
电子手轮常见故障诊断与维修
2020-04-14 04:54汪小宝钱明珠
电脑知识与技术 2020年4期
汪小宝 钱明珠


摘要:通过分析实际生产过程中数控机床电子手轮有关故障维修的案例,对数控机床电子手轮有关参数及工作原理作了详细地阐述,采取了一些有效的故障处理方法。实践证明,这些方法对提高设备维修的准确率有较好的帮助。
关键词:数控机床;电子手轮;维修
中图分类号:G642
文献标识码:A
文章编号:1009-3044(2020)04-0240-02
收稿日期:2019-10-15
基金项目:2019年大学生创新创业项目:智能共享文印平台的开发与设计(项目编号:S2019105114042)
作者简介:汪小宝(1977—),男,硕士,副教授,研究方向为数控加工与编程、数控机床故障诊断与维修;钱明珠(1979—),女,计算机学院讲师,硕士,研究方向为计算机软件和网络安全维护。
Electronic Handwheel Common Fault Diagnosis and Maintenance
WANG Xiao-bao,QIAN Ming-zhu
(Huanggang Normal College,Huanggang 438000,China)
Abstract:Through the analysis of the electronic handwheel of numerical control machine tool in the actual production process,this pa-per expounds the parameters and working principle of the electronic handwheel of numerical control machine tool in detail,and adopts some effective fault treatment methods.Practice shows that these methods are helpful to improve the accuracy of equipment maintenance Key words:CNC machine tools;Electronic handwheel ;diagnosis
电子手轮,也叫手摇脉冲发生器、手持单元。当手轮旋转时,编码器产生手轮运动相对应的信号,手轮上通常设置有倍率选择开关X1,X10,X100,X1000档,可以非常方便地进行机床各坐标轴快速移动、步进微调,在数控机床上应用非常普遍,深受数控机床操作人员的喜爱。当手轮出现故障,不能正常工作时,会给数控机床正常操作带来不便。应此,确定手轮故障的位置及故障的产生原因,迅速排除故障,具有十分重要的意义。
1 电子手轮在数控机床中应用
電子手轮,其实质是个增量式光电编码器。区别在于:(1)手摇编码:器是通过手摇来驱动编码器轴转动,而普通编码器是通过马达来驱使轴转动的。(2)手摇编码器的分辨率较低,一般数十脉冲到数百脉冲。而普通编码器则可到上万线。
增量式光电编码器的工作原理,有关专业书籍介绍较多,本文不再重复。本文介绍数控机床中手轮工作情况。
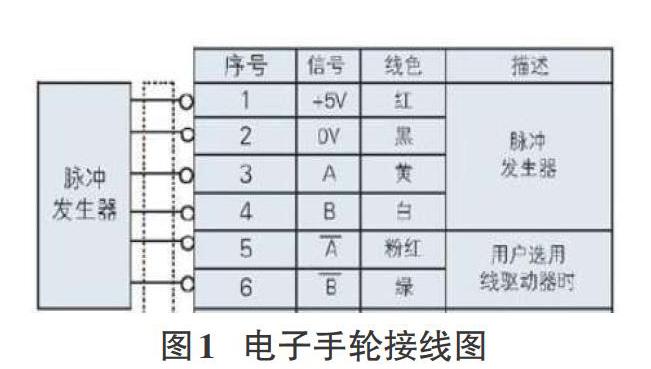
电子手轮工作电压有直流5V或12V或24V,应用于数控机床的一般5V较为常见,其输出接口形式有:电压输出、差动输出、集电极开路输出以及光耦输出。应用于数控机床的一般有4线式(电压输出,对应图1中线号1~4);6线式(长线驱动输出,对应图1中线号1~6)。一些手轮上有急停按钮,电源指示灯(DC24V),轴选择开关,倍率选择开关等,需要在PLC中进行设定对应点位。
电子手轮要正常工作,主要有软硬件两个方面都要工作正常。下面以武汉华中数控系统HNC-21T世纪星系统为例,介绍其硬件接线和软件参数。这些参数设置正确与否直接影响手轮正常使用。实践证明充分了解电子手轮工作原理、有关参数及具体含义会给手轮的故障诊断和维修带来很大的方便,会大大减少故障诊断的时间。
2 华中世纪星数控系统手轮参数及接口
从华中世纪星HNC-21手轮工作原理分析,手轮由PLC控制。其正常工作条件是:部件24参数设置正确,是CNC能识别手摇的先决条件;工作方式选择增量,按下手摇使能按钮,选择轴选择波段开关,选择X轴,X4.0信号输入到PLC,系统工作方式会由“增量"切换到“手摇”,表示手摇已经识别。旋动手轮,编码器产生对应脉冲信号,可以控制X轴运动。
3 手摇故障诊断与维修应用实例
