攀钢2#高炉炉寿后期炉衬修补技术探讨
2020-03-24 13:11彭将国
设备管理与维修 2020年2期
彭将国
(四川攀枝花市攀工修建分公司,四川攀枝花 617000)
0 引言
攀钢高炉是冶炼钒钛磁铁矿的重要设备。高炉炉衬长期经受频繁热负荷冲击作用,到了炉龄后期,炉衬损害日益严重。炉缸处(特别是铁口、渣口处)炉衬烧损严重,造成相对应冷却壁烧损,生产工况不稳定。如要平稳安全生产,须结束一代炉龄,进行大修。但由于高炉本体钢结构大部分完好无损,此时大修所需时间长、不科学也不经济。根据高炉炉衬情况拆除炉瘤悬浮物,通过更换烧损冷却壁,拆除损坏部位炉衬,恢复与冶炼工艺相匹配的耐材,以及喷涂造衬等方法,达到修复炉衬,完善冶炼所需炉型及生产工艺要求的目的,延长高炉炉寿。
1 高炉炉寿后期缺陷情况及修补工艺
在高炉炉寿后期高炉本体设备存在以下缺陷:高炉炉壳完好,局部冷却壁烧损;炉身部位炉衬完好,炉缸风口区域炉衬烧损严重,呈倒锥体形,炉底砖侵蚀3 层左右,炉基墩温度在设计允许范围内;炉身部位存在瘤状悬浮物。由于风口区冶炼温度较高,风口区、铁口区炉衬较薄,很难平稳生产,同时极易烧坏风口、渣口、铁口区域冷却壁而发生穿铁事故。
根据上述缺陷情况采取以下炉寿后期炉衬修补工艺:①保留高炉本体炉壳钢结构,局部修补、更换烧损冷却壁;②拆除炉内焦碳、残渣铁至渣口以下(为重新开炉恢复生产创造条件),拆除炉缸风口、渣口、铁口区域耐火炉衬并重新砌筑。
2 高炉炉寿后期缺陷修补施工条件
高炉炉寿后期炉衬破损严重,进入高炉内修复炉衬的施工存在严重安全隐患。采取以下措施,创造进入炉内安全施工的条件:①拆除高炉本体铁口外主铁沟炉衬4 m,铁口处炉壳及附属2 块冷却壁,形成铁口通道“大门”,作为物流通道;②利用炉顶检修人孔,在炉壳开孔、搭设钢砖保护棚和安设导出管堵板,为炉内作业提供安全保障。
利用钢砖保护棚、悬空安装简易升降平台,从上往下清理炉顶钢砖保护棚至风口区域的悬浮炉渣和炉瘤,施工完毕拆除简易升降平台,创造人员从风口、铁口大门处进炉的安全条件。
3 高炉炉寿后期缺陷修补施工过程
3.1 更换烧损冷却壁及铁屑勾缝施工
