
基于KND数控系统的主轴倍率PMC控制研究
2020-03-22 03:30龙勇云
机械工程与自动化 2020年1期
龙勇云
(珠海城市职业技术学院 机电工程学院,广东 珠海 519090)
0 引言
在高速、高精、高质量发展的今天,数控机床已成为高端制造业的重要组成部分。数控机床的维修、维护和升级改造也成为了一个重要课题。而数控系统中的PMC模块控制着数控机床的主轴倍率、进给倍率、快速倍率、急停、润滑、冷却、加工中心换刀、排屑等重要功能。国内学者雷楠南[1-2]对FANUC0iD数控系统的工作方式、手轮倍率进行了编程研究;赵长明等[3]对FANUC进给倍率进行了编程研究;王文江等[4]分析了华中数控系统数控机床进给速度的调节及其控制方法;张红梅[5]分析了数控机床的8种操作模式以及PMC如何进行编程可使机床处于当前需要的工作状态。还有一些对安全门防护、车床刀架如何实现换刀控制以及数控系统信号显示的研究[6-8]。
KND(凯恩帝)数控系统、广州数控系统和华中数控系统都是优秀的国产数控系统,在大力弘扬自主创新、发展自有品牌的大背景下,对国产数控系统的研究、应用以及对国产数控机床的升级改造显得越来越重要。主轴倍率控制是数控系统的一个重要功能,本文以主轴倍率控制为例,详细讲解如何实现基于KND数控系统的主轴倍率控制。
1 数控系统PMC信号介绍
所谓PMC(Programmable Machine Controller)就是利用内置在CNC的PC(Programmable Controller)执行机床的顺序控制的可编程机床控制器。数控机床的顺序控制有主轴正反转、换刀、冷却、润滑、照明、排屑等。数控机床顺序控制处理的信号都为开关量。
数控机床分为NC侧(系统侧)和MT侧(机床侧)两大部分。NC侧包括CNC系统的硬件和软件,以及与CNC系统连接的外围设备,如显示器、MDI面板等。MT侧则包括机床机械部分及其冷却、润滑、排屑等辅助装置,以及机床操作面板、继电器电路、机床强电电路等。
数控系统的信号交换以PMC为中心,CNC、PMC和MT之间的信号交换如图1所示。G信号是PMC发给CNC的信号,主要是使CNC改变或执行某种运行的控制信号,在KND系统中如G27.4表示急停信号,G27.5表示进给保持。F信号是CNC发给PMC的信号,主要反映CNC运行状态或运行结果的信号,比如F0.5表示循环启动,F0.6表示伺服准备好。X信号是MT发给PMC的信号,主要是机床操作面板。按钮或其他行程开关等的输入信号,如急停按钮信号,行程开关信号。Y信号是PMC发给MT的信号,主要是机床执行元件的控制信号,以及状态和报警指示等,如照明输出,冷却液,主轴松刀。PMC中也有R、T、C、D、K等继电器,R表示内部继电器,T表示计时器,C表示计数器,D表示数据寄存器,K表示保持继电器,K参数可以人为设定,一般用来屏蔽或选通某种信号。
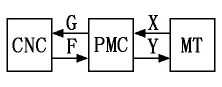
图1 CNC、PMC和MT间的信号关系
2 主轴倍率PMC编程输入、输出信号分析