1)一台CK6140数控车床,手动工作正常,手轮不能移动X、Z轴。
故障分析与排查:现场实际操作,工作方式选择增量,按下手摇使能按钮,选择轴选择波段开关,选择X轴,X4.0信号输入到PLC,系统工作方式由“增量”切换到“手摇”,表示手摇已经识别。旋动手轮,手轮不能移动X、Z轴。
故障诊断:系统工作方式可以由“增量”切换到“手摇”,表示手摇已经可以识别,即手轮对应部件24参数设置正确,PLC工作正常,手摇对应轴选择波段开关及倍率选择开关线路工作正常。手轮不能移动X、Z轴,即没有输出。当手轮没有产生输入脉冲信号时,也就不会有输出。故障原因:手轮硬件故障。
故障排除:用万用表测量XS8头针13、25引脚,即手轮工作电压DC5V正常,测量24、12引脚,即HA、HB相时,发现12引脚断针,B相信号缺失。修复XS8头针后,手轮工作正常。
2)一台HED-21S数控综合实验台,手动工作正常,手轮不能移动X、Z轴。
故障分析与诊断:实验台使用了15年左右,现场实际操作,工作方式选择增量,按下手摇使能按钮,选择轴选择波段开关,选择X轴,X4.0信号输入到PLC,系统工作方式由“增量”切换到“手摇”,表示手摇已经识别。旋动手轮,手轮不能移动X、Z轴。故障初步判断:手轮硬件故障。
故障排除:用万用表测量XS8头针13、25引脚,即手轮工作电压DC5V正常,测量24、12引脚,即HA、HB相时,发现引脚正常。故障初步定位:手轮脉冲发生器硬件故障。
故障排除后续:现场询问实验室工作人员,实验台手轮上学期工作正常,暑期结束,上班试运行即发现手轮不工作。由于:现场没有示波器,无法对手轮脉冲发生器进行直接测试。考虑到手摇脉冲发生器可靠性较高,重新插拔手轮XS8接口,故障依旧。再次仔细检查了XS8头针13、25引脚和24、12引脚,没有发现问题,检查到手轮一侧的工作电压为DC4.6V,工作电压偏低,一般编码器对工作电压质量要求较高,是否工作电压偏低引起的“假故障”?
故障修复:对XS8接口进行除锈处理,并对13、25引脚和24、12引脚进行了加焊,处理后测量手轮工作电压提高到DC4.7V,开机上电,故障排除。
故障反思:江南地区暑期高温高湿,且设备没有上电使用,接口线路老化锈蚀,导致接触电阻增大,加在编码器上工作电压偏低,编码器对工作电压比较敏感,是本次故障的成因。第一次检查时,忽视编码器对工作电压要求,值得反思。
3)一台CK6140数控车床,工作正常,后期加装手轮不能移动X.Z轴。
故障现场调查:数控车间数控机床进行数控化升级改造,多出2个手持单元,建议安装到CK6140数控车床上使用。其中一台车床手轮正常工作,另一台机床手轮按照上,可以识别,但是不能移动X、Z轴。
故障分析与排查:可以識别,但是不能移动X、Z轴。初步故障定位:手轮硬件故障。为了验证这一分析结果:使用交换法,互换2套手持单元,可以确定2套手持单元工作正常。推翻了故障分析的结论,至此陷人了僵局。
故障排除后续:仔细询问工作人员,加装手轮不能移动X、Z轴的CK6140车床CNC系统曾经送修过,对这两台CK6140数控车床进行了仔细检查,发现送修的机床系统配置文件NCBI-OS.CFG中加载的驱动程序不一样,“DEVICE=.\DRV\HNC-21V4.DRV",表明这是一台四代世纪星,手轮有关硬件配置参数与三代世纪星不一样,部件24配置0应该为7,具体见表3。
4 结束语
通过上述几例,对手轮工作过程和工作原理进行了较详细阐述,由故障现象/信息→故障特征→判出故障类型→找出最可能的故障成因,进行“据理析象”。同时,熟悉数控硬件工作条件和参数,在数控机床故障诊断与维修中可以起到事半功倍的作用。
参考文献:
[1]潘海丽.数控机床故障分析与维修:第二版[M].西安:西安电子科技大学出版社,2008.
[2]郑小年.数控机床故障诊断与维修[M].武汉:华中科技大学出,版社,2005.
[3]王侃夫.数控机床故障诊断及维修[M].北京:机械工业出版社,2002.
[4]崔兆华.数控机床电气控制与维修[M].济南:山东科学技术出,版社,2009.
[5]华中数控股份有限公司.数控电气控制基础及实训[2]武汉:内部培训教材,2005.
[通联编辑:王力]
猜你喜欢
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
精密制造与自动化(2018年1期)2018-04-12
电子制作(2017年20期)2017-04-26
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
锻压装备与制造技术(2016年3期)2016-06-05