利用钢砖保护棚,在煤气封罩上焊接吊耳。通过铁口大门处运输通道、安装大型承重升降吊盘,进行炉身至炉缸区域处烧损冷却壁更换,拆装冷却壁均利用出铁口大门作为通道。冷却壁安装与勾缝同步进行,勾缝料填入冷却壁的深度与冷却壁等厚。为解决炉壳与冷却壁之间空隙漏煤气问题,在炉壳外安装Φ48 压浆管,待砌筑、喷涂炉衬完毕后压浆,压浆完毕封堵压浆管。
冷却壁勾缝料的配比(重量):铁屑58.5%,525#矾土水泥18%,高铝细粉13%,水10.5%。
3.2 拆除炉缸区域旧炉衬到生根部位
高炉炉龄后期、炉衬损害日益严重。炉缸处炉衬厚度一般只有100~200 mm,局部甚至没有炉衬,呈倒锥台状炉衬。传统恢复工艺为高炉炉衬及炉内残渣铁全部拆除,重新从炉基墩上砌筑炉衬。为了缩短检修时间,现拆除旧炉衬到宽度大于500 mm,其中铁口区域宽度大于1000 mm(图1),炉内残渣铁作相应拆除,即可达到砌筑条件。
3.3 耐材选型、尺寸及外观要求
如采用刚玉组合砖按传统工艺恢复炉衬,砌筑难度大。因炉寿后期炉壳炉缸区域变形存在加工组合砖,特别在新旧炉衬结合处加工量更大。根据多年经验,选用材质为超致密黏土砖CZGN45(表1、表2),砖型为高炉G1、G2、G3、G4 通用砖号耐材(表3)。
3.4 炉缸部位炉衬恢复砌筑
(1)砌筑前提条件:炉缸、炉腹处冷却壁更换完毕;炉缸处耐材生根接触面打磨平整,见耐材本色,且同一层砖平整度小于5 mm/2 m,相邻砖错台小于0.5 mm。
(2)炉缸接槎处第1 层砖厚度与生根处厚度一致,第2 层开始每层砖向炉内退台15~20 mm 至砌筑图厚度。
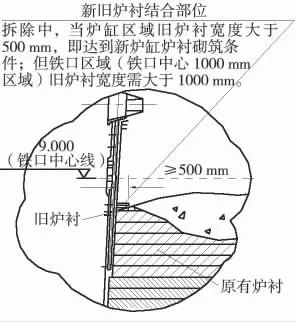
图1 新炉缸炉衬生根面示意
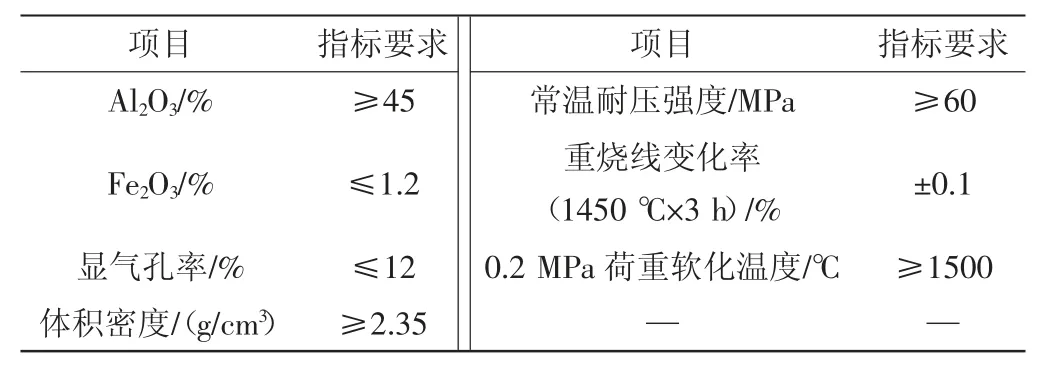
表1 超致密黏土砖CZGN45

表2 超致密黏土砖尺寸允许偏差及外观要求 mm
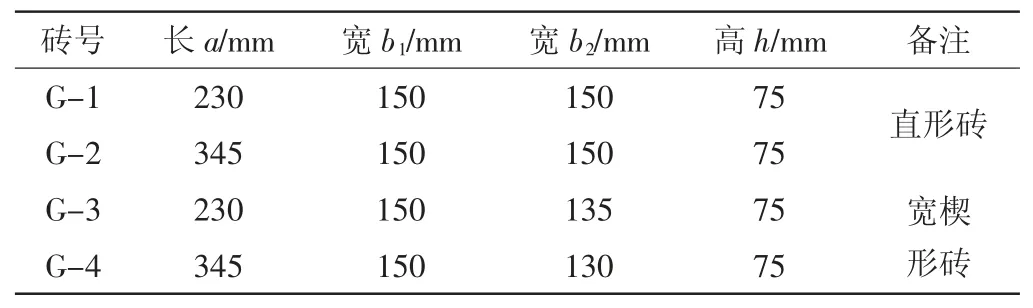
表3 G-1、G-2、G-3、G-4 砖号尺寸
