一种轴叉类工件料库的设计和应用
2020-04-13 08:19李进冬邓庆野
黑龙江科学 2020年6期
张 鹏,李进冬,邓庆野
(1.沈阳机床集团欧米瑞(广东)智能制造有限公司,沈阳 110000; 2.沈阳机床集团云科智能制造(沈阳)有限公司,沈阳 110000)
随着工业自动化水平的不断发展进步,机械加工行业对自动化单元越来越依赖。《中国制造2025》不断推进,自动化加工单元在机械加工行业取得了前所未有的发展。自动化上料料库作为自动化加工单元的一部分,在整个单元中更是起着至关重要的作用。
1 料库的设计
本研究所设计的定节距料库如图1所示。这种形式的料库能够降低维护和维修难度,提升物料的存储容量,使单个料库的工作运行时间周期变长。根据客户同类零件尺寸的不同,可以实现快速换产,增加了料库对零件的包容性,提升了整个自动化加工单元的适应性。料库主要由驱动机构、托盘机构、控制部分组成。
1.1 驱动机构
料库整体采供中空电机减速机直连驱动,输送速度为3~5 m/min。上料托盘与料库采用钢制带附件的滚子链连接方式。托盘定位采用槽型开关进行到位检测和停止信号发送。托盘的定位精度为±0.5 mm,如图2所示。

图1 定节距料库Fig.1 Fixed pitch material warehouse

图2 料库驱动结构Fig.2 Drive structure of material warehouse
1.2 托盘机构
料库的托盘机构是整个料库的重要组成部分。主要由物料有无检测单元、阻挡机构、防错与定位机构组成。托盘机构如图3所示。

图3 料库托盘机构Fig.3 Pallet mechanism of material warehouse