在KND数控系统中,主轴倍率有50%、60%、70%、80%、90%、100%、110%和120%总共8种,机床主轴实际转速等于设定转速乘以倍率。根据实际加工状态可以适时调整倍率,以保证加工质量。那么数控系统在工作时到底处于何种倍率,如何使旋钮旋至50%主轴倍率就减少一半,这主要是由G信号中的G10决定。信号G10占用1个字节存储单元,1个字节有8位,每一位要么是0,要么是1。G10的低三位的组合有8种,二进制000到111,而主轴倍率刚好也是8种。所以,用G10后三位的状态来对应不同的主轴倍率,如当G10的后三位组合是000时,对应的主轴倍率是100%,当G10后三位组合是101时,对应的主轴倍率是120%,详细的G10后三位不同组合对应不同的主轴倍率如图2所示,其中助记符SOVA、SOVB、SOVC分别表示 G10.0、G10.1、G10.2。在数控机床操作面板上有个旋钮开关,这个旋钮开关就是一个输入信号X,本文中假设使用的输入信号是X20,主轴倍率旋钮开关也有50%至120%共8个不同位置状态,每个状态用二进制000、001、010、011、100、101、110、111表示,即用十进制的0至7表示,如图3所示。当旋钮开关旋至50%位置时,X20低三位状态是000;当旋钮开关旋至60%时,X20低三位状态是001。但是,如何建立起输入信号X20与倍率控制信号G10之间的对应关系就成为了一个需要重点解决的问题。

图2 G10主轴倍率定义

图3 输入信号X定义
3 主轴倍率PMC编程
分析主轴倍率控制过程,当旋钮开关旋至相应的倍率,数控机床的主轴转速即为设定转速乘以相应的倍率,从而实现主轴转速的增大或减小。即当旋钮旋至50%时,X20的低三位输入为000,G10低三位为111;当旋钮旋至60%时,X20的低三位输入为001,G10低三位为110;当旋钮旋至70%时,X20的低三位输入为010,G10低三位为010;当旋钮旋至80%时,X20的低三位输入为011,G10低三位为011;当旋钮旋至90%时,X20的低三位输入为100,G10低三位为001;当旋钮旋至100%时,X20的低三位输入为101,G10低三位为000;当旋钮旋至110%时,X20的低三位输入为110,G10低三位为100;当旋钮旋至120%时,X20的低三位输入为111,G10低三位为101。进一步分析,也就是当X20的低三位为0、1、2、3、4、5、6、7时,G10的低三位对应为7、6、2、3、1、0、4、5。本文中,使用COD代码变换指令来建立X20与G10之间的对应关系,主轴倍率PMC控制程序如图4所示。PMC程序中,R0.1表示一个恒1信号,R0.0表示恒0信号。程序第一行将X20的值赋给中间寄存器R100。程序第二行是整个控制程序的关键点,这一步实现的是 R100为0、1、2、3、4、5、6、7时,R120对应为7、6、2、3、1、0、4、5。程序第三行使用逻辑乘将 G10低三位清零,方便第四行执行逻辑或。程序第四行使用逻辑或将R120的值映射给G10。综上所述,当旋钮旋至50%时,当X20等于0,G10等于7,从而实现了主轴倍率的控制。最后使用KND PLC软件将程序写入数控系统,经试验验证,能够实现主轴倍率控制。
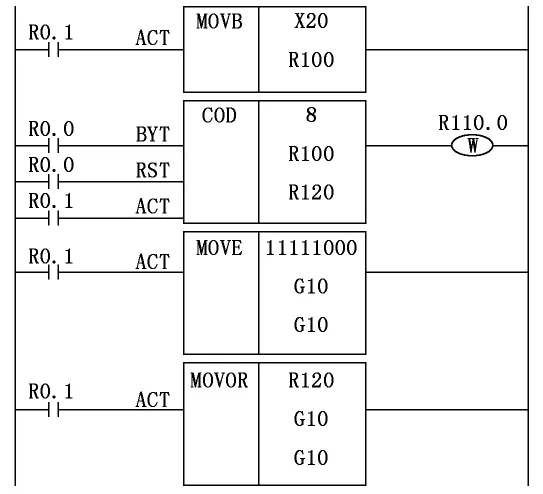
图4 主轴倍率PMC控制程序
4 结论
本文通过分析KND数控系统主轴倍率控制信号G10与输入信号X,通过编制PMC程序,建立起倍率旋钮X输入信号与主轴倍率G信号之间的对应控制关系,从而实现了机床主轴倍率PMC控制,为数控机床维修、调试和升级改造打下了基础。
猜你喜欢
日用电器(2021年7期)2021-08-17
探索科学(学术版)(2021年3期)2021-05-18
建筑机械化(2020年10期)2020-11-23
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
科学家(2017年13期)2017-08-11
制造业自动化(2017年2期)2017-03-20
中国塑料(2015年6期)2015-11-13
