车载燃料电池冷却系统去离子树脂吸附性能研究
2020-03-02 05:25张少鹏段伦成
商用汽车 2020年10期
张少鹏 申 彤 韦 瑾 张 晓 段伦成 梁 晨 ,3*
1 绪论
车载燃料电池冷却系统中,冷却液电导率高会导致整车在启动时无法通过自身的高压绝缘检测,导致整车无法接通高压系统并启动[1,2]。在冷却系统运行过程中,导致冷却液电导率提升的因素包括散热器、管路、阀体及燃料电池电堆本体的冷却管路,主要包括铝合金、不锈钢以及硅胶管等主要材料,随着冷却液的循环,各种材料都会有一定程度的离子析出[3,4]。为降低冷却液中的电导率,目前通常采用的方式为在冷却回路中增加去离子罐,通过去离子罐中的树脂进行吸附,降低电导率[5]。但整体吸附效率、使用周期以及使用效果仍很难满足燃料电池汽车的规模化推广,降低了车辆使用过程便捷性。在树脂选型上,不仅需要考虑树脂本身的吸附性能和要求,同时还要考虑其与冷却液的配合,避免出现相互影响。不同性能的树脂对于溶液中的导电离子有不同的吸附作用和效果,因此树脂的选择及处理也直接关系到整体的吸附效率和后期的使用。
通过前期研究发现,为了提升整车的散热效率,燃料电池汽车通常采用钎焊式散热器以增加有限空间的散热量,而冷却液中的离子主要来源于散热器在加工过程中残留的助焊剂[6,7]。针对助焊剂在冷却液中所析出的阴阳离子,对不同离子交换树脂在不同温度及流量的工况下进行交换吸附的吸附效率、交换容量以及压力损失等比较测试,为整车装车及燃料电池系统长期推广应用提供基础保障。
2 试验方案
2.1 检测仪器及试剂
针对燃料电池冷却系统的要求以及防冻液中添加的非离子缓蚀剂,选取AMBERJET 6040、AMBERLITE IRN160、NR 8415 3种核级抛光树脂作为基础树脂,基础树脂为混床树脂,对冷却液中的阳离子和阴离子均有吸附作用。3种待测树脂主要用于传统水处理方面,能够较好的降低流体电导率,且对防冻液中的成分无影响。此外,针对冷却液中存在氟离子,在3种基础树脂中添加针对交换氟离子的ZG F-1专用树脂。