物料有无检测单元:采用两组开关共同合作进行检测物料有无和物料具体位置。其工作原理为:将托盘上摆放物料的两个位置分别在系统中标注上1号工位和2号工位。机械手抓取工件的顺序为先取1号位工件,再取2号位工件。工装板到达上料位后,物料检测单元开始工作。检测判断工作大致分为以下三种情况:
第一,当物料检测开关有信号时,说明工装板上有工件存在,进一步判断(1号工位)是否有信号。若有信号,说明1号工位有毛坯件存在,机械手到1号工位取件进行自动化加工单元上下料后续工作。若取完1号位工件,物料检测开关仍有信号,则机械手到2号工位取件进行自动化加工单元上下料后续工作。若取完1号位工件物料检测开关没有信号,则料库旋转。
第二,当物料检测开关有信号时,说明工装板上有工件存在,进一步判断(1号工位)是否有信号,若1号工位没有信号,则机械手直接到2号工位取件进行自动化加工单元上下料后续工作。
第三,当物料检测开关没有信号,说明工装板上没有物料,则电机启动,带动下一个工装板到达上料位。当物料检测开关检测到连续3个托盘都显示没有物料存在,则系统报警,提示检查料库是否缺料。检测流程图如图4所示。
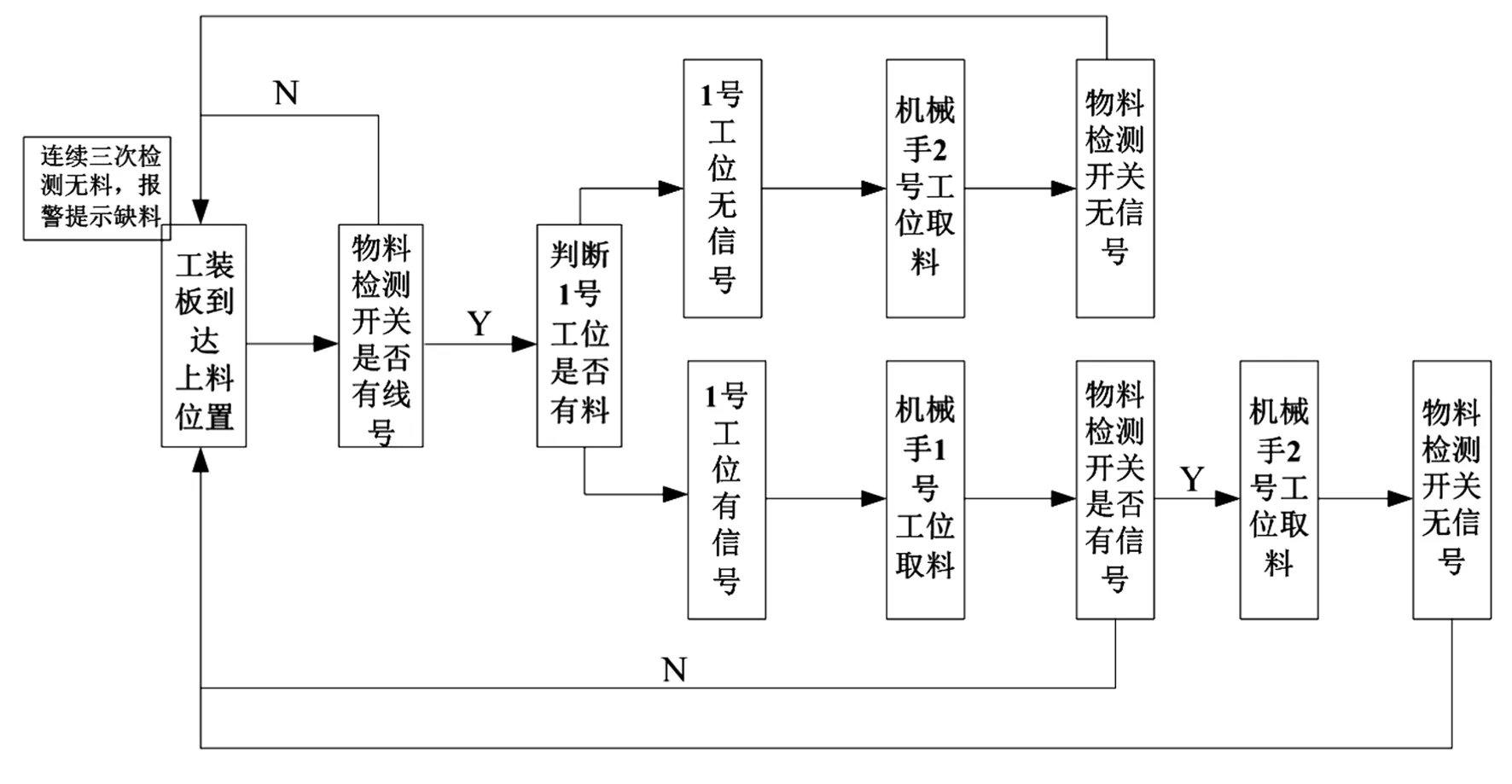
图4 检测单元工作流程图Fig.4 Flow chart of detection unit
阻挡机构能够防止工件在其轴向上窜动,保证机械手抓取毛坯件时定位准确,重复定位精度高;防错机构能够保证料库上零件摆放的位置和方向准确无误,不会因为人员疏忽出现物料摆放错误的情况;定位块通过腰型孔固定在工件托盘上,方便客户不同长度的轴叉件进行换产。
1.3 控制流程
整个料库的工作过程主要分为托盘到位检测、物料有无检测、物料位置检测三个过程。控制流程如图5所示。
