企业氮气系统优化方案探讨
2020-04-30 10:20张成富史会兵侯新峰
化工管理 2020年10期
张成富 史会兵 侯新峰
(山东京博石油化工有限公司,山东 博兴 256500)
0 引言
河南某公司氮气系统的供给主要分为三部分,即空压车间KDN-3000型空分装置、A 化工厂KDN-5000空分装置与KDN-10000型空分装置。其中KDN-3000型空分装置于2000年投入使用。该装置依托于净化空气,通过低温法制氮工艺实现氮气的生产,其生产规模达到3000m³/h,并配有液氮贮槽、中压氮气压缩机设施数台以及其他辅助设施,其提供的氮气压力等级共有两种,即0.7MPa 与2.5MPa。
1 氮气系统存在的问题分析
1.1 空压车间存在的问题
在正常的生产状态下,中压氮气运行模式依然有较大的节能空间;氮气备用系统的工艺亟待更新,难以发挥应急保供作用;出装置氮气流量计显示的准确度不够,影响到计量结果,在生产实时调整中难以发挥作用;空分装置入口涡街流量计表头出现损坏情况以及显示不准确情况,影响到计量结果,需要按照周期要求进行检定。
1.2 外购A氮气情况
A 氮气压力较高,车间难以对其实现自动调节,对于生产过程中的实时调整有着不利影响;在对外购A 氮气的计量方面,供方与收方的流量计显示数值存在较大差异,在贸易过程中会影响到结算结果。
1.3 氮气用户方面情况
首先,对于同一氮气用户而言,主管网上存在氮气分支数条,这些分支间还涉及到跨线情况,有的氮气分支没有设置流量计,存在诸多计量盲区,从而导致装置界区的管线流程趋于混乱。比如炼油系统a 装置的氮气管一共有3条,但有两条管道间连接了跨线。具体如图1所示。
其次,系统中氮气流量计并没有遵循合理性原则进行安装,与装置界区位置上存在一定偏差,还有的氮气流量器还设置了分支管线,从而导致氮气计量的准确性受到影响,与计量器具的管理要求相违背。
再者,在氮气管网上,有的用户增加管线分支,对工艺流程进行变更时,并没有遵守公司的氮气供应管理的相关制度,且没有进行审批,从而导致计量的准确性受到影响。考虑到氮气管线介质的安全性较高,并且压力等级偏低,因此有的用户对氮气管线或氮气流程进行私自调整,从而导致氮气管理出现盲区,对氮气管网运行的稳定性与可靠性构成了威胁,难以保障计量的准确性,同时也不利于节能优化与调整。
此外,有的装置或者设备氮气管线处于停运状态,但公司并没有采取隔离措施,例如加装盲板,从而导致氮气有泄露风险,情况严重时还可能出现氮气窒息事故,给相关人员的生命安全构成威胁。
最后,气油车间布置的装置非常复杂,氮气使用点不够集中,分布于公司部分厂区内,从而难以全方位覆盖计量器具,出现了很多氮气计量盲点。
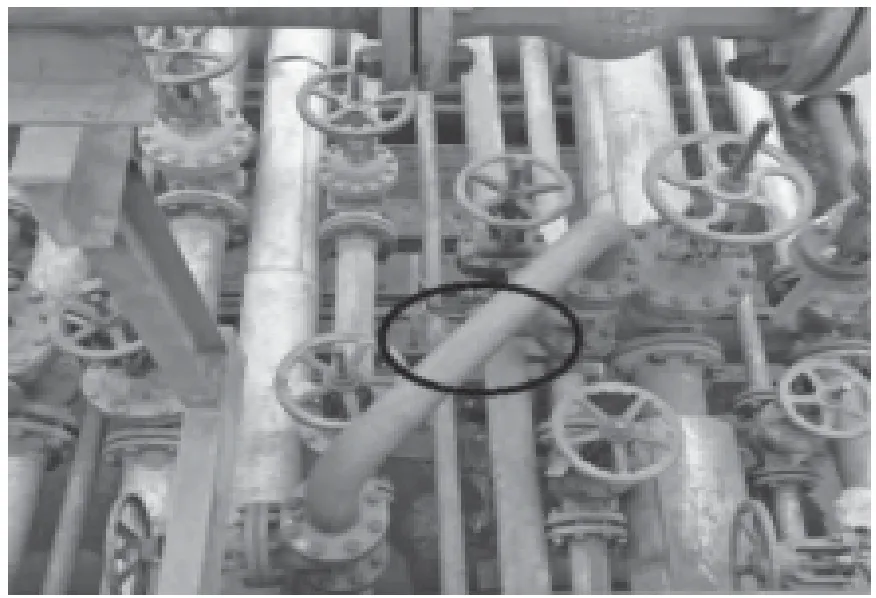
图1 跨线连接图
2 氮气系统优化方案分析
2.1 车间内部优化
首先,公司根据中压氮气运行模式取得实际效果,将中压液氮贮槽投入到生产中,并停止了氮压机的运行,从而提高了节能效果,创造了比较理想的效益。空压车间空分站中压氮气的用途在于各装置的气密。在生产过程中,化纤与炼油生产装置并不会使用大量中压氮气,其对中压氮气的使用仅限于管线压力的维持。在传统生产模式下,中压氮气均源自于氮压机,中压液氮贮槽的作用仅仅是为了应急,即针对紧急事件补充需求量增加的中压氮气。中压液氮贮槽能够储备约20m3的液氮,压力等级约为2.5MPa。根据调查与研究,公司针对现有情况采取了增效措施。具体操作为:停止运行氮压机,在正常运行状态下,利用中压液氮贮槽进行增压,从而使中压管网压力得以维持。基于此模式运行为期一年后,实践结果表明该模式在安全性、可靠性以及操作性方面都具有突出优势,能够提高氮气供应的稳定性,并且每小时耗电量缩减了250kW,循环水节约量达到25t,在系统运行过程中的故障问题也得以减少,为运行与维护成本控制提供了有力支持,最终实现了节能创效目标。