将上述6种树脂分别装在树脂罐体中,填装量均为160 g,然后将树脂罐串联在图1所示的冷却系统循环管路中,对其流量、温度、压力、树脂罐前后压差以及电导率进行测量。为确保试验一致性,将冷却液初始电导率调整到95~125 μS/cm,启动循环后每隔1 min记录一次冷却液的电导率,当电导率≤1 μS /cm时停止,每种树脂均在30 ℃、60 ℃、80 ℃、90 ℃ 4个温度下进行3 L/min、5 L/min、8 L/min、10 L/min 4种流量的试验。
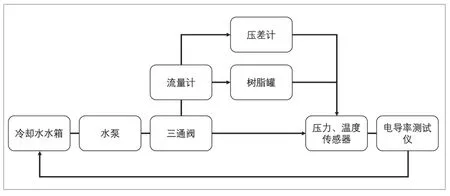
图1 试验原理图
在吸附性能、压差及寿命测试方面,首先记录在试验条件下冷却液电导率第1次从初始状态降低到1 μS /cm所用的时间,之后重复上述试验,直到循环所用时间是第一次循环时间的10倍以上,即评价该树脂的使用寿命已到,计算总吸附离子量以及前后压差变化。对于冷却液和树脂中的离子成分,采用电感耦合等离子原子发射光谱仪和离子色谱仪进行测定。在全部试验结束后,利用红外显微镜对树脂物理形态进行观测评价。
3数据分析及推论结果
3.1 树脂交换速率对比研究
⑴相同温度不同冷却液流量下的树脂交换速率。
图2为6种树脂在冷却水温度60 ℃、首次循环周期下不同冷却水流量下的吸附交换速率对比图。从图2(a)到图2(d)可以看出,吸附的周期随着流量的提升而不断缩短,说明吸附效率随流量的增加而提升。以6种树脂中吸附周期最长的AMBERJET 6040+F-1为例,当冷却液流量为3 L/min时,吸附周期时间为62 min,当冷却液流量提升到5 L/min和8 L/min时,吸附周期时间缩短为40 min和27 min,当冷却液流量达到10 L/min时,吸附周期时间最终缩短到19 min,降幅超过2/3。
