浅谈深孔循环加工指令在加工中心中的应用
2020-02-24 06:53李红娟曹志凯
科技风 2020年4期
关键词:应用
李红娟 曹志凯


摘要:孔循环加工指令在加工中心中应用非常广泛。合理选择孔循环加工指令是保证零件加工合格的重要前提,其次正确选择刀具、钻削尺寸和进给速度是正确加工的根本保障。本文主要以FANUC系统加工中心为例,研究了深孔循环加工指令的应用。
关键词:加工中心;深孔;循环指令;应用
1深孔加工及循环指令的简介
1.1深孔加工
所谓深孔,一般是指孔的长度与直径的比大于10的孔。深孔加工有一定的要求,例如:孔的精度、表面质量、垂直度等等。并且被加工的材料也是影响深孔加工的重要因素,有的材料可加工性差,这常常成为生产中一大难题。加工中心由于其优越的性能从深孔加工中凸显出来,所以加工中心对深孔的加工受到很多人的重视,越来越多人进入深孔加工行业。
1.2深孔加工循环指令
在深孔加工时,不能一次性钻到工件底端。因为钻头在加工的过程中,会产生源源不断的切屑,排屑效果不是很好,导致一些碎屑留在孔里,这样会导致孔的加工精度达不到要求,甚至会把钻头被闷断在里面。用深孔循环指令加工孔,进给方式为间歇进给,这样不仅利用排屑也能让冷却液更好地起到应有的作用,从而保证零件加工合适。下面就介绍两个深孔加工的循环指令G83和G73。
指令格式:
G83/G73X_Y_Z_R_Q_F_K_;
X_Y_:孔底的位置
Z_:孔底的位置(G90)
K_:重复次数(如果需要的话)
Q_:每次钻削进给的钻削深度
F_:进给速度
R_:从初始点到R点的距离(G91)
2深孔加工指令的应用
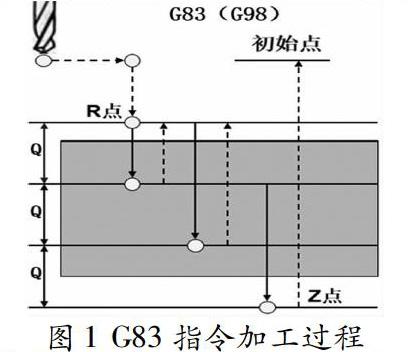
G83深孔钻循环沿着Z轴执行间歇进给,边加工边退刀排屑,每次退刀到R点,然后执行快速移动到上次钻孔结束位置,适合加工粘刀的材料,例如铜和铝。加工过程如图1所示:
G73高速深孔钻循环沿着Z轴执行间歇进给,边加工边退刀排屑,通过设定退刀量,退刀量可以设置的很小,之间的d点,再执行切削进给,d值通过参数设定。实现高效钻孔。加工过程如图2所示:
通过G83和G73指令的加工过程中我们可以看出,两个指令的加工过程基本一致,唯一不同的是在每次退刀所到的位置,G83每次的退刀都到R点,每次都退到脱离工件的位置,这样有利于切屑的排出,但是加工中浪费的时间也多,影响加工效率。G73每次都是退一个很小的量,这样加工效率明显提高,但是由于切屑不容易充分排出,孔的的表面质量和加工精度相对来说,会差点。所以,G83常用于加工精度要求比较高的深孔,G73用于高速深孔的加工。
3编程举例
如图3所示:
材料:100×100×50mm铝块
刀具:高速钢钻头
规格:Φ6、Φ10
装夹工件:压板螺栓,百分表,平行垫铁等。
孔加工工艺分析:把铝块悬空垫高10-20mm,用百分表找平后,避開加工位置用压板固定好。根据图纸要求编写程序,模拟加工。安装好刀具后,对刀并检验。最后开始加工。先加工Φ10的盲孔,加工顺序为A-B-C-D。然后换Φ6铣刀加工通孔,加工顺序为a-b-c-d。
程序编程:
Q0001
T01;
M06;换Φ10铣刀
M03S1000;
G92X0Y0Z50;
G90G98G83X20Y0Z-20R5Q5F100;加工A孔
X0Y20;B孔
X-20Y0;C孔
X0Y-20;D孔
G00G80;
T02;
M06;换Φ6铣刀
M03S2000
G90G98G73X35Y35Z-55R5Q5F100;加工a孔
X-35Y35;b孔
X-35Y-35;c孔
X35Y-35;d孔
G00G80;取消循环
X0Y0Z50;
M05;
M30。
4结语
本文主要介绍了深孔加工的指令以及在实际加工中的应用,加工孔时的编程方法以及相应的注意事项。文中所总结的孔的加工方法都是在实践中常用的,目的是将这些实际的经验提供给从事数控加工的其他人员用作参考,使之少走弯路。
参考文献:
[1]王树逵,齐济源.数控加工技术[M].北京:清华大学出版社,2009:209-210.
[2]罗永新.数控编程[M].湖南:湖南科学技术出版社,2007:28-35.
[3]邓广敏.加工中心操作工[M].北京:化学工业出版社,2010.
猜你喜欢
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
考试周刊(2016年76期)2016-10-09
大学教育(2016年9期)2016-10-09
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29