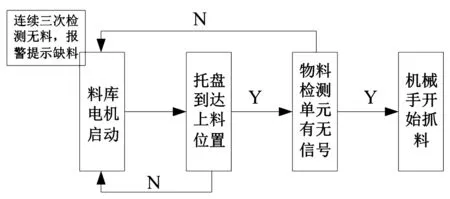
图5 料库控制流程图Fig.5 Flow chart of material warehouse control
当机械手将毛坯件取走时,物料检测开关没有信号,系统发给驱动电机启动指令,电机转动通过链条传动将工装板运向上料位。当上料位定位开关有信号时,系统发给电机停止指令,物料检测单元开始工作,整个上料过程结束。
2 产品的实际应用
本研究所设计的轴叉类零件的定节距旋转料库因为具有占地面积小、料库容量大、工件适应范围广、定位精度高等诸多优势,在市场上受到广泛好评。图6为我公司为某传动轴厂提供自动化加工单元所应用的轴叉类零件的定节距旋转料库的图片。
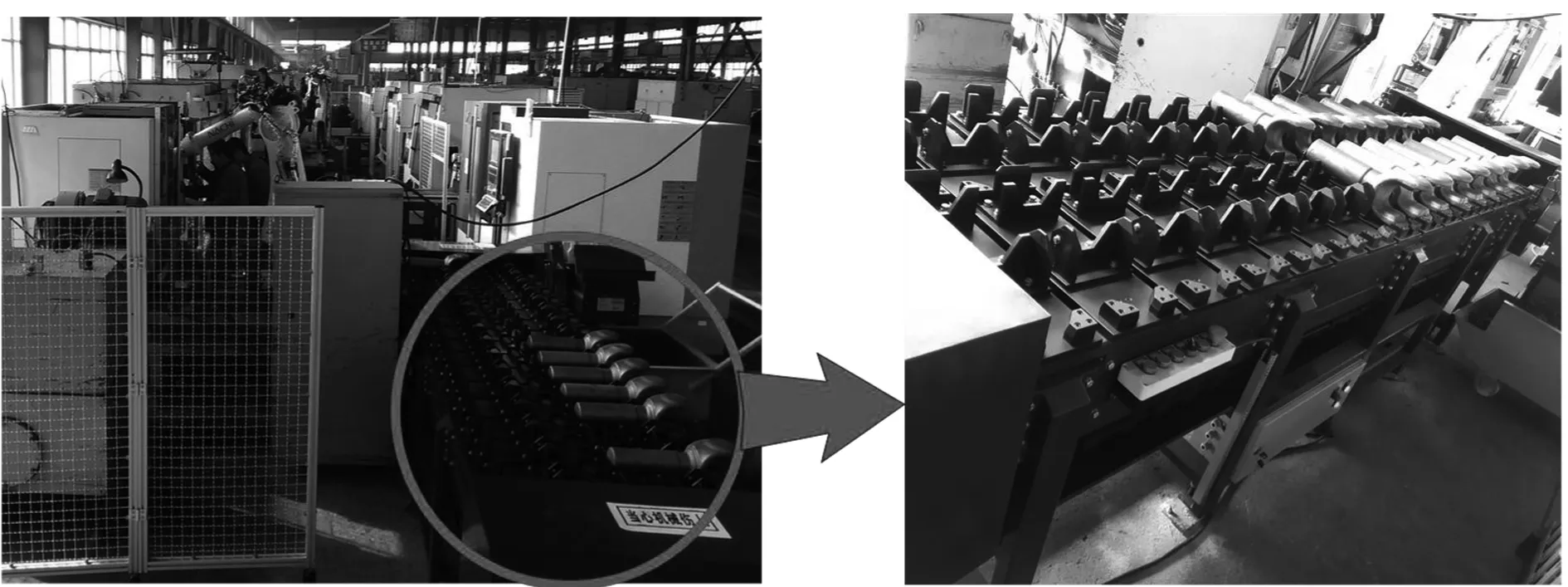
图6 料库系统的实际应用图Fig.6 Practical application diagram of material storage system
猜你喜欢
中国设备工程(2022年15期)2022-08-19
汽车工艺师(2021年7期)2021-07-30
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2020年3期)2021-01-26
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
家庭影院技术(2020年4期)2020-05-21
电子制作(2019年13期)2020-01-14
环球时报(2019-07-18)2019-07-18
模具制造(2019年4期)2019-06-24