⑵相同冷却液流量不同温度下的树脂交换速率。
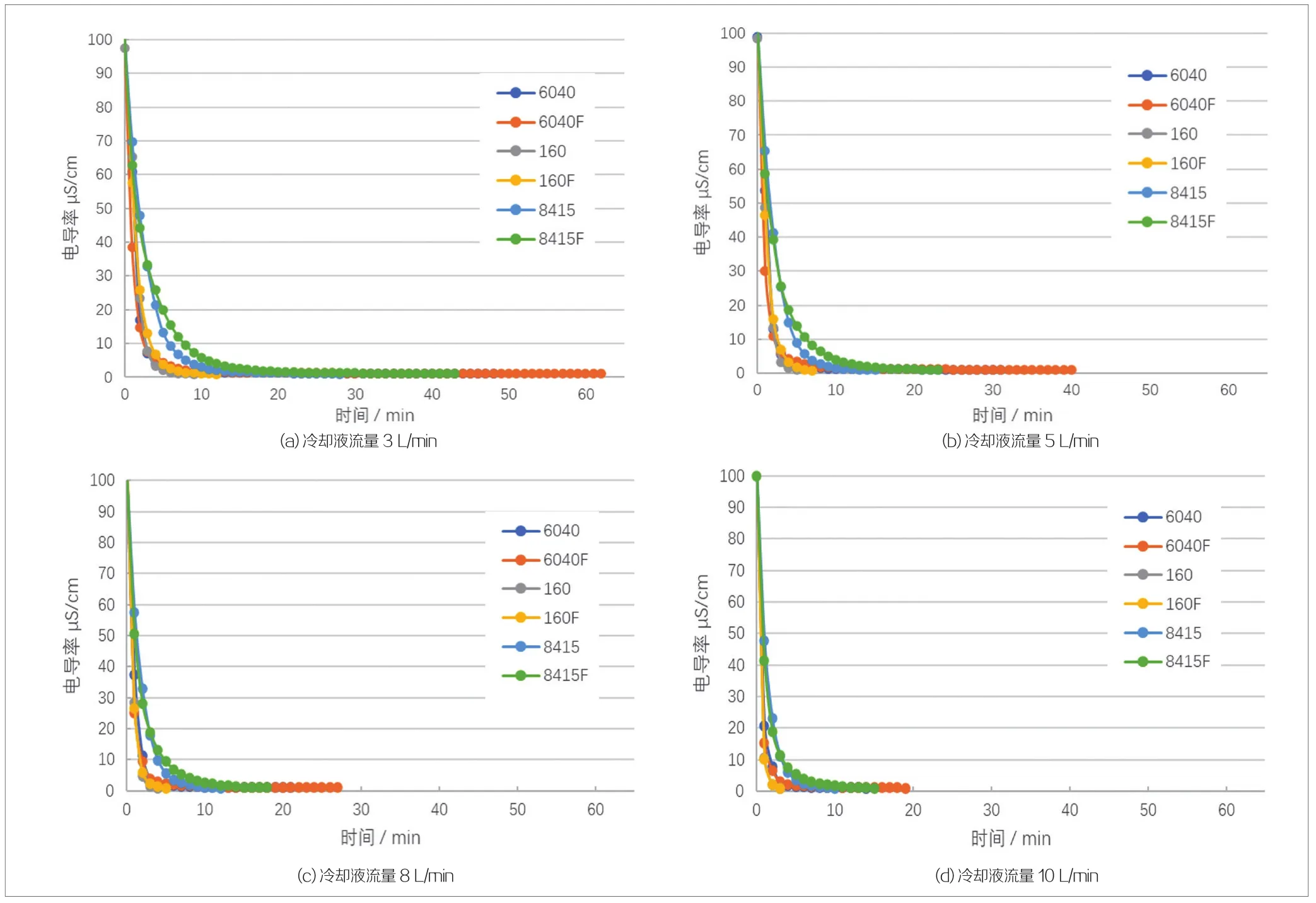
图2 冷却水温度60 ℃时不同树脂吸附的溶液电导率变化对比图

图3 冷却液流量5 L/min,不同温度下溶液电导率随时间变化对比图
图3为AMBERJET 6040和AMBERJET 6040+F-1两种树脂在冷却液流量5 L/min的工况、不同温度下的吸附交换周期对比图。从图3中可以看出,随着温度的增加,电导率下降幅度比较明显,但随着运行时间的延长,电导率的下降幅度逐渐缩小。这说明工作温度有助于提升树脂吸附性能,但影响能力随着时间逐渐降低。图3(a)中,系统运行后第1分钟测试的电导率在30 ℃和90 ℃时分别从97.9 μS/cm和99.6 μS/cm下降到61.0 μS/cm和44.7 μS/cm,降幅分别是27.7%和55.2%。而当运行到5 min以后,在上述2个温度环境下每分钟的平均降幅为3.58%和6.4%。图3(b)为添加了氟树脂后的电导率变化情况,同样工况下第1分钟电导率降幅为67.7%和74.3%,运行到5 min以后,30 ℃和90 ℃时每分钟的平均降幅为3.06%和2.39%。
⑶同一树脂添加氟树脂前后的变化对比。
图4为30 ℃时3种基础树脂添加氟树脂前后吸附交换性能对于冷却液电导率变化的影响对比曲线。从图4中可以看出,在初始阶段加入氟树脂的混合树脂可以较基础树脂更快速的降低冷却液中的电导率。但随着时间的增长,吸附效率降低,且整体循环周期较基础树脂延长。在3种基础树脂中,AMBERLITE IRN 160树脂的吸附速度较其它两种基础树脂高,图4(b)为AMBERLITE IRN 160与AMBERLITE IRN 160 +F-1两种树脂的对比图。