其次,针对氮气备用系统工艺老化问题,公司也对低压液氮汽化池进行了优化。具体来讲,空分站低压液氮汽化池阀门在以往均属于手动操作,并且远离操作室,汽化池汽化效率不高,热损失较大,对备用热源需求较大。针对氮气运行的优化,2017年车间对低压液氮汽化池进行了改造,选择立式封闭汽浴式汽化池代替敞开式水浴汽化池,并增设了蒸汽与氮气调节阀,利用PLC 控制技术,建立了空分站控制系统,从而实现在远距离对液氮汽化池的控制,在生产过程中体现出较强的灵活性。与此同时,在蒸汽消耗量的控制方面,车间在完成改造后也实现了节能降耗,不再使用新鲜水。
2.2 外购A氮气的优化
根据A 氮气压力较高,难以实现对A 氮气的自动调节问题,车间于2017年检修停工期间,将氮气调节阀增设在A 公司氮气并网阀F909位置,并利用仪表线向空分站操作室引入了信号,从而帮助空分站PLC 控制系统对该阀进行了调整,最终实现了对外购A 氮气量的远程控制目标。
与此同时,针对氮气用户用量问题,车间对公司氮气流程进行了调整,利用对A 氮气并网调节阀的远程控制,使空分站KDN-3000空分装置运行趋于满负荷状态,从而使外购A 氮气量得到缩减。根据氮气优化调整方案,A 化工厂向公司进行氮气供给的途径主要为F903向加氢、聚丙烯与260万柴油加氢等。车间将F904/F905/F906三个阀门连接到炼油区域的氮气管网,将F909连接到化纤区域。考虑到A 氮气压力为0.72MPa,而空分站氮气压力为0.65MPa,炼油区域无法获取氮气。因此车间将F305启动,连通炼油区域与化纤区域的氮气管网,并将F904与F905阀门关闭,从而使A 氮气量得以减少,在保证各装置用氮状态正常的前提下,空分站KDN-3000空分装置的运行状态也趋于满负荷。实践表明,在完成系统改造后,公司外购氮气量将少了近2000m3/h,空分平均氮气供应量增加了近1300m3/h,全年节约成本超过1000万元。
此外,在解决外购A 氮气供收两方流量计显示数值偏差问题时,公司在2017年检修中要求A 公司对流量计进行检定并出具报告。该项事宜涉及到贸易结算,而收方流量计没有出厂检定,计量中心于2018年拆除了未检定的流量计并进行检定,完成检定后继续投入使用,运行状态恢复正常。在检定双方流量计时,收方流量计标定数值与车间设置的流量计数值相差约3%。供方流量计标定显示误差则超过10%,因此在贸易结算中选择参考收方流量计数值。
3 结语
通过对氮气系统的优化与改造,在实践中多方面的都得到了改善与提升,节能创效目标基本实现,具体涉及到以下几方面:第一,氮气运行模式优化使得耗电量节约了250kW/h,循环水节约量达到25t,蒸汽节约量为2.5t,总计节约近460万元;第二,对氮气经济核算以及优化调整产生影响的流量计均进行了处理,运行状态恢复正常,在数据层面上能够提供可靠支持;第三,公司与A 公司的贸易结算达成一致意见;第四,基于氮气系统的改造,每年氮气外购费用节约超过1000万元。
猜你喜欢
中氮肥(2022年1期)2023-01-03
世界汽车(2022年6期)2022-07-13
中学生数理化·八年级物理人教版(2021年10期)2021-11-22
中学生数理化·八年级物理人教版(2020年10期)2020-11-26
中学生数理化·八年级物理人教版(2019年10期)2019-11-25
煤矿安全(2019年6期)2019-08-05
能源研究与信息(2018年2期)2018-12-08
安徽农业科学(2018年36期)2018-05-14
中国科技纵横(2015年14期)2015-12-10
车迷(2015年11期)2015-08-23