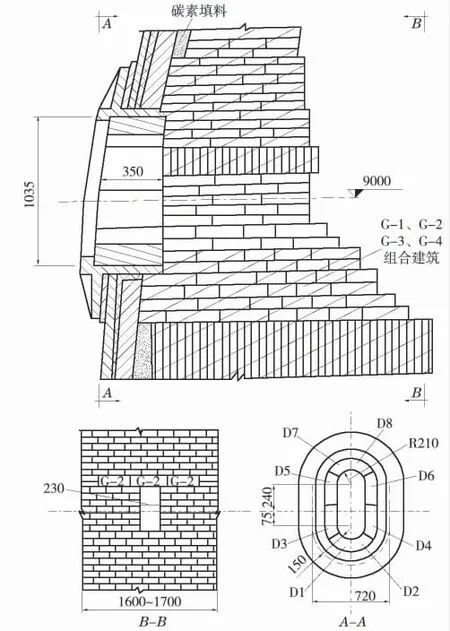
图2 铁口处炉衬砌筑示意
(3)炉缸区域砌砖采用平砌,特殊部位如铁口通道、风口上方采用侧砌,使用磷酸盐耐火泥浆上下错缝砌筑。炉缸砌砖从出铁口开始;砌出铁口时,出铁口框内的砌体应先砌。
(4)以炉壳为导面,从出铁口最低标高开始,按图纸尺寸平砌环状炉缸砌体。仔细研磨新旧炉衬结合部位水平缝、垂直缝,加工耐火砖。
(5)铁口处炉缸砖砌筑(图2)。
(6)渣口、风口炉缸砖砌筑(图3、图4)。
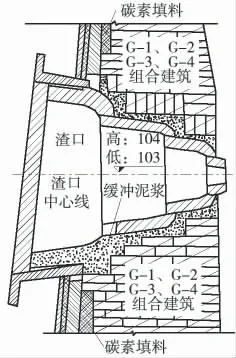
图3 渣口处炉衬砌筑示意
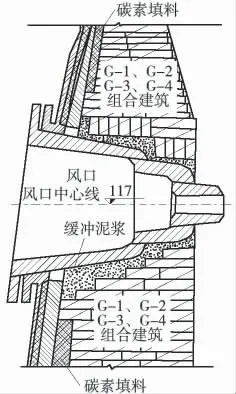
图4 风口处炉衬砌筑示意
(7)炉缸处其余砌体砌筑。高炉炉缸区域除铁口、渣口、风口为特殊砌体外,其余均为环状炉墙结构。均以炉壳为导面,按图施工即可。重点控制好水平缝、垂直缝、环缝、耐火泥浆饱满度。
(8)炉缸区域新炉衬砌筑质量要求(表4)。
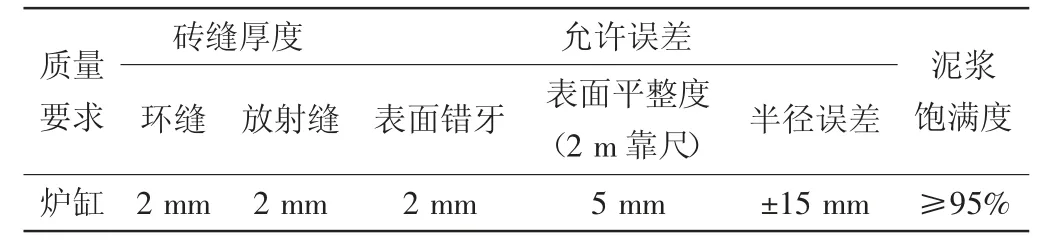
表4 炉缸区域新炉衬砌筑质量要求
3.5 喷涂
炉缸炉衬砌体砌筑完毕后,炉顶钢砖下部至炉缸砌体部位采用机械手半自动化造衬喷涂。
4 结语
高炉炉寿后期炉衬修补一次需用25 d,已成功满足高炉继续再生产3 年。此技术有利于延长高炉炉寿,降低吨铁工序成本,改善炉况生产条件;同时也可解决炉缸粘接及结瘤影响生产工艺的问题。
猜你喜欢
湖北理工学院学报(2022年6期)2022-12-09
山西冶金(2022年5期)2022-09-22
山东冶金(2022年1期)2022-04-19
山东冶金(2020年6期)2021-01-04
中国钢铁业(2017年4期)2017-07-25
山东工业技术(2016年15期)2016-12-01
中国资源综合利用(2016年10期)2016-01-22
安徽冶金科技职业学院学报(2015年3期)2015-12-02
天津冶金(2014年4期)2014-02-28
天津冶金(2014年4期)2014-02-28