从图4(b)中可以看出,当加入氟树脂后,第1分钟测试冷却液电导率分别从100.3 μS/cm和100.9 μS/cm下降到53.6 μS/cm和48.5 μS/cm,降幅分别是46.6%和52%。而当第2分钟以后测试,加入氟树脂吸附的冷却液电导率平均高于基础树脂80%,且循环周期也延长了2 min。
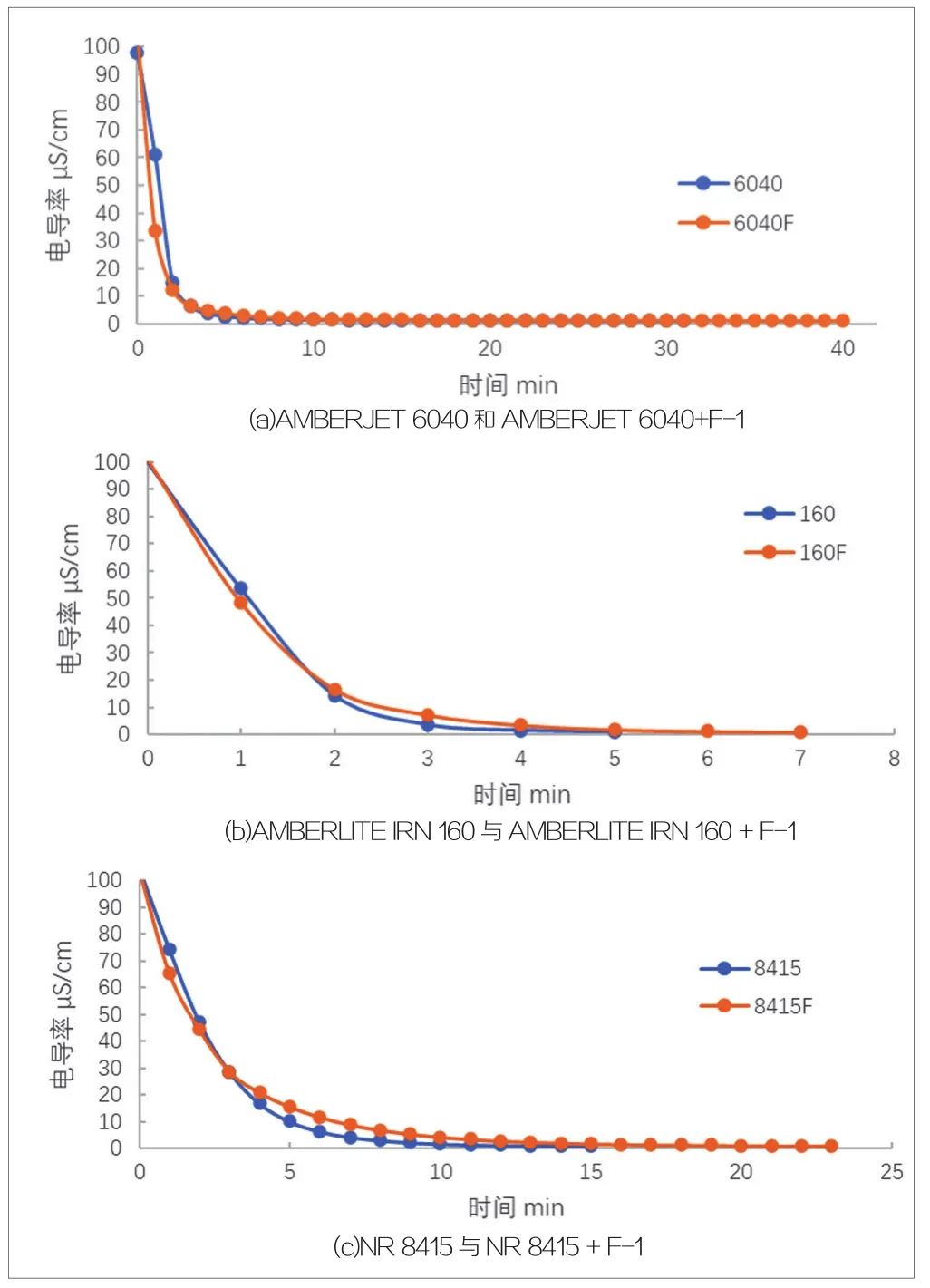
图4 30 ℃冷却液树脂吸附对电导率变化的对比曲线
由于氟树脂是一款吸附交换氟离子的阴树脂,因此在初始状态可以快速吸附冷却液中的氟离子,但添加的氟树脂占据了混合树脂空间,尤其是阳树脂的空间,随着时间的增长,流体中阳离子相较于阴离子数量更多,缺少了部分质量的阳树脂来对阳离子进行吸附交换,导致电导率下降缓慢。在循环试验后,对混合树脂进行检测,其中氟离子较钾离子更多,也证明了氟树脂对氟离子的吸附作用更强;同时其中铝离子含量也较基础树脂高,主要是因为氟树脂本身的结构导致,氟树脂有活性铝的功能基团R-CH2-N(COO)2 AL(H2O)3X,在树脂前处理阶段需要经过酸洗、碱洗步骤,导致部分结构被破坏,因此容易在循环过程中析出。
3.2 树脂罐的压力损失
对吸附前后树脂罐在冷却系统管路的压差数值进行对比,其中初始状态压差为P1、饱和状态压差为P2,压差变化值为△P。表1为AMBERJET6040树脂及AMBERJET6040+F树脂在不同温度和流量情况下的压差统计。从表中可以看出,树脂罐的压力损失会随着流量的升高而增大,在不同温度和流量等工况下,压差的变化值基本维持在1 kPa以内。
3.3 树脂吸附前后的内部结构对比
图5和图6分别为NR8415及NR8415+F-1两种树脂在初始吸附前以及饱和吸附后的内部结构图。从图中可以看出,无论是否添加氟树脂,参与试验的树脂经过循环后均有不同程度的破损、裂解以及膨胀。另外四种树脂的变化与NR8415及NR8415+F-1基本相同。通过结构上的变化可以说明,吸附过程会影响树脂罐的整体吸附性能,因此需要根据使用环境和要求进行树脂更换。

