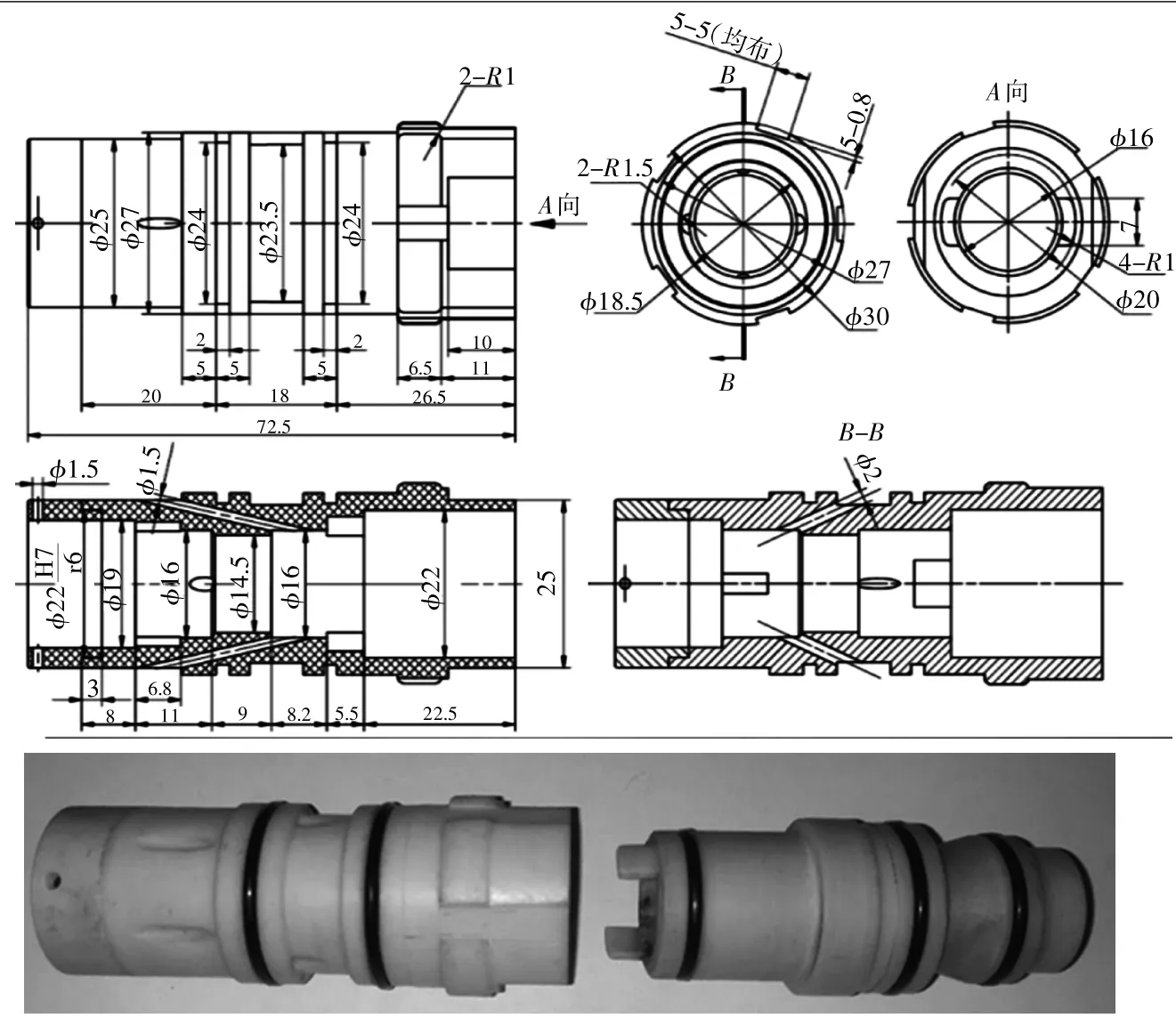
图4 绝缘件结构与实物图
2 阴、阳极间隙的校核
等离子喷枪点火起弧方式为非接触式起弧,故阴、阳极之间的间隙与相应电源、气体种类、流量是否匹配,对于其能否正常起弧起到重要的作用。如果间隙过大,则会导致“有电压,无电流”的现象;若其间隙过小,则会导致两极“短路”现象;同时,阴极和阳极之间的间隙对电弧的伏安特性也有较大的影响,其不但能影响喷涂时的电压值,而且影响上升伏安特性的最小电流值。此外,阴极与喷嘴之间的相对形位公差要求较高,具体包括同轴度要求和间隙要求,以保证气稳定的实现,从而稳定电弧,减缓阴极和阳极喷嘴的烧损,延长寿命。
本文通过UG软件测量装配间隙,装配后目前该间隙值D=0.67 mm。 现对于两极之间的厚度D进行校核。在等离子喷枪在引弧之前,其两极之间充满了Ar或者N2。气体在两极之间为湍流和层流两种形态。在这两种形态下对于击穿距离δ*估算时,假设为全部击穿电压加载冷气流薄层上,该薄层的厚度情况通常取决于气体的流动状况。在这样的前提下可通过如下公式确定击穿距离δ*[18]。
式中:U*为击穿电压;ρ0为标准状况下的空气密度;ρ为气体密度;δ*为击穿距离。
现已通过测量厂内所存在的性能类似的喷涂设备(SULZER-METCO-9M)的引弧电压得知:由设备电源的高频振荡器在等离子喷枪引弧是所产生的电压约为2000~10 000 V。通过类比计算,目前设计的喷枪间隙符合起弧要求。而对于其间隙对于电弧伏安特性的影响,将在间隙符合要求的范围,尽可能多地做类比实验,选择满足此次涂层制备的最优间隙值。
3 喷枪装配
将设计制作完成的喷枪按照要求进行装配:在水道头内圈装配密封圈,端面装配隔流环(安装时必须注意隔流环与水道头的相对位置);在电极柱外表面装配密封圈,内孔按照图6装配导流管及定位销钉;在阴极表面装配密封圈,利用电极螺母将阴极固定于电极柱;组合装配前绝缘件并在其表面装配密封圈;将电极柱按照与前绝缘件相对的位置进行安装,利用绝缘螺母进行锁紧;按照相对位置将已装配完成的电极柱和前绝缘件组件装入水道头,此时要注意水道头内部O形圈的有效性;最后安装喷嘴,并利用喷嘴螺母进行锁紧。喷枪装配零部件如图5所示。
图5 喷枪装配三维爆炸图
4 结 语
本文通过分析制备热障涂层的特点,首先根据现有技术文件确定了关键部件喷嘴的选型,设计了喷嘴通道直径、长度、压缩角、水冷却通道的几何参数;然后确定了阴极和绝缘体材料和尺寸;其次根据设计尺寸进行三维建模,通过相关软件测量出阴极阳极之间的装配间隙,并根据相关理论公式,对间隙进行校核;最后根据所给定的尺寸参数,制造出喷枪实物,为下一步进口喷涂设备国产化奠定基础。
猜你喜欢
有色设备(2022年2期)2022-08-06
航空发动机(2021年1期)2021-05-22
能源工程(2021年1期)2021-04-13
军民两用技术与产品(2021年10期)2021-03-16
电子制作(2018年12期)2018-08-01
酒·饮料技术装备(2018年1期)2018-04-28
中国有色冶金(2018年1期)2018-02-01
汽车维护与修理(2015年1期)2015-02-28
航空材料学报(2015年6期)2015-02-27