表1 AMBERJET6040及加氟树脂在不同温度和流量情况下的压差统计
4 总结
通过对6种不同树脂的吸附试验结果可以看出:
⑴不同树脂的吸附特性差异较大,因此在选择树脂过程中需要综合考虑吸附总量、吸附效率以及对冷却系统内流体的流阻;
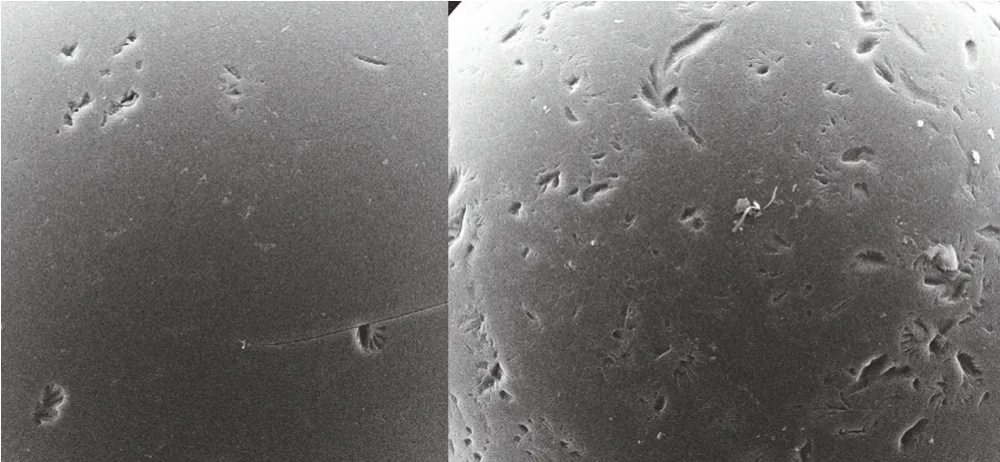
图5 NR8415树脂在初始吸附前以及饱和吸附后的内部结构图
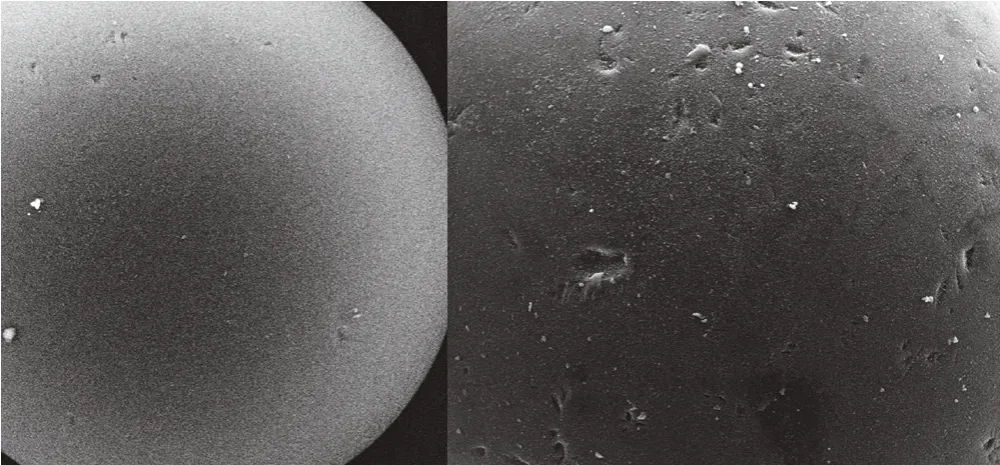
图6 NR8415+F树脂在初始吸附前以及饱和吸附后的内部结构图
⑵冷却系统中冷却液流速和温度的提升均会提升树脂吸附效率,有效降低电导率;
⑶在基础树脂中添加氟树脂有利于快速吸附交换冷却液中的氟离子,但由于同时也会释放铝离子,因此整体循环周期反而延长;
⑷树脂初始阶段和饱和阶段的压差变化较小,但其内部结构变化较大,影响吸附效率和能力;
⑸针对实际应用,可以采用不同树脂混合使用的方式,既提高初始使用阶段的吸附效率,同时也兼顾整体吸附总量。
猜你喜欢
农业工程学报(2022年7期)2022-07-09
汽车维护与修理(2021年19期)2021-04-14
汽车维护与修理(2021年19期)2021-04-14
汽车维护与修理(2020年11期)2020-12-04
汽车维修与保养(2020年11期)2020-06-09
山西果树(2017年4期)2018-02-08
中国绿色画报(2017年7期)2017-08-02
物联网技术(2017年5期)2017-06-03
南水北调与水利科技(2017年1期)2017-02-27
计算机辅助工程(2015年4期)2015-09-16